Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Study and Interpretation of The ScoreDocumento10 pagineStudy and Interpretation of The ScoreDwightPile-GrayNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- DG Oil SpecificationDocumento10 pagineDG Oil SpecificationafsalmohmdNessuna valutazione finora
- Study Notes - Google Project Management Professional CertificateDocumento4 pagineStudy Notes - Google Project Management Professional CertificateSWAPNIL100% (1)
- Tenses English Grammar PresentationDocumento14 pagineTenses English Grammar PresentationMaz Gedi60% (5)
- API RP 7C-11F Installation, Maintenance and Operation of Internal Combustion Engines.Documento3 pagineAPI RP 7C-11F Installation, Maintenance and Operation of Internal Combustion Engines.Rashid Ghani100% (1)
- Vanguard 44 - Anti Tank Helicopters PDFDocumento48 pagineVanguard 44 - Anti Tank Helicopters PDFsoljenitsin250% (2)
- Kallatam of Kallatar (In Tamil Script Tscii Format)Documento78 pagineKallatam of Kallatar (In Tamil Script Tscii Format)rprabhuNessuna valutazione finora
- 15 Miscellaneous Bacteria PDFDocumento2 pagine15 Miscellaneous Bacteria PDFAnne MorenoNessuna valutazione finora
- Collecting, Analyzing, & Feeding Back DiagnosticDocumento12 pagineCollecting, Analyzing, & Feeding Back DiagnosticCaroline Mariae TuquibNessuna valutazione finora
- Driver Drowsiness Detection System Using Raspberry PiDocumento7 pagineDriver Drowsiness Detection System Using Raspberry PiIJRASETPublicationsNessuna valutazione finora
- Nat Steel BREGENEPD000379Documento16 pagineNat Steel BREGENEPD000379Batu GajahNessuna valutazione finora
- Transactions List: Marilena Constantin RO75BRDE445SV93146784450 RON Marilena ConstantinDocumento12 pagineTransactions List: Marilena Constantin RO75BRDE445SV93146784450 RON Marilena ConstantinConstantin MarilenaNessuna valutazione finora
- SL Generator Ultrasunete RincoDocumento2 pagineSL Generator Ultrasunete RincoDariaNessuna valutazione finora
- Outlook of PonDocumento12 pagineOutlook of Ponty nguyenNessuna valutazione finora
- Agrinome For Breeding - Glossary List For Mutual Understandings v0.3 - 040319Documento7 pagineAgrinome For Breeding - Glossary List For Mutual Understandings v0.3 - 040319mustakim mohamadNessuna valutazione finora
- Porter's 5-Force Analysis of ToyotaDocumento9 paginePorter's 5-Force Analysis of ToyotaBiju MathewsNessuna valutazione finora
- BAMDocumento111 pagineBAMnageswara_mutyalaNessuna valutazione finora
- Advanced Herd Health Management, Sanitation and HygieneDocumento28 pagineAdvanced Herd Health Management, Sanitation and Hygienejane entunaNessuna valutazione finora
- Pogon Lifta MRL PDFDocumento128 paginePogon Lifta MRL PDFMašinsko ProjektovanjeNessuna valutazione finora
- Visi RuleDocumento6 pagineVisi RuleBruce HerreraNessuna valutazione finora
- Fuentes v. Office of The Ombudsman - MindanaoDocumento6 pagineFuentes v. Office of The Ombudsman - MindanaoJ. JimenezNessuna valutazione finora
- Lab Science of Materis ReportDocumento22 pagineLab Science of Materis ReportKarl ToddNessuna valutazione finora
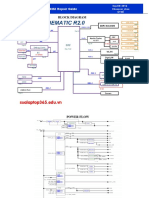
- Asus x453Documento5 pagineAsus x453Rhiry Ntuh AthryNessuna valutazione finora
- ARIIX - Clean - Eating - Easy - Ecipes - For - A - Healthy - Life - Narx PDFDocumento48 pagineARIIX - Clean - Eating - Easy - Ecipes - For - A - Healthy - Life - Narx PDFAnte BaškovićNessuna valutazione finora
- Punches and Kicks Are Tools To Kill The Ego.Documento1 paginaPunches and Kicks Are Tools To Kill The Ego.arunpandey1686Nessuna valutazione finora
- SPFL Monitoring ToolDocumento3 pagineSPFL Monitoring ToolAnalyn EnriquezNessuna valutazione finora
- Current Harmonics: Electric Power System Power QualityDocumento3 pagineCurrent Harmonics: Electric Power System Power QualityAlliver SapitulaNessuna valutazione finora
- Gobekli TepeDocumento2 pagineGobekli TepeCarl Feagans100% (1)
- Ticket: Fare DetailDocumento1 paginaTicket: Fare DetailSajal NahaNessuna valutazione finora
- EP07 Measuring Coefficient of Viscosity of Castor OilDocumento2 pagineEP07 Measuring Coefficient of Viscosity of Castor OilKw ChanNessuna valutazione finora