Potrebbero piacerti anche
- MRP Planning Materials for Product ManufacturingDocumento16 pagineMRP Planning Materials for Product ManufacturingSanjayNessuna valutazione finora
- MRP-II: Materials Requirement Planning System Enhances Operations ManagementDocumento18 pagineMRP-II: Materials Requirement Planning System Enhances Operations ManagementSanjayNessuna valutazione finora
- Manufacturing Operations SchedluingDocumento16 pagineManufacturing Operations SchedluingKrishna PandeyNessuna valutazione finora
- Kanban Fundamentals How To Become Insanely ProductiveDa EverandKanban Fundamentals How To Become Insanely ProductiveNessuna valutazione finora
- Lec 42Documento25 pagineLec 42RamanNessuna valutazione finora
- Lec 2Documento15 pagineLec 2GS RathoreNessuna valutazione finora
- Welcome To Lesson 10 of The NPTEL Course On Industrial Automation and Control. (Refer Slide Time: 00:30)Documento13 pagineWelcome To Lesson 10 of The NPTEL Course On Industrial Automation and Control. (Refer Slide Time: 00:30)Arpit PatelNessuna valutazione finora
- OP&MM - Unit 1 - Video 2 - Types of Production Systems - TranscriptDocumento3 pagineOP&MM - Unit 1 - Video 2 - Types of Production Systems - Transcriptayyagari srikanthNessuna valutazione finora
- Lec10 PDFDocumento17 pagineLec10 PDFakhilNessuna valutazione finora
- Lec 1Documento31 pagineLec 1Viranshi SanghaviNessuna valutazione finora
- UntitledDocumento21 pagineUntitledMAGESH K SEC 2020Nessuna valutazione finora
- Lec 60Documento18 pagineLec 60SanjayNessuna valutazione finora
- Lec1 PDFDocumento15 pagineLec1 PDFsirapuNessuna valutazione finora
- Lec 35Documento16 pagineLec 35Sreenath T VNessuna valutazione finora
- Lec 1Documento13 pagineLec 1devesh kumarNessuna valutazione finora
- Refer Slide Time: 01:50Documento28 pagineRefer Slide Time: 01:50Elisée NdjabuNessuna valutazione finora
- 1.4 Value Stream MappingDocumento3 pagine1.4 Value Stream MappingAndyNessuna valutazione finora
- Lec 1Documento13 pagineLec 1sachin vermaNessuna valutazione finora
- Lec 19Documento16 pagineLec 19Bakir KhanNessuna valutazione finora
- Machinery Fault Diagnosis and Signal Processing Course OverviewDocumento16 pagineMachinery Fault Diagnosis and Signal Processing Course OverviewAdeoti OladapoNessuna valutazione finora
- Lec 1Documento27 pagineLec 1Pragnesh PatelNessuna valutazione finora
- Lec 36Documento21 pagineLec 36Elisée NdjabuNessuna valutazione finora
- OriginalDocumento6 pagineOriginalNirmal KumarNessuna valutazione finora
- Lec 24Documento23 pagineLec 24Ayush BhardwajNessuna valutazione finora
- Oracle Cloud Infrastructure FoundationsDocumento15 pagineOracle Cloud Infrastructure FoundationsVanioRamos100% (1)
- Prof. Sounak Kumar Choudhury Department of Mechanical Engineering Indian Institute of Technology, Kanpur Lecture - 01Documento15 pagineProf. Sounak Kumar Choudhury Department of Mechanical Engineering Indian Institute of Technology, Kanpur Lecture - 01balramNessuna valutazione finora
- HeijunkaDocumento6 pagineHeijunkaPapeleria vatisNessuna valutazione finora
- Rules of Kanzan HellsDocumento2 pagineRules of Kanzan HellsCarlosVieiraNessuna valutazione finora
- 5.5 Advantages: 5.4.7 The Alternative: Kanban EstimationDocumento40 pagine5.5 Advantages: 5.4.7 The Alternative: Kanban EstimationĐạt Nguyễn TiếnNessuna valutazione finora
- Your First Successes with Kanban: Understanding Kanban in a Knowledge-based Context and Implementing it in the CompanyDa EverandYour First Successes with Kanban: Understanding Kanban in a Knowledge-based Context and Implementing it in the CompanyNessuna valutazione finora
- KANBAN BasicsDocumento22 pagineKANBAN BasicsSaurabh ParikhNessuna valutazione finora
- Log2 W4 M17.1 1 V02-EnDocumento5 pagineLog2 W4 M17.1 1 V02-Engugu tifelaNessuna valutazione finora
- IIT Kharagpur Lecture on Dynamic Branch Prediction TechniquesDocumento26 pagineIIT Kharagpur Lecture on Dynamic Branch Prediction Techniquesurjashah3Nessuna valutazione finora
- FurnitureDocumento51 pagineFurniturepoonam sanas43% (7)
- Cloud Computing Overview (ConldDocumento23 pagineCloud Computing Overview (ConldMAGESH K SEC 2020Nessuna valutazione finora
- KanbanDocumento5 pagineKanbanBerang AlfaazNessuna valutazione finora
- Lec 13Documento16 pagineLec 13akhilNessuna valutazione finora
- Group 6 - KANBANDocumento22 pagineGroup 6 - KANBANASHUTOSH KUMAR SINGH100% (1)
- Lec 1Documento8 pagineLec 1Frustrated engineerNessuna valutazione finora
- Kanban AssignmentDocumento12 pagineKanban AssignmentআশরাফুলইসলামNessuna valutazione finora
- Lec 2Documento15 pagineLec 2puja PatilNessuna valutazione finora
- Chapter 1.8 Choosing Applications Software: 1.8 (A) Custom Written and Off-the-Shelf SoftwareDocumento11 pagineChapter 1.8 Choosing Applications Software: 1.8 (A) Custom Written and Off-the-Shelf Softwarecitizendenepal_77Nessuna valutazione finora
- Lec 1Documento17 pagineLec 1Swaraj BhatnagarNessuna valutazione finora
- Lec 30Documento16 pagineLec 30Norween Glory Alberto ValdezNessuna valutazione finora
- What Are IndicatorsDocumento9 pagineWhat Are IndicatorsAbdelaali CherifiNessuna valutazione finora
- Sales and Inventory System ThesisDocumento7 pagineSales and Inventory System Thesisbk4h4gbd100% (1)
- Lec 26Documento16 pagineLec 26Ayush BhardwajNessuna valutazione finora
- New Kanban System DesignDocumento4 pagineNew Kanban System DesignJebin GeorgeNessuna valutazione finora
- Café Time Time Management System02Documento21 pagineCafé Time Time Management System02CarlPasionNessuna valutazione finora
- Lec 1Documento9 pagineLec 1rpsgoi217Nessuna valutazione finora
- Total Quality Management Principles and PracticesDocumento14 pagineTotal Quality Management Principles and PracticesswatitikkuNessuna valutazione finora
- Lec 9Documento18 pagineLec 9Elisée NdjabuNessuna valutazione finora
- Kanban What It and How To Implement in Your TeamDocumento21 pagineKanban What It and How To Implement in Your TeamGonzalez GabrielNessuna valutazione finora
- Supply Chain Analytics Lecture Improves Visibility, Flexibility & CostDocumento15 pagineSupply Chain Analytics Lecture Improves Visibility, Flexibility & Costpsychshetty439100% (1)
- Sales and Inventory System Thesis Chapter 1Documento4 pagineSales and Inventory System Thesis Chapter 1WriteMyPaperReviewsSingapore100% (2)
- Lect 4Documento17 pagineLect 4Adeoti OladapoNessuna valutazione finora
- Online Shopping System Project ReportDocumento34 pagineOnline Shopping System Project ReportUvaise Basheer72% (54)
- Lec 5Documento15 pagineLec 5psychshetty439Nessuna valutazione finora
- Lec 8Documento8 pagineLec 8Darshan GowdaNessuna valutazione finora
- Ordering System Thesis PDFDocumento4 pagineOrdering System Thesis PDFaliciajohnsondesmoines100% (2)
- Master of Technology in Thermal EngineeringDocumento106 pagineMaster of Technology in Thermal EngineeringanshNessuna valutazione finora
- Solution Manual Convective Heat TransferDocumento347 pagineSolution Manual Convective Heat Transfersaintanddevil71% (7)
- AA200 Appendix 1 Eqns in Cyl SPH CoordsDocumento12 pagineAA200 Appendix 1 Eqns in Cyl SPH CoordsKaren_suzzyNessuna valutazione finora
- AA200 Appendix 1 Eqns in Cyl SPH CoordsDocumento12 pagineAA200 Appendix 1 Eqns in Cyl SPH CoordsKaren_suzzyNessuna valutazione finora
- Fuel Cell Energy Management by AnshuDocumento12 pagineFuel Cell Energy Management by AnshuanshNessuna valutazione finora
- A Small Compendium On Vector and Tensor Algebra and CalculusDocumento41 pagineA Small Compendium On Vector and Tensor Algebra and CalculusdfcortesvNessuna valutazione finora
- R&AC Lecture 19Documento24 pagineR&AC Lecture 19api-3734466Nessuna valutazione finora
- Gray Cast Iron Stress ReliefDocumento25 pagineGray Cast Iron Stress ReliefSagarKBLNessuna valutazione finora
- Dau Terminal AnalysisDocumento49 pagineDau Terminal AnalysisMila Zulueta100% (2)
- TT1 2lecture SpinningDocumento29 pagineTT1 2lecture SpinninghaiNessuna valutazione finora
- Oyo Summer Internship ReportDocumento31 pagineOyo Summer Internship ReportJayasree S RNessuna valutazione finora
- Priceliost Ecatalog 2021 Div. DiagnosticDocumento2 paginePriceliost Ecatalog 2021 Div. Diagnosticwawan1010Nessuna valutazione finora
- Resume DaniellaAmatoDocumento2 pagineResume DaniellaAmatoDaniellaNessuna valutazione finora
- A DETAILED LESSON PLAN IN TLE DraftingDocumento16 pagineA DETAILED LESSON PLAN IN TLE DraftingJude PellerinNessuna valutazione finora
- 2021 A Review of Image Based Pavement Crack Detection AlgorithmsDocumento7 pagine2021 A Review of Image Based Pavement Crack Detection Algorithmsgandhara11Nessuna valutazione finora
- Project Report "A Study of Value Added Tax" "Kirloskar Oil Engines Limited" (Kirloskar Valve Plant)Documento4 pagineProject Report "A Study of Value Added Tax" "Kirloskar Oil Engines Limited" (Kirloskar Valve Plant)Sohel BangiNessuna valutazione finora
- Cast Resin Busduct PDFDocumento48 pagineCast Resin Busduct PDFanand2k1100% (1)
- Smart Card PresentationDocumento4 pagineSmart Card PresentationNitika MithalNessuna valutazione finora
- Destruction FormDocumento2 pagineDestruction FormHanabishi RekkaNessuna valutazione finora
- Stock Futures Are Flat in Overnight Trading After A Losing WeekDocumento2 pagineStock Futures Are Flat in Overnight Trading After A Losing WeekVina Rahma AuliyaNessuna valutazione finora
- JDC Merchanndising ActivityDocumento6 pagineJDC Merchanndising ActivityShaira Sahibad100% (1)
- How to Get Nigeria Passport in 40 StepsDocumento42 pagineHow to Get Nigeria Passport in 40 Stepsgynn100% (1)
- Unit 4: A World of Ideas: Learning CompassDocumento3 pagineUnit 4: A World of Ideas: Learning CompassRica Mae Lepiten MendiolaNessuna valutazione finora
- E HANAAW 12 Sample QuestionDocumento16 pagineE HANAAW 12 Sample QuestionsuryaNessuna valutazione finora
- Loan Agreement with Chattel Mortgage SecuredDocumento6 pagineLoan Agreement with Chattel Mortgage SecuredManny DerainNessuna valutazione finora
- Sample Cover Letter Oil and GasDocumento1 paginaSample Cover Letter Oil and GasNadira Aqilah67% (3)
- Black Bruin Hydraulic Motors On-Demand Wheel Drives EN CDocumento11 pagineBlack Bruin Hydraulic Motors On-Demand Wheel Drives EN CDiego AlbarracinNessuna valutazione finora
- Lilypad Hotels & Resorts: Paul DidriksenDocumento15 pagineLilypad Hotels & Resorts: Paul DidriksenN.a. M. TandayagNessuna valutazione finora
- Is 4032 - 1985Documento45 pagineIs 4032 - 1985yogeshbadyalNessuna valutazione finora
- FM Butterfly ValvesDocumento3 pagineFM Butterfly ValvesahsanNessuna valutazione finora
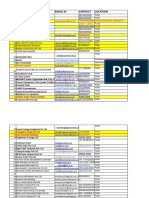
- Company Name Email Id Contact Location: 3 Praj Industries Limited Yogesh960488815Pune-Nagar Road, SanaswadiDocumento65 pagineCompany Name Email Id Contact Location: 3 Praj Industries Limited Yogesh960488815Pune-Nagar Road, SanaswadiDhruv Parekh100% (1)
- Small Clone ChorusDocumento2 pagineSmall Clone ChorusamndsnaNessuna valutazione finora
- 11 EngineDocumento556 pagine11 Enginerumen80100% (3)
- TurboVap LV Users ManualDocumento48 pagineTurboVap LV Users ManualAhmad HamdounNessuna valutazione finora
- PM on Union BudgetDocumento84 paginePM on Union BudgetAshok SutharNessuna valutazione finora
- Quiz UtpDocumento7 pagineQuiz UtplesterNessuna valutazione finora
- SSTMCV Retail PowerDocumento5 pagineSSTMCV Retail Powervipin.yadavNessuna valutazione finora