Potrebbero piacerti anche
- Materials For Cutting ToolDocumento19 pagineMaterials For Cutting ToolJyoti KaleNessuna valutazione finora
- Cutting Tool MaterialDocumento41 pagineCutting Tool MaterialDheerajOmprasadNessuna valutazione finora
- Cutting Tool Materials and Cutting Fluids by Dr. Oğuzhan YILMAZDocumento33 pagineCutting Tool Materials and Cutting Fluids by Dr. Oğuzhan YILMAZpptmnltNessuna valutazione finora
- Unit-4 - Tool Materials Cutting Fluids and MachinabilityDocumento63 pagineUnit-4 - Tool Materials Cutting Fluids and MachinabilityTharunNessuna valutazione finora
- Cutting Tools TechnologyDocumento47 pagineCutting Tools TechnologyJeff HardyNessuna valutazione finora
- Assingment 2: Manufacturing TechnologyDocumento29 pagineAssingment 2: Manufacturing TechnologySarweshNarayanParbatNessuna valutazione finora
- Tool Materials, Life and Failure: Lecture No. 8Documento47 pagineTool Materials, Life and Failure: Lecture No. 8Muhammad IrfanNessuna valutazione finora
- 6-Cutting-Tool Materials and Cutting Fluids May05 13Documento52 pagine6-Cutting-Tool Materials and Cutting Fluids May05 13karthibenNessuna valutazione finora
- Metal CuttingDocumento24 pagineMetal CuttingFRANCIS THOMASNessuna valutazione finora
- Module-3: Cutting Tool Materials, Geometry and Surface FinishDocumento18 pagineModule-3: Cutting Tool Materials, Geometry and Surface FinishYashas KattemaneNessuna valutazione finora
- ME 6402 Manufacturing Technology II Unit - IDocumento14 pagineME 6402 Manufacturing Technology II Unit - Iananda narayananNessuna valutazione finora
- MMW NR (He) : Where, MMW-men's Material Welfare NR - Natural Resources Available HE - Human EffortsDocumento23 pagineMMW NR (He) : Where, MMW-men's Material Welfare NR - Natural Resources Available HE - Human Effortssubramanya1982Nessuna valutazione finora
- Cutting Tool MaterialsDocumento4 pagineCutting Tool MaterialsJyoti KaleNessuna valutazione finora
- Unit 1 Me1203Documento17 pagineUnit 1 Me1203Muthuvel M100% (1)
- Tooling and Work Holding Devices: Unit VDocumento57 pagineTooling and Work Holding Devices: Unit VGowtham SakthivelNessuna valutazione finora
- #3 Cutting ToolDocumento42 pagine#3 Cutting ToolyudhiprasetyoNessuna valutazione finora
- Chapter 22Documento44 pagineChapter 22Rodger OlynNessuna valutazione finora
- Module 6, Tool MaterialsDocumento11 pagineModule 6, Tool MaterialsSayaf Khan PathanNessuna valutazione finora
- Cutting Tool Materials ME MechanicalDocumento4 pagineCutting Tool Materials ME MechanicalManish Kumar100% (1)
- Production Technology-I Unit No. 1: Cutting ToolDocumento15 pagineProduction Technology-I Unit No. 1: Cutting ToolPankaj ChhabraNessuna valutazione finora
- Metal Cutting and Machine ToolsDocumento131 pagineMetal Cutting and Machine Toolsthirumalaikumaran100% (1)
- Cutting Tool Materials of Common Use: Irshad K TDocumento49 pagineCutting Tool Materials of Common Use: Irshad K TAswinNessuna valutazione finora
- Technology of Machine Tools: Diamond, Ceramic, and Cermet Cutting ToolsDocumento44 pagineTechnology of Machine Tools: Diamond, Ceramic, and Cermet Cutting ToolsAnibal DazaNessuna valutazione finora
- Slide ShowDocumento11 pagineSlide ShowChethan HMNessuna valutazione finora
- Single Point Turning Tool Page FinalDocumento40 pagineSingle Point Turning Tool Page FinalPaulPrateekNessuna valutazione finora
- Ceramic Ceremet PCBN and PCDDocumento48 pagineCeramic Ceremet PCBN and PCDhsvjvv37Nessuna valutazione finora
- ME - 32021 Materials and Geometry of Cutting ToolsDocumento27 pagineME - 32021 Materials and Geometry of Cutting ToolsWILYNessuna valutazione finora
- Mse Notes - Unit - 2Documento12 pagineMse Notes - Unit - 2337-ME- KIRTHAN DEVADIGANessuna valutazione finora
- Cutting ToolsDocumento61 pagineCutting ToolsKalai SelvanNessuna valutazione finora
- FMP-302 Lecture 6 - Tool Material - Life - FailureDocumento42 pagineFMP-302 Lecture 6 - Tool Material - Life - FailureMuhammad WaseemNessuna valutazione finora
- Notes 4 - Cutting Tools, Tool Geometry, Tool Wear, Tool LifeDocumento101 pagineNotes 4 - Cutting Tools, Tool Geometry, Tool Wear, Tool LifeU2103097 STUDENTNessuna valutazione finora
- Cutting Tools-1Documento12 pagineCutting Tools-1Usama AnsariNessuna valutazione finora
- Chapter Five: Tools Classification and Design of ToolsDocumento61 pagineChapter Five: Tools Classification and Design of ToolsTemuNessuna valutazione finora
- Chapter 4Documento17 pagineChapter 4GemedaNessuna valutazione finora
- 2 Tool Wear & Tool Life 2Documento40 pagine2 Tool Wear & Tool Life 2haile mehariNessuna valutazione finora
- Chapte 5 Single Point CuttingDocumento52 pagineChapte 5 Single Point Cuttingmulugeta assefaNessuna valutazione finora
- 1-Cutting Tools & Tool Holders LectureDocumento79 pagine1-Cutting Tools & Tool Holders LectureWilliam Salazar100% (1)
- Production of Gears by Die CastingDocumento17 pagineProduction of Gears by Die CastingBalaji Sekar75% (4)
- Case StudyDocumento49 pagineCase StudybachayadavNessuna valutazione finora
- Pas CTG Tur Cer-Cermet enDocumento36 paginePas CTG Tur Cer-Cermet enshumi27Nessuna valutazione finora
- Cutting Tool MaterialsDocumento35 pagineCutting Tool Materialsmarakamadhu800Nessuna valutazione finora
- Cutting Tool MaterialsDocumento5 pagineCutting Tool MaterialsMichael MeltzNessuna valutazione finora
- Machining 2Documento44 pagineMachining 2Jayant SisodiaNessuna valutazione finora
- Technology of Machine ToolsDocumento25 pagineTechnology of Machine ToolsAnibal DazaNessuna valutazione finora
- Deep DrawingDocumento46 pagineDeep DrawingAshwin.DNessuna valutazione finora
- 05 PED121 Lecture 6 Tool MaterialDocumento58 pagine05 PED121 Lecture 6 Tool MaterialAhmed MahmoudNessuna valutazione finora
- Module 3-CUTTING TOOL MATERIALSDocumento88 pagineModule 3-CUTTING TOOL MATERIALSsushilNessuna valutazione finora
- Unit I ' Theory of Metal CuttingDocumento19 pagineUnit I ' Theory of Metal CuttingThulasi RamNessuna valutazione finora
- Machinability of MetalsDocumento22 pagineMachinability of MetalsmfchinNessuna valutazione finora
- Cutting Tool MaterialsDocumento3 pagineCutting Tool MaterialsManish KumarNessuna valutazione finora
- Cutting Tools TypeDocumento3 pagineCutting Tools TypeneurraNessuna valutazione finora
- Seminar 1 - Stainless Steel and Its ApplicationsDocumento105 pagineSeminar 1 - Stainless Steel and Its ApplicationspripramadaNessuna valutazione finora
- Tool and Die CHAPTER-2Documento46 pagineTool and Die CHAPTER-2dawit solomonNessuna valutazione finora
- 14 Material and Heat Treatment of Jigs &Documento18 pagine14 Material and Heat Treatment of Jigs &GV RagunathanNessuna valutazione finora
- Different Types of Cutting Tools Materials and Their PropertiesDocumento4 pagineDifferent Types of Cutting Tools Materials and Their PropertiesJackson SichingaNessuna valutazione finora
- Quiz 7Documento40 pagineQuiz 7Vysakh VasudevanNessuna valutazione finora
- Type of Steel and Cast Iron Lec7Documento29 pagineType of Steel and Cast Iron Lec7shresthasamir743Nessuna valutazione finora
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDa EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNessuna valutazione finora
- Forging - Manual of Practical Instruction in Hand Forging of Wrought Iron, Machine Steel and Tool Steel; Drop Forging; and Heat Treatment of Steel, Including Annealing, Hardening and TemperingDa EverandForging - Manual of Practical Instruction in Hand Forging of Wrought Iron, Machine Steel and Tool Steel; Drop Forging; and Heat Treatment of Steel, Including Annealing, Hardening and TemperingValutazione: 5 su 5 stelle5/5 (1)
- Nano Material Volumes Applications Holman Lux ResearchDocumento29 pagineNano Material Volumes Applications Holman Lux Researchlili_puma100% (2)
- The Technology of Building DefectsDocumento373 pagineThe Technology of Building DefectsDaniele DeBattista100% (11)
- Material Data Sheets For Piping: 1 ForewordDocumento50 pagineMaterial Data Sheets For Piping: 1 ForewordMuhammad Ramadhan Ismukada SyahrifNessuna valutazione finora
- Materials 1Documento10 pagineMaterials 1DhanBahadurNessuna valutazione finora
- Elevator Catalog EnglishDocumento43 pagineElevator Catalog EnglishmohammadrezaNessuna valutazione finora
- Union Wire Rope - Galfan CoatingDocumento1 paginaUnion Wire Rope - Galfan CoatingBosNessuna valutazione finora
- Properties of Materials and Their UsesDocumento45 pagineProperties of Materials and Their UsesEmely Balao-asNessuna valutazione finora
- Chemical Resistance Testing of Covestro Plastics With Metrex Surface DisinfectantsDocumento7 pagineChemical Resistance Testing of Covestro Plastics With Metrex Surface DisinfectantsThuanne Braúlio HennigNessuna valutazione finora
- 1916 Boren 1st Submission 8-8-22Documento195 pagine1916 Boren 1st Submission 8-8-22TomNessuna valutazione finora
- Referance On PlasticDocumento16 pagineReferance On PlasticRatul MohsinNessuna valutazione finora
- Prestressed Concrete - Architectural Case Study Presentation by Balingao Et. AlDocumento47 paginePrestressed Concrete - Architectural Case Study Presentation by Balingao Et. AlStephano John BalingaiNessuna valutazione finora
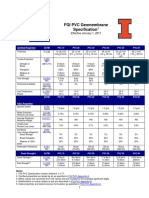
- FGI PVC Geomembrane Specification: Effective January 1, 2017Documento3 pagineFGI PVC Geomembrane Specification: Effective January 1, 2017Paul Alex Quiroz BarrionuevoNessuna valutazione finora
- Innovative Building Materials PDFDocumento20 pagineInnovative Building Materials PDFShiena BeasonNessuna valutazione finora
- Build Up Rate Format - PlasteringDocumento2 pagineBuild Up Rate Format - PlasteringFaiz Ahmad86% (29)
- PC-ABS Bayblend FR3010Documento4 paginePC-ABS Bayblend FR3010countzeroaslNessuna valutazione finora
- ISO-10275-2020 - Strain Hardening CoefficientDocumento9 pagineISO-10275-2020 - Strain Hardening CoefficientSuvro ChakrabortyNessuna valutazione finora
- CHE3172 W6 L12 PolymersDocumento15 pagineCHE3172 W6 L12 PolymersDivya KariaNessuna valutazione finora
- DRP001-OUF-SPE-C-000-002-B2 (Concrete Mix Design Criteria)Documento12 pagineDRP001-OUF-SPE-C-000-002-B2 (Concrete Mix Design Criteria)Kannan MurugesanNessuna valutazione finora
- BR ArbocelDocumento6 pagineBR ArbocelJose L TrejoNessuna valutazione finora
- Western Sydney Recycling DirectoryDocumento5 pagineWestern Sydney Recycling DirectoryMatthew CliftonNessuna valutazione finora
- KUMHO SAN 310CTR (NATURAL) Data SheetDocumento2 pagineKUMHO SAN 310CTR (NATURAL) Data SheetTarek NaguibNessuna valutazione finora
- Rate Analysis Notes 3Documento15 pagineRate Analysis Notes 3MADHU SUDAN H.N C-ENessuna valutazione finora
- Ducab Product Range CatalogueDocumento10 pagineDucab Product Range Cataloguewaleed talalNessuna valutazione finora
- Nondestructive Testing of Welds and Their Strength: The Society of Naval Architects of JapanDocumento2 pagineNondestructive Testing of Welds and Their Strength: The Society of Naval Architects of JapanjakkyntoNessuna valutazione finora
- Resilient Modulus of Hot-Mix Asphalt Gap Graded With Waste Rubber Tire AdditivesDocumento10 pagineResilient Modulus of Hot-Mix Asphalt Gap Graded With Waste Rubber Tire Additivesdanang abdilahNessuna valutazione finora
- RR KABEL Wires and Cables PDFDocumento412 pagineRR KABEL Wires and Cables PDFsbjamdadeNessuna valutazione finora
- Providing and Laying High Strength Flexible Bonded Geogrids As Basal ReinforcementDocumento4 pagineProviding and Laying High Strength Flexible Bonded Geogrids As Basal Reinforcementabhi0912Nessuna valutazione finora
- Polypropylene Fibers: Technical LeafletDocumento1 paginaPolypropylene Fibers: Technical Leafletsathiyaseelann.sNessuna valutazione finora
- Nexans Product Line Leaflet 2018Documento12 pagineNexans Product Line Leaflet 2018Brahian Mijael Garrado GonzalesNessuna valutazione finora
- SNI CERTIFICATE - INDONESIAN REGULATION - SNI STANDARD - TYPE APPROVAL - SNI Mandatory ProductsDocumento2 pagineSNI CERTIFICATE - INDONESIAN REGULATION - SNI STANDARD - TYPE APPROVAL - SNI Mandatory ProductsmariaNessuna valutazione finora