Potrebbero piacerti anche
- Alternative Risk Transfer A Complete Guide - 2020 EditionDa EverandAlternative Risk Transfer A Complete Guide - 2020 EditionNessuna valutazione finora
- MODULE 2 - Decision MakingDocumento27 pagineMODULE 2 - Decision MakingThejas K JNessuna valutazione finora
- Total Quality ManagementDocumento7 pagineTotal Quality Managementkaavya satsangiNessuna valutazione finora
- L5 Problem-Solving SkillsDocumento51 pagineL5 Problem-Solving SkillsLPMbasicPPA A.WilujengNessuna valutazione finora
- Decision Making ProcessDocumento3 pagineDecision Making ProcessSan RaiNessuna valutazione finora
- Forecasting Is The Art and Science of Predicting What Will HappenDocumento11 pagineForecasting Is The Art and Science of Predicting What Will Happennabin bkNessuna valutazione finora
- 8D Report Training MIDDocumento23 pagine8D Report Training MIDanon_86320488Nessuna valutazione finora
- 8D Report TrainingDocumento23 pagine8D Report TrainingHiệp Hài HướcNessuna valutazione finora
- Dmaic FmeaDocumento18 pagineDmaic FmeaJhon LerryNessuna valutazione finora
- Concept of Decision MakingDocumento12 pagineConcept of Decision MakingLeilani JohnsonNessuna valutazione finora
- Managerial Decision MakingDocumento7 pagineManagerial Decision MakingJaya Mae ApolinarioNessuna valutazione finora
- Assessment Questions: CMS - 28177 SAP - 4085 Tanvir IqbalDocumento7 pagineAssessment Questions: CMS - 28177 SAP - 4085 Tanvir IqbalAhmed HassanNessuna valutazione finora
- Decision Making: By: Lloyd, Klynt, Arjun, and LemDocumento32 pagineDecision Making: By: Lloyd, Klynt, Arjun, and LemgeorgeNessuna valutazione finora
- Process of Decision Making PDFDocumento36 pagineProcess of Decision Making PDFJames Harvy TalensNessuna valutazione finora
- Making Right Decisions in IT Project Management: The Role of Decision ScienceDocumento4 pagineMaking Right Decisions in IT Project Management: The Role of Decision ScienceMohammad DoomsNessuna valutazione finora
- Types of Decisions Unstructured/ Nonprogrammed Structured/ Programmed Semi-StructuredDocumento10 pagineTypes of Decisions Unstructured/ Nonprogrammed Structured/ Programmed Semi-Structuredmadhu4uraoNessuna valutazione finora
- A Decision Support SystemDocumento2 pagineA Decision Support SystemNeeraj JainNessuna valutazione finora
- MBA Quantative AnaliysisDocumento123 pagineMBA Quantative AnaliysisJirka LamiNessuna valutazione finora
- Business Process ReDocumento5 pagineBusiness Process ReSneha GuptaNessuna valutazione finora
- Types of DecisionsDocumento10 pagineTypes of DecisionsKritika KapoorNessuna valutazione finora
- Business Process ReDocumento5 pagineBusiness Process ReSneha GuptaNessuna valutazione finora
- Information TechnologyDocumento22 pagineInformation TechnologyArjun GhoseNessuna valutazione finora
- Project Management SMU EDUDocumento7 pagineProject Management SMU EDUVijayNessuna valutazione finora
- System Anaiysis and DesignDocumento5 pagineSystem Anaiysis and DesignCaptainNessuna valutazione finora
- Towards A Goal: 6. Monitoring Sprint Progress: - 6 ArtifactsDocumento5 pagineTowards A Goal: 6. Monitoring Sprint Progress: - 6 ArtifactsRituparna Basu RoyNessuna valutazione finora
- Effective Decision MakingDocumento41 pagineEffective Decision MakingAjanthan AlagaratnamNessuna valutazione finora
- Decision-Making: Paolo E. Mamaspas Kimberly C. Vallesterol Junuel T. Malbas Jackson S. Joanino Christian L. LeddaDocumento12 pagineDecision-Making: Paolo E. Mamaspas Kimberly C. Vallesterol Junuel T. Malbas Jackson S. Joanino Christian L. LeddaEdfandy CatusalemNessuna valutazione finora
- Agenda For Discussion: Risk Management Stakeholder AnalysisDocumento16 pagineAgenda For Discussion: Risk Management Stakeholder AnalysisPaulo Oropallo PascottoNessuna valutazione finora
- Creative Problem Solving and Decision MakingDocumento55 pagineCreative Problem Solving and Decision Makingkhairolanuarmasuan100% (4)
- Quality ToolsDocumento44 pagineQuality ToolsRajesh NairNessuna valutazione finora
- Documento de DiagramaDocumento53 pagineDocumento de DiagramaCris Jeriko JimenezNessuna valutazione finora
- 6 - Sigma Training: ReviewDocumento33 pagine6 - Sigma Training: ReviewJuan Carlos Gebhardt100% (1)
- Customer: Six Sigma Aims Maximise Satisfaction Minimise DefectsDocumento5 pagineCustomer: Six Sigma Aims Maximise Satisfaction Minimise DefectsjesusNessuna valutazione finora
- Decision Analysis ReviewerDocumento4 pagineDecision Analysis ReviewerIris Lavigne RojoNessuna valutazione finora
- Identifying RisksDocumento13 pagineIdentifying Riskshabibrao253Nessuna valutazione finora
- NQA Training ManagerDocumento23 pagineNQA Training ManagerVitelariu LeonardNessuna valutazione finora
- 8D - Problem Solving (Quality)Documento3 pagine8D - Problem Solving (Quality)Manish ChristianNessuna valutazione finora
- 2014 Fall b6101 SyllabusDocumento6 pagine2014 Fall b6101 SyllabusJose Ramon VillatuyaNessuna valutazione finora
- M2 Assgn2 Q A 2 ABAJENZADocumento3 pagineM2 Assgn2 Q A 2 ABAJENZAปุลื้ม ปุริมNessuna valutazione finora
- Chapter3 Decision Making in MaintaiananceDocumento17 pagineChapter3 Decision Making in Maintaianancemolla biyadgieNessuna valutazione finora
- 1-Problem SolvingDocumento8 pagine1-Problem SolvingAnkur DhirNessuna valutazione finora
- Managerial Problem Solving & Decision MakingDocumento40 pagineManagerial Problem Solving & Decision MakingCelestine Marivelez100% (1)
- Risk Analysis ArganaDocumento21 pagineRisk Analysis ArganaQueen Ann NavalloNessuna valutazione finora
- 523 MIS QuestionsDocumento8 pagine523 MIS QuestionsGoda KondapallyNessuna valutazione finora
- Brainstorming TechniqueDocumento5 pagineBrainstorming TechniqueRobinvarshneyNessuna valutazione finora
- Six Sigma Awareness ProgrammeDocumento78 pagineSix Sigma Awareness ProgrammeParag AdwankarNessuna valutazione finora
- Operational Risk Management + Six Sigma SuccessDocumento16 pagineOperational Risk Management + Six Sigma SuccesssharkferNessuna valutazione finora
- BSBLDR601 Lead and Manage Organisational Change: Task SummaryDocumento7 pagineBSBLDR601 Lead and Manage Organisational Change: Task SummaryHabibi AliNessuna valutazione finora
- Dynamic Risk Measure A Complete Guide - 2020 EditionDa EverandDynamic Risk Measure A Complete Guide - 2020 EditionNessuna valutazione finora
- Principles of Six Sigma PDFDocumento10 paginePrinciples of Six Sigma PDFFerigrina ChanNessuna valutazione finora
- Six Sigma and Process Improvement: Teaching NotesDocumento53 pagineSix Sigma and Process Improvement: Teaching NotesCris Jeriko JimenezNessuna valutazione finora
- Statistical QC NoteDocumento5 pagineStatistical QC Noteabhijit612Nessuna valutazione finora
- #9 Process Improvement and Six SigmaDocumento5 pagine#9 Process Improvement and Six SigmaNeyka YinNessuna valutazione finora
- Recruitment & SelectionDocumento31 pagineRecruitment & SelectionSmartnessparu DhingraNessuna valutazione finora
- Threat Defense Solution A Complete Guide - 2019 EditionDa EverandThreat Defense Solution A Complete Guide - 2019 EditionNessuna valutazione finora
- Q8 IM11 FinalDocumento53 pagineQ8 IM11 FinalJb Macaroco100% (1)
- Understanding Risk and Risk ManagementDocumento30 pagineUnderstanding Risk and Risk ManagementSemargarengpetrukbagNessuna valutazione finora
- Decision Making. Singapore: Cengage Learning Asia Pte LTDDocumento7 pagineDecision Making. Singapore: Cengage Learning Asia Pte LTDPATRICIA COLINANessuna valutazione finora
- Fema 310Documento12 pagineFema 310Anil BasnetNessuna valutazione finora
- STEEL STRUCTURES KHARGHAR SKYWALK AND NIFT INSTITUTE Ms PPT 2007Documento30 pagineSTEEL STRUCTURES KHARGHAR SKYWALK AND NIFT INSTITUTE Ms PPT 2007Harsh chhedaNessuna valutazione finora
- MP35N K Tube Technical Data SheetDocumento2 pagineMP35N K Tube Technical Data Sheetstrip1Nessuna valutazione finora
- Chapter7 Ex PDFDocumento5 pagineChapter7 Ex PDFSathish Kumar100% (1)
- Procedure: Pressure Equipment Safety: PurposeDocumento9 pagineProcedure: Pressure Equipment Safety: PurposeChegwe CorneliusNessuna valutazione finora
- Anti FoundationalismDocumento4 pagineAnti FoundationalismKostasBaliotisNessuna valutazione finora
- CP2405 Assignment 1 Ontology DesignDocumento8 pagineCP2405 Assignment 1 Ontology DesignFredrick Oduor OmondiNessuna valutazione finora
- 20-12-11 Ericsson V, Samsung EDTX ComplaintDocumento22 pagine20-12-11 Ericsson V, Samsung EDTX ComplaintFlorian MuellerNessuna valutazione finora
- Chapter 5 (6) Concrete MaterialDocumento134 pagineChapter 5 (6) Concrete Materialraju_420034520Nessuna valutazione finora
- Title of The Training Program Regional Training of Grades 4-8 Reading Teachers On Care For Non-Readers (CNR) Program Module No., Day & Session NoDocumento18 pagineTitle of The Training Program Regional Training of Grades 4-8 Reading Teachers On Care For Non-Readers (CNR) Program Module No., Day & Session Nomarvin susminaNessuna valutazione finora
- C79 Service Kits and Parts List: CAP179 - C79 Aug 2017 - Rev ADocumento32 pagineC79 Service Kits and Parts List: CAP179 - C79 Aug 2017 - Rev Arobert100% (2)
- Dystopian LiteratureDocumento3 pagineDystopian LiteratureLol LeeNessuna valutazione finora
- Data Science: Lecture #1Documento22 pagineData Science: Lecture #1khanjan varmaNessuna valutazione finora
- Grade 4 SYLLABUS Check Point 1Documento2 pagineGrade 4 SYLLABUS Check Point 1Muhammad HassaanNessuna valutazione finora
- QuestionnaireDocumento5 pagineQuestionnairePrisca FolorunsoNessuna valutazione finora
- One Word SubstitutionDocumento5 pagineOne Word SubstitutionPranaykant Singh PanwarNessuna valutazione finora
- Tutorial Chapter 2Documento5 pagineTutorial Chapter 2Naasir SheekeyeNessuna valutazione finora
- STRUCTUREDocumento26 pagineSTRUCTUREJulia RatihNessuna valutazione finora
- Michael J. Flynn - Some Computer Organizations and Their Effectiveness, 1972Documento13 pagineMichael J. Flynn - Some Computer Organizations and Their Effectiveness, 1972earthcrosserNessuna valutazione finora
- Pre-Placement Training Program: Sample Profiling (All About You)Documento2 paginePre-Placement Training Program: Sample Profiling (All About You)RISHAV RAJ GUPTANessuna valutazione finora
- Product Management PRELIM EXAMDocumento24 pagineProduct Management PRELIM EXAMAlyssa marieNessuna valutazione finora
- Nola PenderDocumento9 pagineNola PenderAndrea YangNessuna valutazione finora
- Simulation & Role PlayDocumento10 pagineSimulation & Role Playpreeti sharma100% (2)
- The Complete MARILLION Discography V2 PDFDocumento13 pagineThe Complete MARILLION Discography V2 PDFtotalmenteprovisorioNessuna valutazione finora
- TSS Training Package Implementation Guidefinal 0Documento18 pagineTSS Training Package Implementation Guidefinal 0hanabbecharaNessuna valutazione finora
- JSREP Volume 38 Issue 181ج3 Page 361 512Documento52 pagineJSREP Volume 38 Issue 181ج3 Page 361 512ahmed oudaNessuna valutazione finora
- Best Actor and Actress Adjudication Rubric 41950cb9a3Documento3 pagineBest Actor and Actress Adjudication Rubric 41950cb9a3Sarah Jhoy SalongaNessuna valutazione finora
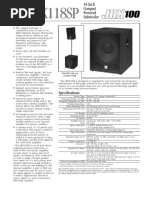
- JRX118SP SpecsheetDocumento2 pagineJRX118SP SpecsheetLuisNessuna valutazione finora