Potrebbero piacerti anche
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelDa EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNessuna valutazione finora
- STELEXDocumento1 paginaSTELEXbrazilfoundry1986Nessuna valutazione finora
- AMCOL - MCST - TR - HeviSand - Chromite - Double - Skin Defect - On - Heavy - Steel - Casting PDFDocumento12 pagineAMCOL - MCST - TR - HeviSand - Chromite - Double - Skin Defect - On - Heavy - Steel - Casting PDFSUNDRAMNAGANessuna valutazione finora
- Heat TreatmentDocumento179 pagineHeat TreatmentDebye101100% (1)
- Study On Retained AusteniteDocumento3 pagineStudy On Retained Austenitedwimukh360Nessuna valutazione finora
- Microsoft PowerPoint - Austenitic Manganese Steel Compatibility Mode 2Documento81 pagineMicrosoft PowerPoint - Austenitic Manganese Steel Compatibility Mode 2Damla Kaymakçı100% (1)
- Common Causes of Premature Failure of MN SteelDocumento3 pagineCommon Causes of Premature Failure of MN Steeldrackensohn100% (1)
- FP240Documento28 pagineFP240igorisakovNessuna valutazione finora
- Metal Identification Tests GuideDocumento24 pagineMetal Identification Tests GuideAnonymous dh6DITNessuna valutazione finora
- Alloying Elements and Their EffectsDocumento5 pagineAlloying Elements and Their EffectsDimas Anugrah100% (2)
- Development of New Etchant For High Manganese Steel CastingDocumento9 pagineDevelopment of New Etchant For High Manganese Steel CastingShankhaPathakNessuna valutazione finora
- Steel CleanlinessDocumento22 pagineSteel CleanlinessfondershellNessuna valutazione finora
- Hadfields Manganese SteelDocumento3 pagineHadfields Manganese SteelndeminNessuna valutazione finora
- Effect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Documento7 pagineEffect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Uma KoduriNessuna valutazione finora
- Gray Iron Foundries Produce High-Strength CastingsDocumento20 pagineGray Iron Foundries Produce High-Strength Castingsbebe3838Nessuna valutazione finora
- Casting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesDocumento11 pagineCasting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesIOSRjournalNessuna valutazione finora
- MCM AllDocumento7 pagineMCM AllPalanisamy RajaNessuna valutazione finora
- Crystals 12 00978Documento9 pagineCrystals 12 00978irmaNessuna valutazione finora
- Desulfurization of SteelDocumento69 pagineDesulfurization of SteelPouria Homayoun100% (2)
- O HC HCDocumento101 pagineO HC HCIndustrial Infra Jobs100% (1)
- Analysis of Reasons Causing Riser Feeding FailureDocumento8 pagineAnalysis of Reasons Causing Riser Feeding Failuremarcotulio123Nessuna valutazione finora
- Characterizing Metallic Microstructure Cu-Based AlloysDocumento51 pagineCharacterizing Metallic Microstructure Cu-Based AlloysjuegyiNessuna valutazione finora
- The Structure and Magnetic Properties of Fe-Mn-C Alloy: Vera V. Kazantseva and Ludmila I. KveglisDocumento8 pagineThe Structure and Magnetic Properties of Fe-Mn-C Alloy: Vera V. Kazantseva and Ludmila I. KveglissushmaxNessuna valutazione finora
- ISO 7010 Safety Colours and - Safety SignsDocumento19 pagineISO 7010 Safety Colours and - Safety SignsKrishnaKumarNessuna valutazione finora
- HT Work Instruction Chart 23.03.2010 RevisedDocumento5 pagineHT Work Instruction Chart 23.03.2010 RevisedkvmoorthiNessuna valutazione finora
- Mechanism and Conditions for Obtaining Different Graphite Structures in Gray Cast IronDocumento21 pagineMechanism and Conditions for Obtaining Different Graphite Structures in Gray Cast IronArjyajyoti Goswami100% (1)
- Steel Processing in Energy Optimizing Furnace: 4.1 Preparation of EofDocumento8 pagineSteel Processing in Energy Optimizing Furnace: 4.1 Preparation of EofRitesh KumarNessuna valutazione finora
- Carbon Dioxide Moulding ProcessDocumento17 pagineCarbon Dioxide Moulding ProcessqwertyuioNessuna valutazione finora
- Dictionary of Metal TerminologyDocumento59 pagineDictionary of Metal TerminologyyogeshNessuna valutazione finora
- Bar Basics and TerminologyDocumento24 pagineBar Basics and TerminologyEdwin MPNessuna valutazione finora
- Stainless Steel Technical PresentationDocumento23 pagineStainless Steel Technical PresentationRavi Teja100% (1)
- Metrode ER110S-G FillerDocumento6 pagineMetrode ER110S-G FillerBernie SimcsNessuna valutazione finora
- Nmd-Atm-2018r-00405 - Arghya Majumder - RinlDocumento18 pagineNmd-Atm-2018r-00405 - Arghya Majumder - RinlArghya MajumderNessuna valutazione finora
- ITT CCTdiagrams (M)Documento37 pagineITT CCTdiagrams (M)Michael Vincent MirafuentesNessuna valutazione finora
- Friction Coefficients of Some Common MaterialsDocumento2 pagineFriction Coefficients of Some Common MaterialsWanda Hafiz NurzamanNessuna valutazione finora
- Effect of Alloying Elements On Microstructure and Mechanical Properties of Ductile IronDocumento5 pagineEffect of Alloying Elements On Microstructure and Mechanical Properties of Ductile IronIjabiNessuna valutazione finora
- Effect of Alloying Elements On Steel PropertiesDocumento2 pagineEffect of Alloying Elements On Steel PropertiesKARTHIGEYAN.RNessuna valutazione finora
- Engineering Failure Analysis of Low Carbon Steels in Deep DrawingDocumento7 pagineEngineering Failure Analysis of Low Carbon Steels in Deep DrawingPaul RosiahNessuna valutazione finora
- Advances in The Metallurgy and Applications of ADIDocumento18 pagineAdvances in The Metallurgy and Applications of ADISEP-PublisherNessuna valutazione finora
- Reducing Gear Distortion with Simple FixtureDocumento7 pagineReducing Gear Distortion with Simple FixtureVireshVerma100% (1)
- Surface Graphite Degeneration in Ductile Iron CastDocumento8 pagineSurface Graphite Degeneration in Ductile Iron CastKhairul MuzafarNessuna valutazione finora
- Lead-Tin Phase EquilibirumDocumento19 pagineLead-Tin Phase Equilibirummenonharsh91% (11)
- Cast Iron SolidificationDocumento12 pagineCast Iron Solidificationkatchani123100% (1)
- Remanufacturing of Nodular Cast Iron Crankshaft With Plasma CladdingDocumento9 pagineRemanufacturing of Nodular Cast Iron Crankshaft With Plasma CladdingSujay NahaldeNessuna valutazione finora
- Casting and Fabrication of High-Damping Manganese-Copper AlloysDocumento28 pagineCasting and Fabrication of High-Damping Manganese-Copper Alloysbrad209Nessuna valutazione finora
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDocumento6 pagineEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessNessuna valutazione finora
- Basic Oxygen Furnace For Steel MakingDocumento3 pagineBasic Oxygen Furnace For Steel MakingRudrendu ShekharNessuna valutazione finora
- Control of SlagDocumento12 pagineControl of SlagVinay RajputNessuna valutazione finora
- High Chromium Irons ASTM A-532 CL. IIIADocumento1 paginaHigh Chromium Irons ASTM A-532 CL. IIIAAndre Sufadia SimorangkirNessuna valutazione finora
- The Current State of Worldwide Standards of Ductile IronDocumento8 pagineThe Current State of Worldwide Standards of Ductile IronN.PalaniappanNessuna valutazione finora
- Color Metallurgy of Cast IronDocumento13 pagineColor Metallurgy of Cast Ironmahmoud_allam3Nessuna valutazione finora
- Phosphorus Segregation in CR - Mo - V Cast Steel After Regenerative Heat TreatmentDocumento6 paginePhosphorus Segregation in CR - Mo - V Cast Steel After Regenerative Heat Treatmentsanketpavi21Nessuna valutazione finora
- 09 Cast IronDocumento34 pagine09 Cast IronyogeshmangulkarNessuna valutazione finora
- Tool Steels E28093 Molybdenum High Speed SteelsDocumento5 pagineTool Steels E28093 Molybdenum High Speed Steelswulfgang66Nessuna valutazione finora
- Cold Mounting EnglishpdfDocumento6 pagineCold Mounting EnglishpdfJorge BonillaNessuna valutazione finora
- Continuous casting The Ultimate Step-By-Step GuideDa EverandContinuous casting The Ultimate Step-By-Step GuideNessuna valutazione finora
- The Iron Puddler My life in the rolling mills and what came of itDa EverandThe Iron Puddler My life in the rolling mills and what came of itNessuna valutazione finora
- FT GeofoamDocumento2 pagineFT GeofoamMichael Angel0% (1)
- Stelex ZR PDFDocumento4 pagineStelex ZR PDFRafael TellezNessuna valutazione finora
- Specification of Helical Compression Spring EN 15800:2010 Designed To EN 13906-1: 2002 Part No: 001 Issue No: 001Documento1 paginaSpecification of Helical Compression Spring EN 15800:2010 Designed To EN 13906-1: 2002 Part No: 001 Issue No: 001Rafael TellezNessuna valutazione finora
- Match Capacity TableDocumento11 pagineMatch Capacity TableRafael TellezNessuna valutazione finora
- 16B5605 Rev.DDocumento1 pagina16B5605 Rev.DRafael TellezNessuna valutazione finora
- PSC 18 900 PSC 10 900 PDFDocumento1 paginaPSC 18 900 PSC 10 900 PDFRafael TellezNessuna valutazione finora
- Steel GalvanizedDocumento28 pagineSteel GalvanizedRafael TellezNessuna valutazione finora
- 33333Documento1 pagina33333Rafael TellezNessuna valutazione finora
- ForexDocumento83 pagineForexRafael TellezNessuna valutazione finora
- Specification of Helical Compression Spring EN 15800:2010 Designed To EN 13906-1: 2002 Part No: 001 Issue No: 001Documento1 paginaSpecification of Helical Compression Spring EN 15800:2010 Designed To EN 13906-1: 2002 Part No: 001 Issue No: 001Rafael TellezNessuna valutazione finora
- Type Ø Nominal Class Ø PORT (In) Ø STEM (In) Pitch Lead Thrust (LB) Torque (LB-FT)Documento1 paginaType Ø Nominal Class Ø PORT (In) Ø STEM (In) Pitch Lead Thrust (LB) Torque (LB-FT)Rafael TellezNessuna valutazione finora
- Port and Stem Specifications for Pressure Seal Gate ValveDocumento2 paginePort and Stem Specifications for Pressure Seal Gate ValveRafael TellezNessuna valutazione finora
- B132043 Seat Ring MachDocumento1 paginaB132043 Seat Ring MachRafael TellezNessuna valutazione finora
- Port Specifications for a Nominal 1500 PSC PropellerDocumento1 paginaPort Specifications for a Nominal 1500 PSC PropellerRafael TellezNessuna valutazione finora
- GT043C05MAA0095000Documento1 paginaGT043C05MAA0095000Rafael TellezNessuna valutazione finora
- GC243C05MAA0006350Documento1 paginaGC243C05MAA0006350Rafael TellezNessuna valutazione finora
- Lista de Material: Lote Id: Nivel Base Id: Descripcion Qty - Per Fixed - Qty Scrap Perc Qty Hand Drawing - IdDocumento6 pagineLista de Material: Lote Id: Nivel Base Id: Descripcion Qty - Per Fixed - Qty Scrap Perc Qty Hand Drawing - IdRafael TellezNessuna valutazione finora
- B132040 Steam MachDocumento1 paginaB132040 Steam MachRafael TellezNessuna valutazione finora
- GC243C05MAA0006350Documento1 paginaGC243C05MAA0006350Rafael TellezNessuna valutazione finora
- Lista de Material: Lote Id: Nivel Codigo Parte Descripcion Qty - Per Qty Hand Drawing - Id Base Id: WeightDocumento2 pagineLista de Material: Lote Id: Nivel Codigo Parte Descripcion Qty - Per Qty Hand Drawing - Id Base Id: WeightRafael TellezNessuna valutazione finora
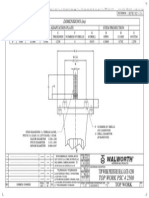
- Top Work 4 2500 PSCDocumento1 paginaTop Work 4 2500 PSCRafael TellezNessuna valutazione finora
- Calculo Torque A Presion EspecificaDocumento1 paginaCalculo Torque A Presion EspecificaRafael TellezNessuna valutazione finora
- Asme Sec. ViiiDocumento1 paginaAsme Sec. ViiiRafael TellezNessuna valutazione finora
- NPS 18" ANSI Class 1500 Pressure Seal Gate Valve Walworth DesignDocumento1 paginaNPS 18" ANSI Class 1500 Pressure Seal Gate Valve Walworth DesignRafael TellezNessuna valutazione finora
- Toc Analyzer PDFDocumento2 pagineToc Analyzer PDFPower PetroleumNessuna valutazione finora
- Brochure Steam AccumulatorDocumento2 pagineBrochure Steam AccumulatorFrank HuNessuna valutazione finora
- Practice Problems Set1 WithAnswersDocumento3 paginePractice Problems Set1 WithAnswersMukul ChandraNessuna valutazione finora
- Siemens Syngas Capable TurbinesDocumento8 pagineSiemens Syngas Capable TurbinesAlasdair McLeodNessuna valutazione finora
- B4A3Documento6 pagineB4A3ashokclineNessuna valutazione finora
- Building Design 2 Drainage NotesDocumento2 pagineBuilding Design 2 Drainage NotesLemis Sean VerasNessuna valutazione finora
- Cutback Asphalt (Rapid-Curing Type) : Standard Specification ForDocumento2 pagineCutback Asphalt (Rapid-Curing Type) : Standard Specification Fordong ganNessuna valutazione finora
- Tunnel Operations, Maintenance, Inspection and Evaluation (Tomie) ManualDocumento398 pagineTunnel Operations, Maintenance, Inspection and Evaluation (Tomie) ManualGiuseppe Gentile100% (1)
- Load Calculation and Distribution for Amal Camp FacilitiesDocumento4 pagineLoad Calculation and Distribution for Amal Camp FacilitiesnikunjNessuna valutazione finora
- 2sc-Pco - Dual Solenoid Control ValveDocumento3 pagine2sc-Pco - Dual Solenoid Control Valveshan07011984Nessuna valutazione finora
- Study Eco-Efficiency of Recovery Scenarios of Plastic Packaging - 2001Documento266 pagineStudy Eco-Efficiency of Recovery Scenarios of Plastic Packaging - 2001ademaj08Nessuna valutazione finora
- Sludge ThickeningDocumento33 pagineSludge ThickeningKharisma Natalia100% (1)
- Moment ConnectionDocumento15 pagineMoment Connectionnitin400Nessuna valutazione finora
- CCCC - Direct Buried 1200 mm2 132 KV Double Circuits (Filling 1.5 K.M-W)Documento10 pagineCCCC - Direct Buried 1200 mm2 132 KV Double Circuits (Filling 1.5 K.M-W)ManafNessuna valutazione finora
- Numerical optimization of a transcritical CO2/propylene cascaded refrigeration-heat pump systemDocumento18 pagineNumerical optimization of a transcritical CO2/propylene cascaded refrigeration-heat pump systemzhyhhNessuna valutazione finora
- Correction of Service Manual Si-18 M-11011Documento18 pagineCorrection of Service Manual Si-18 M-11011Ahmed AzadNessuna valutazione finora
- Washing MCDocumento8 pagineWashing MCHatsune MikuNessuna valutazione finora
- BITS Pilani: Module 4: Design of Separation Systems Lecture-15Documento24 pagineBITS Pilani: Module 4: Design of Separation Systems Lecture-15sukhmaniNessuna valutazione finora
- Effective Width Flange Provisions For Composite Steel BridgesDocumento9 pagineEffective Width Flange Provisions For Composite Steel BridgesJorge PalominoNessuna valutazione finora
- Grinding Aid Admixtures Improve Cement ProductionDocumento3 pagineGrinding Aid Admixtures Improve Cement Productionjagrut100% (2)
- Operation Manual for Martin-Decker Record-O-Graph Part TW514Documento32 pagineOperation Manual for Martin-Decker Record-O-Graph Part TW514Rafael Charry AndradeNessuna valutazione finora
- Alarm ValveDocumento6 pagineAlarm ValveAnonymous ZPTCAz9Nessuna valutazione finora
- Anchored Brick Veneer Over Steel Studs PDFDocumento56 pagineAnchored Brick Veneer Over Steel Studs PDFaomareltayeb100% (1)
- Aniline Point & Diesel IndexDocumento1 paginaAniline Point & Diesel IndexSerena Serena0% (1)
- Condenser Bushings 25 KVDocumento8 pagineCondenser Bushings 25 KVOktafian PrabandaruNessuna valutazione finora
- As71164a CHECK LISTDocumento9 pagineAs71164a CHECK LISTJulio HernandezNessuna valutazione finora
- Power Contactor 1250 A - HubbellDocumento4 paginePower Contactor 1250 A - Hubbellmanuel99a2kNessuna valutazione finora
- Dlab Ms-H280-ProDocumento3 pagineDlab Ms-H280-ProAntoNessuna valutazione finora
- A Review On Surface Treatment For Concrete - Part 2 - Performance OkeDocumento10 pagineA Review On Surface Treatment For Concrete - Part 2 - Performance Okealdi sophianNessuna valutazione finora
- Dye Bath LubricantsDocumento6 pagineDye Bath Lubricantsthedevil666100% (1)