Potrebbero piacerti anche
- Wine Fermentation - Including Winery Directions and Information on Pure YeastDa EverandWine Fermentation - Including Winery Directions and Information on Pure YeastNessuna valutazione finora
- VinegarDocumento17 pagineVinegardeepikaNessuna valutazione finora
- Rate of Fermentation of Fruit JuicesDocumento17 pagineRate of Fermentation of Fruit JuicesRochan ANessuna valutazione finora
- Vinegar Making ProcessDocumento4 pagineVinegar Making Processaryan jainNessuna valutazione finora
- VinegarDocumento24 pagineVinegarApocalypto Statum100% (2)
- Vinegar and Its Production ADocumento13 pagineVinegar and Its Production ANagaraj Mehtry90% (10)
- SaponificationDocumento6 pagineSaponificationMeara Lalaine Abiog0% (1)
- Chapter 2, Wine Production ProcessDocumento18 pagineChapter 2, Wine Production ProcessYonas Addam0% (1)
- 13a CarrageenanDocumento34 pagine13a CarrageenancindyaraNessuna valutazione finora
- Fermentation Characteristics of Star Aplle RindDocumento25 pagineFermentation Characteristics of Star Aplle RindBueno, Signorina Y. UnknownNessuna valutazione finora
- Group 2 - Pcog Post Lab Activity 11 (Midterms)Documento8 pagineGroup 2 - Pcog Post Lab Activity 11 (Midterms)Florence Lynn Baisac100% (2)
- Ferment Pineapple Into WineDocumento11 pagineFerment Pineapple Into WineApril Ann Capati100% (2)
- VinegarDocumento17 pagineVinegarJannusLim100% (1)
- Food Jam ProcessingDocumento11 pagineFood Jam ProcessingVienna Chan100% (1)
- Pamantasannglungsodngmaynila: Fermentation of Jackfruit (Artocarpus Heterophyllus) To Produce Jackfruit WineDocumento13 paginePamantasannglungsodngmaynila: Fermentation of Jackfruit (Artocarpus Heterophyllus) To Produce Jackfruit WineMinjdeDios100% (1)
- Vinegar MakingDocumento29 pagineVinegar MakingAmjad KhattakNessuna valutazione finora
- Dried Oyster Mushroom Powder Supplier Hansal InternationalDocumento2 pagineDried Oyster Mushroom Powder Supplier Hansal InternationalManoj PatelNessuna valutazione finora
- WINE and Vinegar Making ProcessDocumento14 pagineWINE and Vinegar Making ProcessJohn Patric Ranjo SiaNessuna valutazione finora
- Vinegar Production TechDocumento4 pagineVinegar Production Techdanndiamond100% (2)
- Beer ProductionDocumento8 pagineBeer ProductionArush SidanaNessuna valutazione finora
- What Is Food ProcessingDocumento4 pagineWhat Is Food ProcessingLenielynBiso0% (2)
- Which Fruit Makes Better Vinegar - Bananas or MangoesDocumento19 pagineWhich Fruit Makes Better Vinegar - Bananas or MangoesAnn Renette Uy100% (1)
- Act 4 Wine and Vinegar ProductionDocumento17 pagineAct 4 Wine and Vinegar ProductionChris MianaNessuna valutazione finora
- Alcohol Fermentation Process ExplainedDocumento34 pagineAlcohol Fermentation Process ExplainedSaravana Bharathy ReddyNessuna valutazione finora
- Glycerin suppositories guideDocumento2 pagineGlycerin suppositories guideJana EncaboNessuna valutazione finora
- Canning and Bottling of Fruits and VegetablesDocumento22 pagineCanning and Bottling of Fruits and VegetablesumeshNessuna valutazione finora
- Aerobic Submerged Fermentation by Acetic Acid Bacteria For Vinegar Production - Process and Biotechnological AspectsDocumento9 pagineAerobic Submerged Fermentation by Acetic Acid Bacteria For Vinegar Production - Process and Biotechnological Aspectsdh2vuihocNessuna valutazione finora
- Banana WineDocumento3 pagineBanana WineJunes Gil GonzalesNessuna valutazione finora
- Experiment-4Documento2 pagineExperiment-4Levirisa ManamtamNessuna valutazione finora
- Preparation #16: Simple Syrup Post Lab QuestionsDocumento1 paginaPreparation #16: Simple Syrup Post Lab QuestionsJANNIE BELLE RODRIGUEZNessuna valutazione finora
- Research questions on fermentation and alcoholDocumento5 pagineResearch questions on fermentation and alcoholArmanRenzTV0% (1)
- Isolation of citric acid from lemon juiceDocumento6 pagineIsolation of citric acid from lemon juiceJoanna Carla Marmonejo Estorninos-Walker100% (1)
- VinegarDocumento17 pagineVinegarVirendra JoshiNessuna valutazione finora
- New VersionDocumento10 pagineNew VersionMorino FuugaNessuna valutazione finora
- Detect Carbs with Ease Using Common TestsDocumento5 pagineDetect Carbs with Ease Using Common TestsAya AringoyNessuna valutazione finora
- Microbial Production of Organic Acids (Vinegar & Lactic Acid) 20mic2506Documento32 pagineMicrobial Production of Organic Acids (Vinegar & Lactic Acid) 20mic2506Shafi ShafiNessuna valutazione finora
- Fermentation SystemsDocumento40 pagineFermentation SystemsLolly AntillonNessuna valutazione finora
- Wine Making From PineappleDocumento2 pagineWine Making From Pineappleikiteng100% (3)
- Carrageenan PDFDocumento16 pagineCarrageenan PDFUlin Noor RahmaniNessuna valutazione finora
- Production of Alcohol Lecture NotesDocumento3 pagineProduction of Alcohol Lecture Notesvijend100% (4)
- Hands and Dishes SoapDocumento40 pagineHands and Dishes SoapLeika AfricaNessuna valutazione finora
- Fruit Juice Concentrate PlantDocumento36 pagineFruit Juice Concentrate Plantchaz00121Nessuna valutazione finora
- Soap Making and Fats TestingDocumento94 pagineSoap Making and Fats TestingEra MelaniaNessuna valutazione finora
- Soy Sauce ProductionDocumento25 pagineSoy Sauce ProductionIndah Riwayati100% (1)
- The Feasibility of Unripe MangoDocumento8 pagineThe Feasibility of Unripe Mangoheidi gragasinNessuna valutazione finora
- Cassava Starch and Its UsesDocumento15 pagineCassava Starch and Its UsesQueennie Legaste100% (1)
- Fruit VinegarDocumento11 pagineFruit Vinegarandrick888Nessuna valutazione finora
- Sports Drink Conceptual FrameworkDocumento73 pagineSports Drink Conceptual FrameworkNomer AerichNessuna valutazione finora
- Biotech Lab 1 Cheese Making LabDocumento6 pagineBiotech Lab 1 Cheese Making Labmilu1312Nessuna valutazione finora
- Improving The Yield of Bioethanol From Banana PeelsDocumento28 pagineImproving The Yield of Bioethanol From Banana PeelsFierre100% (3)
- Turmeric ResearchDocumento38 pagineTurmeric ResearchreyzNessuna valutazione finora
- Wine and Spirits PDFDocumento11 pagineWine and Spirits PDFNavaneetDDeshpandeNessuna valutazione finora
- Fruit Jam, Jelly and MarmaladeDocumento8 pagineFruit Jam, Jelly and MarmaladeghuyyorNessuna valutazione finora
- Preparation #19: Iso-Alcoholic Elixir Post Lab QuestionsDocumento1 paginaPreparation #19: Iso-Alcoholic Elixir Post Lab QuestionsJANNIE BELLE RODRIGUEZNessuna valutazione finora
- Project On ToothpasteDocumento8 pagineProject On ToothpasteRushabh DoshiNessuna valutazione finora
- Lecture Notes Preservation Technologies Methods of Preservation of Fruits and VegetablesDocumento17 pagineLecture Notes Preservation Technologies Methods of Preservation of Fruits and VegetablesJasvir MannNessuna valutazione finora
- Vinegar: The Complete Guide to Making Your OwnDa EverandVinegar: The Complete Guide to Making Your OwnNessuna valutazione finora
- Rationale JancelDocumento4 pagineRationale JancelYonneNessuna valutazione finora
- Comparing Rates of Fruit Juice FermentationDocumento22 pagineComparing Rates of Fruit Juice FermentationSejal andraskarNessuna valutazione finora
- Fermentation 20190426132559Documento22 pagineFermentation 20190426132559JivashiniBalasupurManiamNessuna valutazione finora
- Bioproduct Exp4 g1Documento20 pagineBioproduct Exp4 g1JivashiniBalasupurManiamNessuna valutazione finora
- Case Study 2 (Group 2)Documento2 pagineCase Study 2 (Group 2)JivashiniBalasupurManiam0% (2)
- FERMENTATION Vinegar PDFDocumento22 pagineFERMENTATION Vinegar PDFJivashiniBalasupurManiam100% (1)
- Head Loss Through Fittings Lab ReportDocumento9 pagineHead Loss Through Fittings Lab ReportJivashiniBalasupurManiamNessuna valutazione finora
- Chapter 4 - Time Value of Money PDFDocumento57 pagineChapter 4 - Time Value of Money PDFJivashiniBalasupurManiamNessuna valutazione finora
- Head Loss Through Fittings Lab ReportDocumento7 pagineHead Loss Through Fittings Lab ReportJivashiniBalasupurManiamNessuna valutazione finora
- Nano RobotDocumento4 pagineNano RobotJivashiniBalasupurManiamNessuna valutazione finora
- Exp 4 Osborne Reynolds DemonstrationDocumento9 pagineExp 4 Osborne Reynolds DemonstrationJivashiniBalasupurManiamNessuna valutazione finora
- Fermentation VinegarDocumento4 pagineFermentation VinegarJivashiniBalasupurManiamNessuna valutazione finora
- Accuracy Comparison of Temperature Measurement InstrumentsDocumento1 paginaAccuracy Comparison of Temperature Measurement InstrumentsJivashiniBalasupurManiamNessuna valutazione finora
- Chapter 4 - Time Value of Money PDFDocumento57 pagineChapter 4 - Time Value of Money PDFJivashiniBalasupurManiamNessuna valutazione finora
- FermentationDocumento1 paginaFermentationJivashiniBalasupurManiamNessuna valutazione finora
- Analysis Exp 5Documento2 pagineAnalysis Exp 5JivashiniBalasupurManiamNessuna valutazione finora
- Multi Variable ControlsDocumento17 pagineMulti Variable ControlsJivashiniBalasupurManiamNessuna valutazione finora
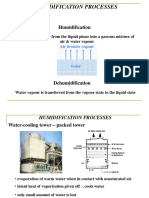
- Chapter 5 HumidificationDocumento22 pagineChapter 5 HumidificationJivashiniBalasupurManiamNessuna valutazione finora
- Chapter 3.2 Liquid-Liquid ExtractionDocumento9 pagineChapter 3.2 Liquid-Liquid ExtractionJivashiniBalasupurManiamNessuna valutazione finora
- Chapter 5Documento63 pagineChapter 5JivashiniBalasupurManiam100% (1)
- English Journal Article AssignmentDocumento7 pagineEnglish Journal Article AssignmentJivashiniBalasupurManiamNessuna valutazione finora
- Exp 1 Concentric Tube Heat ExchangerDocumento19 pagineExp 1 Concentric Tube Heat ExchangerMuhd Fadzli HadiNessuna valutazione finora
- Chemical Process: The Manufacture of Ammonia (The Haber Process)Documento4 pagineChemical Process: The Manufacture of Ammonia (The Haber Process)JivashiniBalasupurManiamNessuna valutazione finora
- Extended ProcessDocumento1 paginaExtended ProcessJivashiniBalasupurManiamNessuna valutazione finora
- Slim Mobile Camera Zoom Lens Using Liquid LensDocumento8 pagineSlim Mobile Camera Zoom Lens Using Liquid LenschoncachenabbaNessuna valutazione finora
- LAS 5 Preparation and Standardization of 1N Sodium Hydroxide Solution 2Documento3 pagineLAS 5 Preparation and Standardization of 1N Sodium Hydroxide Solution 2Ann Jonneth Perino RicoNessuna valutazione finora
- Linx Duct Friction CalculatorDocumento12 pagineLinx Duct Friction CalculatorLeonardo Martinho DobrianskyjNessuna valutazione finora
- Production of Dishwashing Liquid Detergent (Base) : Cebu Institute of Technology - UniversityDocumento10 pagineProduction of Dishwashing Liquid Detergent (Base) : Cebu Institute of Technology - UniversityNicely EleccionNessuna valutazione finora
- Unit 3 Exam-SolutionsDocumento8 pagineUnit 3 Exam-SolutionsbrunosipodNessuna valutazione finora
- Welcome To This Course Physics 1Documento31 pagineWelcome To This Course Physics 1andrewsiby63Nessuna valutazione finora
- National Institute of Public Health and The Environment, PO Box 1, 3720 BA Bilthoven, The Netherlands. Tel. 31-30-2749111, Fax. 31-30-2742971Documento23 pagineNational Institute of Public Health and The Environment, PO Box 1, 3720 BA Bilthoven, The Netherlands. Tel. 31-30-2749111, Fax. 31-30-2742971Saras Unggul UtamiNessuna valutazione finora
- Amigos Technical Services (S) Pte LTD Operating Procedure Ultrasonic TestingDocumento27 pagineAmigos Technical Services (S) Pte LTD Operating Procedure Ultrasonic TestingHoque AnamulNessuna valutazione finora
- Plusco428 Wireline Products 28 Vis Honey Oil With Inhibitor For Pressure ApplicationDocumento7 paginePlusco428 Wireline Products 28 Vis Honey Oil With Inhibitor For Pressure ApplicationebeNessuna valutazione finora
- Quantum Chemistry by R.K. Prasad eBookDocumento6 pagineQuantum Chemistry by R.K. Prasad eBookYocobSamandrews33% (9)
- Lesson 05 - Thermodynamics - Rianna Joyce R. RamosDocumento3 pagineLesson 05 - Thermodynamics - Rianna Joyce R. RamosRianna RamosNessuna valutazione finora
- RHA ResumeDocumento2 pagineRHA ResumeJames McFarlaneNessuna valutazione finora
- Is 2190.2010 Selection, Installation & Maintenance of Portable Fire ExtinguishersDocumento26 pagineIs 2190.2010 Selection, Installation & Maintenance of Portable Fire ExtinguishersShivakumara ArehalliNessuna valutazione finora
- 1-2003-Laskowski Et Al-2003-The Canadian Journal of Chemical EngineeringDocumento7 pagine1-2003-Laskowski Et Al-2003-The Canadian Journal of Chemical EngineeringjvchiqueNessuna valutazione finora
- Che F241 1180Documento3 pagineChe F241 1180Govind ManglaniNessuna valutazione finora
- MInirhizotron ThecniquesDocumento16 pagineMInirhizotron ThecniquesHector Estrada MedinaNessuna valutazione finora
- SET Syllabus Chemical Sciences: Inorganic ChemistryDocumento3 pagineSET Syllabus Chemical Sciences: Inorganic Chemistryराहुल शर्माNessuna valutazione finora
- V. Divakar Botcha Et al-MRX-2016Documento14 pagineV. Divakar Botcha Et al-MRX-2016divakar botchaNessuna valutazione finora
- Postulates of Quantum Mechanics ExplainedDocumento6 paginePostulates of Quantum Mechanics ExplainedShivank Mehra100% (1)
- SR 6898 1 Tevi de Otel PDFDocumento1 paginaSR 6898 1 Tevi de Otel PDFCRISTIAN SILVIU IANUCNessuna valutazione finora
- Applications of Polymer Gels in Tissue Engineering, Drug Delivery and MoreDocumento18 pagineApplications of Polymer Gels in Tissue Engineering, Drug Delivery and MorePathik ShahNessuna valutazione finora
- 8 Mechanical VibrationsDocumento10 pagine8 Mechanical VibrationsTsihatesfaNessuna valutazione finora
- Pit and Fissure SealantsDocumento35 paginePit and Fissure SealantsshrutiNessuna valutazione finora
- Introduction to Flexible Pipe: Applications and InstallationDocumento51 pagineIntroduction to Flexible Pipe: Applications and InstallationpykstvyNessuna valutazione finora
- U1 MAgneticPropDocumento19 pagineU1 MAgneticPropAbinash PandaNessuna valutazione finora
- Rr322105-High Speed AerodynamicsDocumento8 pagineRr322105-High Speed AerodynamicsSRINIVASA RAO GANTANessuna valutazione finora
- Paint Failures Library - PPT (Read-Only)Documento75 paginePaint Failures Library - PPT (Read-Only)Elhusseiny FoudaNessuna valutazione finora
- Herbal DrugsDocumento2 pagineHerbal DrugsLaurentiu DinuNessuna valutazione finora
- Southern Company/MHI Ltd. Plant Barry CCS DemonstrationDocumento23 pagineSouthern Company/MHI Ltd. Plant Barry CCS Demonstrationrecsco2100% (1)
- Mp501e PDFDocumento8 pagineMp501e PDFEdgar CanelasNessuna valutazione finora