Potrebbero piacerti anche
- Ejercicios sobre elasticidad y resistencia de materialesDa EverandEjercicios sobre elasticidad y resistencia de materialesNessuna valutazione finora
- Práctica 7Documento8 paginePráctica 7Nicolas SalgueroNessuna valutazione finora
- TALLER#5 Tratamientos Termicos y Conformao de PlasticosDocumento4 pagineTALLER#5 Tratamientos Termicos y Conformao de PlasticosLizeth QuincheNessuna valutazione finora
- Laboratorio 1Documento2 pagineLaboratorio 1JoShe LauraNessuna valutazione finora
- Examen - Examen FinalDocumento3 pagineExamen - Examen FinalJimmy MedinaNessuna valutazione finora
- Gamarra Ex - FinalDocumento10 pagineGamarra Ex - FinalSebastian GamarraNessuna valutazione finora
- Solucion Ejercicios de Fundicion 2021 1 FinalDocumento22 pagineSolucion Ejercicios de Fundicion 2021 1 FinalFranco Zamora VillegasNessuna valutazione finora
- Trabajo Final - Grupo 6Documento94 pagineTrabajo Final - Grupo 6Dannae AlcántaraNessuna valutazione finora
- Seminario EF 2021 2 M1Documento19 pagineSeminario EF 2021 2 M1Angel CondoriNessuna valutazione finora
- RepasoDocumento2 pagineRepasoGonzalo Rodrigo Torrico GutiérrezNessuna valutazione finora
- Ejercicios Resueltos de Manufactura IIDocumento10 pagineEjercicios Resueltos de Manufactura IIMarco Esteban SotomayorNessuna valutazione finora
- Informe de Metrologia Manufactura UnmsmDocumento10 pagineInforme de Metrologia Manufactura UnmsmMiguel André Salinas RevillaNessuna valutazione finora
- Ejercicios FundicionDocumento1 paginaEjercicios FundicionCristhian LlanosNessuna valutazione finora
- Informe Laboratorio MecanizadoDocumento14 pagineInforme Laboratorio MecanizadoOrtega Alvarado WildeNessuna valutazione finora
- Solucionario - Examen Parcial de Procesos de Manufactura 2019-02Documento3 pagineSolucionario - Examen Parcial de Procesos de Manufactura 2019-02Fernando Sánchez Horna100% (2)
- Problemas de LaminadoDocumento1 paginaProblemas de Laminadogreomer100% (1)
- GAMARRA - Tema B - Ex-Parcial 2020-2-MC214Documento7 pagineGAMARRA - Tema B - Ex-Parcial 2020-2-MC214Sebastian GamarraNessuna valutazione finora
- Riser Tiempio de SolidificacionDocumento3 pagineRiser Tiempio de SolidificacionDalma De La Cruz100% (1)
- Sesión 2.1 - GL - Carlos - Bardales - U2Documento28 pagineSesión 2.1 - GL - Carlos - Bardales - U2Anthony Palacios OrihuelaNessuna valutazione finora
- La Prensa MecanicaDocumento3 pagineLa Prensa MecanicaPaula ArtuzaNessuna valutazione finora
- IE Examen Sustitutorio 2018 II - ID 0804 Ingenieria EconomicaDocumento2 pagineIE Examen Sustitutorio 2018 II - ID 0804 Ingenieria EconomicaJuan Leon RamirezNessuna valutazione finora
- Presentacion de ForjadoDocumento9 paginePresentacion de ForjadoSaul LemaNessuna valutazione finora
- TALLER 1. 2do PROCESAMIENTO DE POLIMEROSDocumento2 pagineTALLER 1. 2do PROCESAMIENTO DE POLIMEROSfred antonio gomez vidalNessuna valutazione finora
- 2.1 Casos de Balance Lineas. SolutionsDocumento16 pagine2.1 Casos de Balance Lineas. SolutionsmoyagueqNessuna valutazione finora
- Foro 4 - Cálculo Costos de SoldaduraDocumento14 pagineForo 4 - Cálculo Costos de SoldaduraKENDRICK PALMA SOLORZANONessuna valutazione finora
- Actividad 4. Costos Procesos Soldadura - Resuelto JCDPDocumento6 pagineActividad 4. Costos Procesos Soldadura - Resuelto JCDPKat Milagros Peña CarbajalNessuna valutazione finora
- Hoja de Trabajo - DurezaDocumento2 pagineHoja de Trabajo - DurezaleoNessuna valutazione finora
- Capitulo 10Documento16 pagineCapitulo 10Deyvi AguilarNessuna valutazione finora
- Aleaciones No FerrosasDocumento13 pagineAleaciones No FerrosasKenneth Mora EsquivelNessuna valutazione finora
- Examen Final - Componente Sincrónica 1Documento2 pagineExamen Final - Componente Sincrónica 1Camilo BríñezNessuna valutazione finora
- Examen de Procesos de Manufactura IDocumento3 pagineExamen de Procesos de Manufactura IJose Alejandro Marin BenitesNessuna valutazione finora
- Instrucciones para Inf Lab#2 II179 2020 1 Forja (1457)Documento3 pagineInstrucciones para Inf Lab#2 II179 2020 1 Forja (1457)Sheyla MendozaNessuna valutazione finora
- PracticaDocumento3 paginePracticaDaniel Condori MasacheNessuna valutazione finora
- Capitulo 34Documento2 pagineCapitulo 34Johan VasquezNessuna valutazione finora
- Taller 8 - CalidadDocumento4 pagineTaller 8 - CalidadISCONessuna valutazione finora
- Problemas TorneadoDocumento3 pagineProblemas TorneadoMari Intillaque Gomez-PimpolloNessuna valutazione finora
- Evaluación - Diagnóstica PCP 2021 00Documento3 pagineEvaluación - Diagnóstica PCP 2021 00YENITZA KAREN HUAYLLANI TIZANessuna valutazione finora
- Guiadeproblemas PDFDocumento5 pagineGuiadeproblemas PDFJaime OrmeñoNessuna valutazione finora
- SEMINARIO PARA EL EXAMEN FINAL DE PROCESOS DE MANUFACTURA 2019-02-OkDocumento12 pagineSEMINARIO PARA EL EXAMEN FINAL DE PROCESOS DE MANUFACTURA 2019-02-OkMargarita PomaNessuna valutazione finora
- FORJADODocumento5 pagineFORJADOcristinaleiton100% (1)
- A - Evaluación FinalDocumento2 pagineA - Evaluación FinalOLIVER ANTHONY OBLITAS VALENCIA0% (1)
- Ejercicios ExtrucionDocumento5 pagineEjercicios ExtrucionNadinson RamosNessuna valutazione finora
- MEC270 EX1 2017-1 (Enunciado) Muscari PDFDocumento6 pagineMEC270 EX1 2017-1 (Enunciado) Muscari PDFsphaincNessuna valutazione finora
- .Vanessa PC Usil Cpel Spi 2023-1 m3 LMDocumento9 pagine.Vanessa PC Usil Cpel Spi 2023-1 m3 LMJanys jhonny Bravo RodriguezNessuna valutazione finora
- Practica Ejercicios MazarotasDocumento2 paginePractica Ejercicios MazarotaslistolistilloNessuna valutazione finora
- Solucionario Pa3Documento3 pagineSolucionario Pa3Ronald HuarangaNessuna valutazione finora
- Frenos Tambor, Banda y MaterialesDocumento11 pagineFrenos Tambor, Banda y MaterialesJonathan Carvajal100% (1)
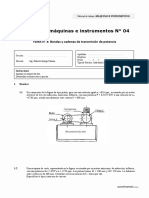
- Practica 04 Bandas y Cadenas de Transmision de Potencia - CocodrileDocumento4 paginePractica 04 Bandas y Cadenas de Transmision de Potencia - CocodrileKarin ClaveriasNessuna valutazione finora
- Taller 13 - Materiales CerámicosDocumento5 pagineTaller 13 - Materiales CerámicosLeidy DuqueNessuna valutazione finora
- PC1 - Manu - Tipo 1 - 2020-1 PDFDocumento10 paginePC1 - Manu - Tipo 1 - 2020-1 PDFJulio Fidel Supo KrauchinaiderNessuna valutazione finora
- El Calor Residual Se Convertirá en Electricidad Con Este Material TermoeléctricoDocumento3 pagineEl Calor Residual Se Convertirá en Electricidad Con Este Material TermoeléctricoMigueNessuna valutazione finora
- Consolidado 2 2020 BDocumento1 paginaConsolidado 2 2020 BAlbert Justiniano MedinaNessuna valutazione finora
- TareaDocumento4 pagineTareaKairet SuloagaNessuna valutazione finora
- Examen Final de Manufactura 1Documento3 pagineExamen Final de Manufactura 1Ronald Antonio Ramos CarbajalNessuna valutazione finora
- Examen Sustitutorio 19-03-2008 Procesos IDocumento10 pagineExamen Sustitutorio 19-03-2008 Procesos IIvanSnikeNessuna valutazione finora
- PC1 - Proceso Manu - 2021-1Documento10 paginePC1 - Proceso Manu - 2021-1Jean GonzalesNessuna valutazione finora
- Practica 1 de Mecflu-Term 2012-I (Solucionario)Documento5 paginePractica 1 de Mecflu-Term 2012-I (Solucionario)Ernesto Ramirez ValenciaNessuna valutazione finora
- Examen Tercer Parcial 2014 IIDocumento3 pagineExamen Tercer Parcial 2014 IIDavid Zarate MansillaNessuna valutazione finora
- Guia N°6 - Procesos de Def LaminadoDocumento7 pagineGuia N°6 - Procesos de Def LaminadototoNessuna valutazione finora
- Conformado de MetalesDocumento30 pagineConformado de MetalesDiego Rojas SamaNessuna valutazione finora
- Solucionario Guía Nº8 en Statgraphics y MinitabDocumento18 pagineSolucionario Guía Nº8 en Statgraphics y MinitabLUZ0% (1)
- Guia 10 Ii - 19 Ambi PDFDocumento7 pagineGuia 10 Ii - 19 Ambi PDFLUZNessuna valutazione finora
- Horarios CINV2020 PDFDocumento1 paginaHorarios CINV2020 PDFLUZNessuna valutazione finora
- Horarios CINV2020 PDFDocumento1 paginaHorarios CINV2020 PDFLUZNessuna valutazione finora
- Guia 10 Ii - 19 Ambi PDFDocumento7 pagineGuia 10 Ii - 19 Ambi PDFLUZNessuna valutazione finora
- Horario II 2018Documento9 pagineHorario II 2018Samy Laura Tapia CondoNessuna valutazione finora
- Malla Industrial 2015Documento2 pagineMalla Industrial 2015CelesteCondoriCastroNessuna valutazione finora
- Estructura Del Trabajo FinalDocumento1 paginaEstructura Del Trabajo FinalLUZNessuna valutazione finora
- Antecedent EsDocumento2 pagineAntecedent EsLUZNessuna valutazione finora
- ChernobylDocumento3 pagineChernobylLUZNessuna valutazione finora
- ChernobylDocumento3 pagineChernobylLUZNessuna valutazione finora
- AmbientalismoDocumento1 paginaAmbientalismoLUZNessuna valutazione finora
- 1.3 01 Estructura ComputadorDocumento2 pagine1.3 01 Estructura ComputadorCamila CarvalloNessuna valutazione finora
- 1.6 Comunicacion y RedesDocumento7 pagine1.6 Comunicacion y RedesLUZNessuna valutazione finora
- 1 Clase Inaugural 2 2019Documento2 pagine1 Clase Inaugural 2 2019LUZNessuna valutazione finora
- Lista de Los Pre - Inscritos-1Documento1 paginaLista de Los Pre - Inscritos-1LUZNessuna valutazione finora
- Caratula - FQDocumento1 paginaCaratula - FQLUZNessuna valutazione finora
- 1.13.2 EntradaDocumento7 pagine1.13.2 EntradaLuis Veimar CalleNessuna valutazione finora
- 1.13.3 SalidaDocumento6 pagine1.13.3 SalidaLUZNessuna valutazione finora
- Practica 1 PDFDocumento1 paginaPractica 1 PDFLUZNessuna valutazione finora
- Cap 2. Distribuciones Muestrales PDFDocumento45 pagineCap 2. Distribuciones Muestrales PDFLUZNessuna valutazione finora
- Instrucciones para El Primer ParcialDocumento1 paginaInstrucciones para El Primer ParcialLUZNessuna valutazione finora
- Ej Dist BidimensionalDocumento4 pagineEj Dist BidimensionalLUZNessuna valutazione finora
- Centros Emp LaPaz EG 2019Documento31 pagineCentros Emp LaPaz EG 2019LUZNessuna valutazione finora
- EDICIÓN-995. Pymes PDFDocumento24 pagineEDICIÓN-995. Pymes PDFFacuLeonelMartinezGarecaNessuna valutazione finora
- ProbabilidadDocumento38 pagineProbabilidadCynthia SalasNessuna valutazione finora
- Wa0024Documento25 pagineWa0024LUZNessuna valutazione finora
- Wa0024Documento8 pagineWa0024LUZNessuna valutazione finora
- Guia MicroeconomiaDocumento5 pagineGuia MicroeconomiaLUZNessuna valutazione finora
- Estratigrafía Pozos Fresia - Los MuermosDocumento17 pagineEstratigrafía Pozos Fresia - Los MuermosCoronel Tenorio RonyNessuna valutazione finora
- Instituto para La Calidad - PUCP 2023. Todos Los Derechos ReservadosDocumento107 pagineInstituto para La Calidad - PUCP 2023. Todos Los Derechos ReservadosJoe Sam Briones León100% (1)
- Correto - Lista PÇS - 400Q - NS BQD100009 - 26Documento46 pagineCorreto - Lista PÇS - 400Q - NS BQD100009 - 26Tn CompressoresNessuna valutazione finora
- Jet Polisiloxane 900Documento2 pagineJet Polisiloxane 900MARLONNessuna valutazione finora
- Ensayo-Mermas y Desperdicios-Grupal-CeDocumento11 pagineEnsayo-Mermas y Desperdicios-Grupal-CeJose Vicente Góngora100% (1)
- Presupuesto Aulas ArquitecturaDocumento8 paginePresupuesto Aulas ArquitecturagabrihelitoNessuna valutazione finora
- Yesos DentalesDocumento31 pagineYesos Dentalesknela_sNessuna valutazione finora
- ACT. 2 Informe - Matriz LegalDocumento8 pagineACT. 2 Informe - Matriz LegalCristian VelandiaNessuna valutazione finora
- Ite 10250 3 Ac DC 220m Neo Manual High PrintDocumento20 pagineIte 10250 3 Ac DC 220m Neo Manual High PrintAlvaro Togni Bonilla100% (1)
- Giro, Factores y Resumen de La Empresa ArminDocumento5 pagineGiro, Factores y Resumen de La Empresa ArminBRAYAN URIEL RODRIGUEZ MORALESNessuna valutazione finora
- Polimeros InformeDocumento14 paginePolimeros InformeBrian Christian AVNessuna valutazione finora
- Lista de UtilesDocumento2 pagineLista de Utilesfelixac24.sfacNessuna valutazione finora
- Clase - 01 Albañileria Estructural - Temas Generales PDFDocumento55 pagineClase - 01 Albañileria Estructural - Temas Generales PDFRosi Taipe CarbajalNessuna valutazione finora
- Hormigon Armado IDocumento7 pagineHormigon Armado IVictor Gutierrez CruzNessuna valutazione finora
- 2301 - Mendoza Rodriguez Alex - Tarea 1 - Procesos de ManufacturaDocumento5 pagine2301 - Mendoza Rodriguez Alex - Tarea 1 - Procesos de ManufacturaAlexis Mendoza RodriguezNessuna valutazione finora
- Puente de FierroDocumento29 paginePuente de FierroLiz V M Zkgcjfdut100% (1)
- ABREVIATURASDocumento3 pagineABREVIATURASfaustinoNessuna valutazione finora
- Formuacion Empirica de El Clorato de PotacioDocumento5 pagineFormuacion Empirica de El Clorato de PotacioLiz VillarNessuna valutazione finora
- Sistemas II - Tarea 6.1Documento8 pagineSistemas II - Tarea 6.1Hilary CastilloNessuna valutazione finora
- AmiantoDocumento6 pagineAmiantoAndrés RobledoNessuna valutazione finora
- Quiz 1 Quimica Poli PDFDocumento29 pagineQuiz 1 Quimica Poli PDFAndrés Martínez100% (3)
- Fundamento FlotacionDocumento2 pagineFundamento FlotacionJordan Blancas Sánchez100% (1)
- Fosfato de Amonio y Nitrato de AmonioDocumento3 pagineFosfato de Amonio y Nitrato de AmonioLuis Gustavo Ugarte VallejosNessuna valutazione finora
- Manual-Absorcion y Agotamiento-13 PDFDocumento50 pagineManual-Absorcion y Agotamiento-13 PDFAlejandro CanoNessuna valutazione finora
- Presentacion Molinos ColoidalesDocumento46 paginePresentacion Molinos ColoidalesXimena Miranda Gonzalez100% (1)
- Como Dibujar Diagrama Esfuerzo DeformacionDocumento9 pagineComo Dibujar Diagrama Esfuerzo DeformacionElvis Santos ColeNessuna valutazione finora
- Planilla de Metrados - Canal FloridaDocumento44 paginePlanilla de Metrados - Canal FloridaJuvenal CortabrazoNessuna valutazione finora
- Preguntas Parciales VirtualesDocumento20 paginePreguntas Parciales VirtualesMiguel Angel Gabriel ROMERO FADU - UBANessuna valutazione finora
- CONCENTRADO DE COBRE - 2013 - 0529 - Group - 1 - GHS - SDS - SpanishDocumento22 pagineCONCENTRADO DE COBRE - 2013 - 0529 - Group - 1 - GHS - SDS - SpanishYenifer Luna TotocayoNessuna valutazione finora
- Energytel - Info Portal Telecom Articulos-Tecnicos 37-SistDocumento5 pagineEnergytel - Info Portal Telecom Articulos-Tecnicos 37-SistramlijavierNessuna valutazione finora