Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- 12th Convocation Application FormDocumento3 pagine12th Convocation Application FormHari Prasad0% (1)
- KarthikDocumento5 pagineKarthikHari PrasadNessuna valutazione finora
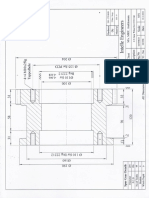
- C.T Gear Wheel For 15t CrabDocumento1 paginaC.T Gear Wheel For 15t CrabHari PrasadNessuna valutazione finora
- Gearbox Design IitDocumento25 pagineGearbox Design IitSrini VasanNessuna valutazione finora
- Analysis of Large Plastic Deformation of Elasto-Plastic SolidsDocumento17 pagineAnalysis of Large Plastic Deformation of Elasto-Plastic SolidsHari PrasadNessuna valutazione finora
- Mec 23Documento2 pagineMec 23Hari PrasadNessuna valutazione finora
- A FeaDocumento14 pagineA FeaHari PrasadNessuna valutazione finora
- A Fea PDFDocumento14 pagineA Fea PDFHari PrasadNessuna valutazione finora
- Catalog Gear CouplingsDocumento2 pagineCatalog Gear CouplingsDev Misra0% (1)
- Pulley Based Movable CraneDocumento1 paginaPulley Based Movable CraneHari PrasadNessuna valutazione finora
- INDIAN Steel TableDocumento8 pagineINDIAN Steel Tablezaveeq80% (5)
- Pulley Based Movable CraneDocumento1 paginaPulley Based Movable CraneHari PrasadNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Assessment of Flaws in Pipe Girth WeldsDocumento17 pagineAssessment of Flaws in Pipe Girth Weldssherviny100% (1)
- Study of Uplift Pressure Effect in Roller Compacted Concrete Gravity DamDocumento18 pagineStudy of Uplift Pressure Effect in Roller Compacted Concrete Gravity DamMAZIGHI0% (1)
- Roll Compaction As An Alternative To Spray-Drying ForDocumento6 pagineRoll Compaction As An Alternative To Spray-Drying ForDeebNessuna valutazione finora
- Pyrolysis of Woody and Algal Biomass Into Liquid Fuels: Dong Jin SuhDocumento37 paginePyrolysis of Woody and Algal Biomass Into Liquid Fuels: Dong Jin SuhfadyahNessuna valutazione finora
- Chemistry Project On Study of Diffusion of Solids in LiquidsDocumento3 pagineChemistry Project On Study of Diffusion of Solids in LiquidsAbhijith TharunNessuna valutazione finora
- ASTM D4767 (TriaxialCU) PDFDocumento11 pagineASTM D4767 (TriaxialCU) PDFgtddyNessuna valutazione finora
- Terluran or Novodur HI-10Documento2 pagineTerluran or Novodur HI-10bobNessuna valutazione finora
- A Tribological Study of Cobalt Chromium Molybdenum Alloys Used in Metal-On-Metal Resurfacing Hip ArthroplastyDocumento8 pagineA Tribological Study of Cobalt Chromium Molybdenum Alloys Used in Metal-On-Metal Resurfacing Hip ArthroplastyGustavo Alonso Luévanos ArizmendiNessuna valutazione finora
- C3 Chemical ReactionsDocumento58 pagineC3 Chemical ReactionsInaayah WahrNessuna valutazione finora
- Standard Test Method For Water Absorption of Plastics 1: March 2019Documento5 pagineStandard Test Method For Water Absorption of Plastics 1: March 2019swapon kumar shillNessuna valutazione finora
- PRINTED ChemT4HLQDocumento18 paginePRINTED ChemT4HLQtaengooNessuna valutazione finora
- Welding Lectures 5-7 PDFDocumento83 pagineWelding Lectures 5-7 PDFSwaraj PrakashNessuna valutazione finora
- SQWTS PH3 Direct ManpowerDocumento42 pagineSQWTS PH3 Direct ManpowerOsama AliNessuna valutazione finora
- Galambos Ravindra 1976Documento103 pagineGalambos Ravindra 1976Eric NolascoNessuna valutazione finora
- Polarity of Molecules Hand-OutDocumento1 paginaPolarity of Molecules Hand-OutMaria Di MakaototNessuna valutazione finora
- Fluid Mechanics (Chapter 1)Documento31 pagineFluid Mechanics (Chapter 1)alsahariNessuna valutazione finora
- ZPurlinR1 OdsDocumento21 pagineZPurlinR1 OdsRamachandra SahuNessuna valutazione finora
- B GH I Ea: CJC DesorberDocumento6 pagineB GH I Ea: CJC DesorberKarim Ahmed El SayedNessuna valutazione finora
- TPSA US (English)Documento7 pagineTPSA US (English)Henrique OliveiraNessuna valutazione finora
- Non-Hazardous, Bench Top Experiment An Electron-Deficient CompoundDocumento2 pagineNon-Hazardous, Bench Top Experiment An Electron-Deficient Compoundianchibs96Nessuna valutazione finora
- Homogeneous and Structured PCD-WC-Co Materials For DrillingDocumento9 pagineHomogeneous and Structured PCD-WC-Co Materials For Drillingdan_cunningham_15Nessuna valutazione finora
- Proofex Torchseal 3P and 4PDocumento2 pagineProofex Torchseal 3P and 4PSAKUNessuna valutazione finora
- Ocused Ion Beam Microscopy and Micromachining: C.A. Volkert and A.M. Minor, Guest EditorsDocumento11 pagineOcused Ion Beam Microscopy and Micromachining: C.A. Volkert and A.M. Minor, Guest EditorsrmehfuzNessuna valutazione finora
- A Description Is Given of The Assessment of The CreasingDocumento8 pagineA Description Is Given of The Assessment of The CreasingRusted BoyNessuna valutazione finora
- Test For CARBOHYDRATESDocumento7 pagineTest For CARBOHYDRATESSoham N100% (2)
- PirometallurgyDocumento14 paginePirometallurgyagryNessuna valutazione finora
- Waste ManagementDocumento43 pagineWaste Managementالدنيا ساعة فاجعلها طاعةNessuna valutazione finora
- ROTOFLEXI Couplings: Operating Instruction Valid For Type G and GNDocumento8 pagineROTOFLEXI Couplings: Operating Instruction Valid For Type G and GNIzzi Al-AkbarNessuna valutazione finora
- Chemical Compatibility Chart Metallic Materials Used in Bal Seal ProductsDocumento28 pagineChemical Compatibility Chart Metallic Materials Used in Bal Seal Productscgjp120391Nessuna valutazione finora
- SP-2092 - GRP Specification Qualification and ManufacturingDocumento47 pagineSP-2092 - GRP Specification Qualification and Manufacturingchandana kumar100% (2)