Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Ingenieria Cambio de Equipos
Caricato da
LucianitamTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Ingenieria Cambio de Equipos
Caricato da
LucianitamCopyright:
Formati disponibili
PULPA DE PALTA
Capítulo 4
Ingeniería
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 38
PULPA DE PALTA
4.1. Descripción del proceso de fabricación:
4.1.1. Descripción detallada del proceso de fabricación
4.1.1.1. Recepción de la fruta
Una vez que llegan los camiones de los proveedores a la zona de recepción y antes de
que la fruta se envíe a la zona de selección, el fruto está sujeto a una revisión minuciosa para
asegurarse que está libre de cualquier plaga, limpias y posean el peso y el calibre requerido.
Este proceso es efectuado por personal capacitado de la planta que verifica que se
cumplan las especificaciones anteriormente descriptas. Para ello evalúa muestras de 20 kg de
palta por cada cuatro toneladas de producto recibido.
Una vez finalizado este proceso y que el cargamento ha superado exitosamente el
examen la carga es enviada a la zona de calibrado.
4.1.1.2. Calibrado
A medida que van siendo descargados los camiones, los bins son colocados en la
máquina volteadora de bins, que descarga gradualmente las frutas en una cinta transportadora.
Esta es dirigida a la calibradora-seleccionadora que clasifica automáticamente los frutos por
criterio de peso en tres diferentes calibres 16, 18 y 20 correspondiendo (en promedio) a 220gr,
180gr y 140gr respectivamente.
Al final de la cinta las frutas son distribuidas cuidadosamente en cajones plásticos
(monoblock) que poseen ranuras de ventilación en sus costados y base permitiendo la
circulación de aire a través de la masa del producto, y cantos redondeados para evitar daño en
los frutos.
La capacidad máxima de cada uno de estos cajones está dada por el calibre de la fruta.
Esta cantidad asegura la apropiada distribución y protege de la presión producida por el
propio peso de los frutos.
Una vez finalizado este proceso los cajones son enviados a almacenamiento.
4.1.1.3. Almacenamiento
El almacenamiento se efectúa en cámaras de refrigeración a 7°C el fruto puede
almacenarse durante un período máximo de 30 días sin sufrir cambios que sean perjudiciales
para la calidad del producto final o que puedan dificultar las etapas posteriores de
procesamiento.
En la cámara de refrigeración la fruta se conserva en cajas monoblock las cuales
pueden ser apiladas en forma segura hasta 13 unidades en altura.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 39
PULPA DE PALTA
4.1.1.4. Selección
El proceso se inicia mediante la colocación de las frutas en una cinta transportadora,
donde el personal capacitado inspecciona en forma ocular la calidad de las frutas y retira
manualmente de la línea aquellas paltas que se encuentran dañadas.
Las frutas retiradas son depositadas en cajones situados en la proximidad de la cinta
trasportadora.
4.1.1.5. Lavado
Se efectúa para eliminar la suciedad adherida a la materia prima, reduciendo la carga
microbiana y sustancias extrañas o pesticidas existentes, minimizando de esta forma los
riesgos derivados de la contaminación.
Para ello se realiza un lavado en húmedo empleando lavadores de cepillo que utilizan
una solución de agua con una proporción de cloro de 100ppm.
4.1.1.6. Escaldado
La fruta apta para procesamiento es descargada en un escaldador de aspersión, que
trabaja con agua caliente a 85°C, mojando completamente la fruta durante un período de
cinco minutos.
El escaldado tiene como finalidad retardar el proceso de pardeamiento enzimático,
desnaturalizando, por acción de la temperatura, las proteínas superficiales asociadas a la
polifenoloxidasa.
Esta etapa del proceso otorga un excelente margen de tiempo para manipular la pulpa
sin que se alteren sus propiedades organolépticas durante el período comprendido entre las
operaciones de deshuesado y el tratamiento térmico.
4.1.1.7. Enfriamiento
La fruta atraviesa dentro del equipo de escaldado una región de enfriamiento.
Nuevamente el proceso se realiza por aspersión durante tres minutos, para el cual se utiliza
agua a una temperatura próxima a los 0°C.
El objetivo de esta operación es que la fruta adquiera una temperatura próxima a la
temperatura ambiente lo cual facilita su manipulación en las etapas posteriores.
4.1.1.8. Descarozado
La extracción de carozo de la palta se efectúa manualmente.
Operarios especializados efectúan un corte longitudinal a la fruta, dividiéndola en dos
mitades y extrayendo el carozo con un cuchillo y las colocan en la cinta transportadora.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 40
PULPA DE PALTA
El carozo se deposita en cajones apostados en la proximidad de la cinta transportadora
para ser desechados luego.
4.1.1.9. Despulpado
La fruta en trozos es transportada a una tolva que luego alimenta la máquina
despulpadora de palta.
La pulpa de la fruta es extraída por fuerza centrífuga y retirada a través de un tamiz.
Los restos de la cáscara son expulsados de la máquina por uno de los lados y
recolectados en cajones situados en la proximidad de la salida para ser desechados luego.
4.1.1.10. Tratamiento térmico
Esta etapa del proceso está destinada a desactivar la enzima polifenol oxidasa la cual
ocasiona el pardeamiento de la pasta y su consiguiente deterioro.
Empleando una bomba de cavidad progresiva se transporta la pasta hasta el
intercambiador de superficie raspada (ICRS), en el cual se realiza el tratamiento térmico.
El intercambiador de calor de superficie raspada empleado presenta dos cuerpos. El
cuerpo de calentamiento somete al producto a una temperatura de 85°C durante un tiempo de
retención de 4,6 minutos. El otro cuerpo está destinado al enfriamiento súbito del producto
para su posterior envasado. La importancia de este enfriamiento es que garantiza la
inactivación de la PPO y la oxidación del producto.
4.1.1.11. Envasado y empaque
El producto se envasa es un proceso aséptico, en máquinas que confeccionan y llenan
bolsas de tres costuras, “sachet”.
Este tipo de envase es flexible y se define como el de aquellos cuyas coberturas
contienen y protegen el producto tomando la forma del mismo. El material de estos envases es
antimicrobiano.
El producto envasado se dispone en cajas de cartón, cada una contiene doce unidades
del producto. Las cajas se apilan y se disponen en pallets los cuales se almacenan en la
cámara de refrigeración.
4.1.1.12. Almacenamiento
El almacenamiento del producto para su posterior comercialización se efectúa en una
cámara frigorífica a -18°C.
Bajo estas condiciones de almacenamiento el producto tiene una vida de anaquel de
dos años.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 41
PULPA DE PALTA
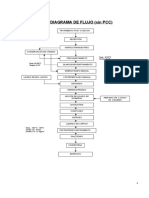
El proceso completo de producción de Pulpa de Palta se encuentra esquematizado en
el siguiente diagrama de flujo:
Recepción
Calibrado
Alamacenamiento
Selección
Limpieza
Escaldado
Enfriamiento
Descarozado
Despulpado
Tratamiento térmico
Envasado y empaque
Almacenamiento
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 42
PULPA DE PALTA
4.1.2. Programa de producción
La planta estará preparada desde su puesta en marcha para producir las 302,26 tn
anuales de diseño (véase estudio de mercado), que está de acuerdo con el 20% de la demanda
potencial insatisfecha.
La forma de operar de la empresa y el plan de producción fueron determinados en base
al estudio de mercado y a la estacionalidad del cultivo.
4.1.2.1. Forma de operar de la empresa
La planta operará 183 días del año, de los cuales 168 son días productivos
correspondientes a período de los meses abril-noviembre y 15 días para mantenimiento.
Se trabajará 5 días a la semana, cubriendo un turno de 8 horas por día.
4.1.2.2. Plan de producción
Durante los primeros años de operación, la capacidad real de la planta será menor a la
capacidad instalada, ajustándose progresivamente hasta cumplimentar el 56% del mercado
potencial actual (capacidad instalada de la planta) a partir del quinto año.
El plan de producción para los 10 primeros años de operación de la planta se detalla en
el siguiente cuadro:
Capacidad Producción Anual Producción diaria Producción diaria MP requerida (tn
AÑO
Utilizada [%] (tn/año) (tn/día) (tn/hs) de palta/año)
0
1 60 2266,94 13,49 0,56 3238,49
2 64 2434,86 14,49 0,60 3478,38
3 69 2602,78 15,49 0,65 3718,26
4 73 2770,71 16,49 0,69 3958,15
5 78 2938,63 17,49 0,73 4198,04
6 82 3106,55 18,49 0,77 4437,93
7 87 3274,47 19,49 0,81 4677,82
8 91 3442,39 20,49 0,85 4917,70
9 96 3610,31 21,49 0,90 5157,59
10 100 3.778,24 22,49 0,94 5397,48
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 43
PULPA DE PALTA
4.1.3. Diagramas de flujo y balances de materia
4.1.3.1. Diagramas de flujo
En base a la capacidad máxima de producción de la panta
32 tn/día Palta
Recepción
Calibrado
Alamacenamiento
Selección
Limpieza
Escaldado
Enfriamiento
Carozo
Descarozado 0,74 tn/día
Piel
Despulpado 7,39 tn/día
Tratamiento térmico
Envasado y empaque
Almacenamiento
Pulpa de Palta 22,49 tn/día
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 44
PULPA DE PALTA
4.1.3.2. Balance global de materia
El balance global de materia se presenta en la siguiente tabla, tomando como base la
fruta apta para proceso:
Entrada Salida 1 Salida 2 Producto
Balance Global Palta apta para
Carozo Piel Pulpa de palta
proceso
Masa total [tn] 142,86 32,86 10 100
Base 100 tn
de Pulpa de
Composición
Palta 100 23 7 70
[%]
Entrada Salida 1 Salida 2 Producto
Balance Global Palta apta para
Carozo Piel Pulpa de palta
proceso
Anual [ton/año] 3.238 744,85 226,69 2.266,94
1° año de
Diaria [ton/día] 19 4,43 1,35 13,49
producción
Horaria[kg/h] 803 184,74 56,22 562,24
Anual [ton/año] 3.478 800,03 243,49 2.434,86
2° año de
Diaria [ton/día] 21 4,76 1,45 14,49
producción
Horaria[kg/h] 863 198,42 60,39 603,88
Anual [ton/año] 3.718 855,20 260,28 2.602,78
3° año de
Diaria [ton/día] 22 5,09 1,55 15,49
producción
Horaria[kg/h] 922 212,10 64,55 645,53
Anual [ton/año] 3.958 910,37 277,07 2.770,71
4° año de
Diaria [ton/día] 24 5,42 1,65 16,49
producción
Horaria[kg/h] 982 225,79 68,72 687,18
Anual [ton/año] 4.198 965,55 293,86 2.938,63
5° año de
Diaria [ton/día] 25 5,75 1,75 17,49
producción
Horaria[kg/h] 1.041 239,47 72,88 728,83
Anual [ton/año] 4.438 1.020,72 310,65 3.106,55
6° año de
Diaria [ton/día] 26 6,08 1,85 18,49
producción
Horaria[kg/h] 1.101 253,16 77,05 770,47
Anual [ton/año] 4.678 1.075,90 327,45 3.274,47
7° año de
Diaria [ton/día] 28 6,40 1,95 19,49
producción
Horaria[kg/h] 1.160 266,84 81,21 812,12
Anual [ton/año] 4.918 1.131,07 344,24 3.442,39
8° año de
Diaria [ton/día] 29 6,73 2,05 20,49
producción
Horaria[kg/h] 1.220 280,52 85,38 853,77
Anual [ton/año] 5.158 1.186,25 361,03 3.610,31
9° año de
Diaria [ton/día] 31 7,06 2,15 21,49
producción
Horaria[kg/h] 1.279 294,21 89,54 895,42
Anual [ton/año] 5.397 1.241,42 377,82 3.778,24
10° año de
Diaria [ton/día] 32 7,39 2,25 22,49
producción
Horaria[kg/h] 1.339 307,89 93,71 937,06
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 45
PULPA DE PALTA
4.2. Justificación de la elección del proceso.
Para la producción de la Pulpa de Palta se seleccionan aquellos tratamientos que no
deterioren el fruto y favorezcan la conservación del producto, manteniendo el flavor original
de la palta.
4.2.1. Tecnologías Existentes.
Selección: Consiste en la selección de los alimentos basados en alguna propiedad física
mensurable, lo que permite asegurar un producto de calidad uniforme y la eliminación de
aquellos alimentos que no posean las mejores aptitudes para el procesamiento. Las cuatro
principales propiedades físicas en las que se basan la selección son: el tamaño, la forma, el
peso y el color.
Tecnologías existentes:
- Selección por peso: este método emplea balanzas controladas por computadoras.
- Selección por tamaño: se utilizan tamices de distintos diseños. Los usos más frecuentes
son los de apertura fija y apertura variable.
- Selección por longitud y anchura.
- Separación por calidad: evaluación global de aquellas propiedades del alimento que
afectan a su aceptación como tal o como materia prima. Comprende la evaluación
simultánea de múltiples propiedades por lo que la clasificación mecánica resulta compleja.
- Seleccionadoras fotoeléctricas: selecciona por longitud o espesor utilizando la medida
electrónica del tiempo necesario para que un objeto se mueve a velocidad constante pase
por delante de una fotocélula.
- Selección por forma: combina limpieza y selección.
- Selección fotométrica: se basa en dos propiedades la reflectancia que es la capacidad que
tiene una superficie para reflejar la luz incidente y la transmitancia que mide la radiación
trasmitida y no absorbida por una superficie cuando hacemos incidir sobre ella un haz de
luz de intensidad determinada.
- Selección mecánica por color: es una técnica que se basa en la propiedad de reflectancia.
Consiste en hacer un barrido con un haz de luz de intensidad determinada sobre la
superficie de cada unidad de alimento cuando pasan por delante de un fotodetector. Este
mide la luz reflejada de cada partícula individual y la compara con un estándar
preestablecido, las partículas que no se ajustan con el mismo, son rechazadas por un
chorro de aire comprimido que desvía el producto a una corriente de rechazos.
Clasificación: Involucra la evaluación global de aquellas propiedades del alimento que
afectan a su aceptación como tal o como materia prima. Comprende la evaluación simultánea
de múltiples propiedades físicas superficiales, por lo que suele resultar compleja.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 46
PULPA DE PALTA
Tecnologías existentes:
Clasificación manual: se lleva a cabo por operarios entrenados capaces de captar
simultáneamente cierto número de factores de clasificación. El clasificador forma un
juicio equilibrado de la calidad global y separa físicamente el alimento en categorías. El
problema de este tipo de clasificación es el elevado coste de mano de obra y el
agotamiento y fatiga que pueden provocar una disminución de la eficacia de la
clasificación.
Clasificación automática:
- Procesado de imágenes: la clasificación se realiza basándose en su longitud, diámetro,
número de defectos de superficie, su orientación sobre la cinta sinfín o su color. Las
imágenes de la superficie de la fruta u hortaliza que discurren por la cinta bajo cámaras de
video son registradas y almacenadas en la memoria de un microprocesador. Esta
información es inmediatamente analizada y comparada con las especificaciones del
producto previamente guardadas en la memoria. Como resultado de esta comparación el
producto es aceptado o rechazado, en este último caso es separado en forma mecánica de
la cinta transportadora.
- Clasificación por fotodectores.
- Clasificación por sensores.
Lavado: es aquella operación unitaria en la que el alimento se libera de sustancias diversas
que lo contaminan, dejando su superficie en condiciones adecuadas para su elaboración. Las
operaciones de limpieza deben realizarse antes del proceso de elaboración, con el objeto de
evitar averías en las instalaciones, por piedras, huesos u objetos metálicos y de ahorrar el
tiempo que consumiría el procesado de los componentes desechables. Al mismo tiempo, se
evitan pérdidas posteriores, por contaminación, producidas por la proliferación de los
microrganismos durante el almacenamiento o espera antes de su elaboración. El lavado es, por
lo tanto, un método muy eficaz para reducir pérdidas. Mejora además la rentabilidad del
proceso y supone una protección adicional para la salud del consumidor. Los métodos de
lavado se clasifican en:
Métodos húmedos
Métodos secos
La elección de uno u otro sistema de lavado viene determinada por la naturaleza del
producto y por los tipos de contaminantes que contiene.
Lavado húmedo: esta forma de limpieza resulta más eficaz para eliminar tierra firmemente
adherida, polvo y residuos de pesticidas. Esta operación resulta más flexible si se combina
con la utilización de detergentes y sustancias esterilizantes a diversas temperaturas.
Tecnologías existentes:
Lavado por inmersión
Lavado por aspersión
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 47
PULPA DE PALTA
Lavado por flotación
Limpieza ultrasónica
Escurrido
Lavado seco: La limpieza en seco se emplea para productos de pequeño tamaño, de mayor
consistencia mecánica y menor contenido de agua. Tras su limpieza la superficie de estos
alimentos está seca, lo que mejora su conservación.
Tecnologías existentes:
Aire
Separador físico
Separador de disco
Separador magnético
Escaldado: es un proceso de tratamiento térmico que por lo general se aplica a frutas y
hortalizas antes de la congelación, el secado o enlatado. Su finalidad es inactivas las enzimas
como la lipoxigensasa, la polifenol oxidasa, la poligalacturonasa y la clorofenolasa cuya
actividad causa cambios relativamente rápidos en las propiedades de calidad como color,
sabor, textura y valor nutricional.
El escalde reduce las poblaciones de microorganismos contaminantes que se hallan sobre
las superficies del alimento y, en consecuencia, ayuda a las operaciones posteriores de
conservación.
El tiempo de calentamiento necesario para la inactivación de las enzimas depende del tipo
de fruta o de hortaliza, el método de tratamiento térmico, el tamaño de la fruta o la hortaliza y
la temperatura del medio de calentamiento.
Los métodos de escalde se clasifican en:
Métodos que emplean atmósfera de vapor saturado
Métodos que emplean baños de agua caliente
Tecnologías existentes:
- Escaldadores a base de vapor
- Escaldador de agua caliente
Descarozado:
Tecnologías existentes:
- Manual
- Mecánico
Tratamientos del producto antes del envasado: Los tratamientos previos al envasado se
enfocan en lograr la inhibición de la acción de la enzima polifenoloxidasa, que es la que al
contacto con el aire provoca la oxidación del fruto.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 48
PULPA DE PALTA
Tipos de oxidaciones:
- Pardeamiento enzimático principalmente por enzimas del tipo polifenoloxidasa que
introduce cambios en la apariencia, aroma y sabor.
- Rancidez oxidativa por su alto contenido en ácidos grasos insaturados que genera aromas
y sabores extraños.
Tecnologías existentes:
1. Congelación: consiste en someter un producto a temperaturas aún por debajo del punto de
solidificación de sus componentes líquidos trabajando normalmente en un rango entre -
20°C a -30°C. Los tratamientos de congelación pueden efectuarse en forma lenta o
rápida, se prefiere ésta última (para lograr cristales de hielo pequeños que al
descongelarse no dañen los tejidos ni las propiedades organolépticas del producto) Los
métodos empleados son:
- Inmersión directa del alimento en el refrigerante: es el más usado para frutas y hortalizas
ya que ofrece la ventaja de excluir oxígeno eliminando cambios oxidativos durante la
congelación. Sus principales desventajas son la necesidad de prevenir la contaminación
del medio, lo cual se logra cubriendo el producto a congelar, y el aspecto económico.
- El empleo de nitrógeno como elemento de congelación permite un rápido enfriamiento y
un efecto pseudoesterilizante al impedir el desarrollo de microorganismos a tan baja
temperatura (-20°C).
- Contacto directo con el refrigerante.
- Congelación por corriente de aire a través de los alimentos que se desea congelar.
Desventajas de la congelación: disminución del aroma, modificaciones en la textura e
inicio de reacciones de oxidación al descongelar.
2. Antioxidantes: es el método más ampliamente utilizado para prevenir el pardeamiento
enzimático y la rancidez de los aceites y grasas debido no solo a las enzimas, sino
también a los radicales libres que originan cambios desagradables en el flavor del
alimento.
- ácido ascórbico y ácido sórbico junto con alginato de sodio como espesante: logra
conservar el producto en buen estado durante 30 días.
- ácido ascórbico, bisulfito de sodio y benzoato de sodio: conservación durante 35 días a
temperaturas entre 0 y 2°C.
3. Térmico: cada enzima tiene su temperatura óptima, la cual esta usualmente entre 30 y
40°C. Por encima de los 60°C, la mayor parte de las enzimas son desnaturalizadas. Por lo
que los tratamientos térmicos son usados para la inactivación de varias enzimas. Los
tratamientos se clasifican en base a las temperaturas:
- Tratamientos a bajas temperaturas (40-80°C).
- Pasteurización (60-85°C)
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 49
PULPA DE PALTA
- Escaldado (70-105°C)
- Esterilización (100-130°C).
La inactivación térmica de las enzimas se da debido al desdoblamiento de las proteínas
las cuales originan la pérdida de la actividad catalítica. Para la mayor parte de las enzimas
el calentamiento provoca una desnaturalización irreversible.
Desventajas: puede ocasionar cambios de coloración y en el flavor.
4. Tratamiento térmico y químico: combinación de alguno de los tratamientos térmicos antes
mencionados con la adición de antioxidantes.
5. Campos Electromagnéticos Pulsados (CEP): en este tipo de proceso ocurre una
pasteurización del producto a una temperatura menor que la utilizada en procesos
convencionales que permite inactivar los microorganismos patógenos y deteriorativos,
mientras se conserva el sabor a fresco y el contenido de vitaminas. El efecto de
inactivación se debe a un potencial transmembrana que se genera debido a la diferencia de
potencial eléctrico que rodea a la membrana celular y originando la lisis celular de los
microorganismos, mientras que las enzimas se desnaturalizan, pudiendo inducirse la
asociación y disociación de grupos ionizables o modificar completamente la forma de la
proteína.
6. Tratamientos con altas presiones: tiene la ventaja de que las presiones son transmitidas
inmediata y uniformemente a todo el alimento sin incremento de temperatura. Los niveles
de presión son del orden de 100-600MPa inactivando a los microorganismos por diversos
factores como el cambio de la permeabilidad de la membrana celular así como la
desnaturalización de proteínas debido a la inactivación de algunas enzimas. Se ha
comprobado la desnaturalización efectiva de enzima en la palta por este método.
Envasado: disposición del producto en envases sellados al vacío, para contacto del producto
con aire y su consecuente deterioro.
Tecnologías existentes:
- Envasado al vacío.
- Envasado al vacío, seguido de una baja pausterización.
Tratamiento térmico de la pulpa y posterior envasado al vacío purgándose con vapor y
gas inerte el espacio de cabeza correspondiente a cada uno de los recipientes antes de ser
sellados.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 50
PULPA DE PALTA
4.2.2. Criterios utilizados para la elección de la tecnología.
El criterio utilizado para la selección de la tecnología empleada es la conservación de
las características naturales del fruto, como ser su coloración y sabor los cuales se ven
fácilmente afectados por los procesos naturales del fruto (oxidación y pardeamiento). Las
variables que se utilicen para inhibir estos procesos naturales también ocupan un rol
importante pudiendo degradar el producto.
Además se tiene en cuenta la economía y flexibilidad del proceso para obtener un
producto rentable.
4.2.3. Causas y consecuencias en esta elección en comparación con otras y con el nivel
medio de la industria similar ya instalada en el país.
No existe en el país industria similar, pero la planta instalada cuenta con un nivel
tecnológico similar al utilizado por las industrias dedicadas a la producción de este producto
en otros países como ser Colombia y México. Esto permite a la empresa ingresar al mercado
sin competencia y garantizando calidad en el producto comercializado.
4.3. Cálculo, diseño y adopción de equipos
4.3.1. Cálculo de los equipos principales, descripción:
4.3.1.1. Despulpadora en trozo de Palta
Esta es una máquina diseñada y desarrollada para despulpar paltas con un rendimiento
de 10 Tn/hora. Su formato le permite adaptarse a las necesidades reales del cliente,
aumentando su producción y evitando así los tiempos muertos de cada proceso.
Marca: Seniores Número de modelo: SDJ-10
Tipo: Centrifuga Voltaje: Ajustable
Energía : 18,5[kw] Dimensiones: 2000 x 1800x2250 [mm]
Certificación: ce Capacidad de producción: 10 [Tn/h]
Velocidad de giro del rotor 1080 [rpm]
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 51
PULPA DE PALTA
Figura 1. Vista del interior del equipo
Figura 2. Producto del despulpado en trozo de palta
4.3.1.2. Intercambiador de calor de superficie raspada
4.3.1.2.1. Descripción del equipo
El intercambiador de calor de superficie raspada (ICSR) es un equipo de transferencia
de calor de tubo doble con un mecanismo de raspado en el tubo interno, donde circula el
fluido del proceso, mientras que el medio de calentamiento o enfriamiento lo hace por el tubo
externo o también llamado camisa (Figura 3).
Figura 3. Corte de un ICSR
El mecanismo de raspado se produce por medio de un eje giratorio con aspas, el cual
no se encuentra necesariamente centrado en el tubo (Figura 4), este mecanismo gira a
distintas frecuencias pudiendo variar desde pocas rpm a más de 1000 rpm. Está provisto de
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 52
PULPA DE PALTA
cuchillas, que son las que raspan la superficie interna del tubo retirando el producto de las
áreas laterales, y el número de las mismas oscila entre 1 y 4.
Figura 4. Diferentes disposiciones del eje giratorio en un ICSR
Los ICSR resultan particularmente adecuando para la transmisión de calor con
cristalización, transmisión de calor con superficies que sufran ensuciamiento severo,
productos adherentes, y en transmisión de calor con fluidos de alta viscosidad.
4.3.1.2.2. Requerimiento del proceso
Una vez obtenida la pulpa de palta, es de suma importancia la aplicación de un
tratamiento de conservación eficiente que afecte lo menos posible a sus propiedades
organolépticas, de manera de poder ofrecer al consumidor productos que presenten un aspecto
agradable después de un tiempo aceptable de almacenamiento.
Para alcanzar estos requerimientos se debe aplicar sobre el producto un shock térmico
de calentamiento y enfriamiento en contracorriente que permita alcanza la inactivación
definitiva de la enzima PPO.
Los ICSR permiten disponerlos en serie pudiendo trabajar en diferentes rangos de
temperaturas. Así pueden disponerse dos equipos en serie, el primero para calentamiento
(85°C), el segundo para enfriamiento (25°C).
4.3.1.2.3. Capacidad de producción
La capacidad de este equipo esta definida por la cantidad de producto que va ha tratar
en una hora. Para el diseño se toma como referencia la capacidad a alcanzar a los 4 años de
producción: 910,29 kg/h de Palta; estimándose incorporar otro equipo de igual capacidad a
partir de este. Todos los componentes y elementos estarán sujetos a estos requerimientos, de
otro modo las condiciones dentro del equipo sería muy variantes para la configuración
específica del intercambiador.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 53
PULPA DE PALTA
4.3.1.2.4. Cálculos y consideraciones generales del diseño
La ecuación básica de diseño de para un intercambiador de calor viene dada por
𝑑𝑄
𝑑𝐴 =
𝑈 ∆𝑇
Donde 𝑑𝐴es el elemento de área superficial que se requiere para transferir la cantidad
de calor 𝑑𝑄, hasta un punto del intercambiador donde el coeficiente global de transmisión de
calor es UD, y donde la diferencia global de temperaturas másicas entre las dos corrientes
viene dada por ∆𝑇.
Para calcular la superficie de transferencia de calor que se requiere se emplea la
ecuación:
Q = A. UD . ∆TML
Siendo
∆TML = Diferencia de temperaturas medias logarítmica [°C]
(Tve − Tpf ) − (Tvs − Tpe )
∆TML =
(Tve − Tpf )
ln [ ]
(Tvs − Tpe )
Tve = Temperatura de entrada del vapor [°C].
Tpf = Temperatura de salida del producto [°C].
Tvs = Temperatura de salida del vapor [°C].
Tpe= Temperatura de entrada del producto [°C].
Dado que el contacto de los fluidos se realiza en contracorriente no es necesario
realizar correcciones sobre ∆TML.
W
UD = Coeficiente global de transferncia de calor [ ]
m2 °C
1
UD =
1
U0 + f
W
Uo = Coeficiente global de transferencia de calor "limpio" [ ]
m2 °C
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 54
PULPA DE PALTA
1
U0 =
D
Dext. ln( Dext )
Dext int 1
+ +
Dint hp 2. k acero inox αVap sob.
Dex = Diámetro externo del tubo por el que circula el producto [m].
Dint=Diámetro interno del tubo por el que circula el producto [m].
W
hp= Coeficiente de convección del lado de producto [m2 °C].
W
Kacero inox= Conductividad térmica del acero inoxidable [m°C].
W
αVap sob. =Coeficiente de convección del lado del vapor [m2 °C].
m2 °C
f = foling o factor de ensuciamento [ ]
W
1
f = 0,02
U0
calor latente calor latente KJ/kg densidad
calor específico calor específico conductividad
Pto de congelación KJ/kg (encima (sobre pto de aparente
Kcal/kg °C KJ/kg °C térmica W/m °C
del pto de cong) congelación) [kg/m^3]
-2,7 0,74 3,81 2,05 316 0,429 1060
Además de algunos datos reológicos de la misma:
Viscosidad aparente determinada en el laboratorio
Valores medidos Promedio Extrapolación
T [°C] µm [mPa.s] T [°C] µm [mPa.s] T [°C] µm [Pa] T [°C] µm [Pa.s]
28,3 7960,4 60,6 2132,1 28,63 7,58 85 0,86
28,7 7385,5 60,5 2068,7 60,5 2,11 55 3,06
28,9 7391,6 60,4 2156,6 80 1,12
Las características de los fluidos de transferencia que se utilizarán en los distintos
cuerpos del ICSR, pero estos se especifican en cada uno.
A partir de estos datos se encuentran los coeficientes globales de intercambio de calor,
UD, en cada cuerpo que satisfagan los requisitos operacionales y de proceso.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 55
PULPA DE PALTA
4.3.1.2.4.1. Primer cuerpo: calentamiento
4.3.1.2.4.1.1. Condiciones del proceso
Se calcula el calor que debe transferirse al producto para que llegue a la temperatura
deseada utilizando la ecuación de diseño:
Q = Gp . cpp . (Tfp − Tip )
Se selecciona el fluido con el cual se realiza la transferencia de calor y su condición
térmica. Con esta información se determina el flujo másico de este fluido que se requiere para
hacer la transferencia térmica, empleando la ecuación:
Q
Gv =
(hvs − hve )
4.3.1.2.4.1.2. Cálculo del coeficiente UD
4.3.1.2.4.1.2. 1. Coeficiente de convección del lado del producto
De acuerdo con la siguiente ecuación, (Skelland, 1958), el coeficiente de transferencia
de calor sobre una superficie raspada depende de las propiedades térmicas del líquido, de su
velocidad en la dirección longitudinal y del diámetro y longitud del intercambiador:
0.17
0.57 0.47
N. Dint Dint 0.37
Nu = 4,9 Re . Pr .( ) .( )
up L
L =Longitud del intercambiador [m].
up = Velocidad promedio del fluido en la dirección longitudinal [m/s].
Dint = Diámetro interior del tubo central [m].
N = Velocidad del rotor [rpm].
Luego:
Nu. k p
hp =
Dint
W
k p = Coeficiente de conductividad térmica del producto [m°C].
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 56
PULPA DE PALTA
4.3.1.2.4.1.2. 2. Coeficiente de conducción del lado del producto:
Se estima utilizando la siguiente relación para vapor condensante:
4460 + 17,7 (Tv − Tp)
αV = 4
√Dext (Tv − Tp)
Siendo
Tv= Temperatura del vapor.
Tp = Temperatura de la pared del tubo.
Como se puede apreciar en las fórmulas se necesitan los datos de las dimensiones del
intercambiador de calor para poder calcular el coeficiente de convección del lado de producto
y se requiere conocer la temperatura de pared para calcular el coeficiente de convección del
lado del vapor.
Debido a estos factores el procedimiento de diseño se basa en la suposición de las
dimensiones del equipo, teniendo en cuenta las dimensiones estándar de los intercambiadores
comerciales, y luego se calcula el área de intercambio requerida y las dimensiones del
intercambiador para verificar el supuesto inicial.
Se adopta el diámetro estándar del tubo por el que circula el producto en el
intercambiador que se emplea en los diseños comerciales (6 plg) y se aproxima la longitud
que debería tener el por el que circula el producto.
Se adoptan la dimensión del rotor a utilizar, en base a los diseños comerciales
disponibles.
Considerando el volumen a tratar, las dimensiones del rotor y las limitaciones de la
velocidad de giro del mismo se establecen las revoluciones por minuto a las que debería
operar para transportar el flujo volumétrico deseado.
Para ello se emplean las siguientes correlaciones:
𝑉
𝜔=
𝑢𝑝
ω = constante que adopta valores en el rango (1; 5).
V = velocidad lineal del rotor [m/s].
𝑢𝑝 = velocidad de circulación del producto.
𝐹𝑙𝑢𝑗𝑜 𝑣𝑜𝑙𝑢𝑚é𝑡𝑖𝑐𝑜 𝑑𝑒 𝑝𝑎𝑙𝑡𝑎
𝑢𝑝 = 𝜋 2 2
4 . (𝐷𝑖𝑛𝑡 𝑡𝑢𝑏𝑜 − 𝐷𝑟𝑜𝑡𝑜𝑟 )
up N. t
v= =
S 60
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 57
PULPA DE PALTA
S = Sección mojada [m2].
π. [(Dint.tubo )2 − (Drotor )2 ]
S=
4
t = Paso de las paletas t = 0.1(Dint.tubo − Drotor ) [m].
N = RPM a las que gira el rotor.
Con estos datos se calcula el coeficiente de convección del lado interno, hp.
Para el cálculo de las dimensiones del tubo por el que circula el vapor se tiene en
cuenta que debido al diseño compacto de estos intercambiadores de calor, el diámetro del tubo
externo que conforma (junto con el tubo por donde circula el producto) el espacio anular para
la circulación del fluido caliente es 0,1795 plg1 mayor que el diámetro externo del tubo
interno.
En función a estas dimensiones se calcula la velocidad de circulación del vapor.
Gv. vv
uv =
π. [(Dint.carcasa )2 − (Dext.tubo )2 ]
4
Gv = Flujo másico de vapor [kg/s].
Vv= Volumen específico del vapor [m3/kg].
Para el cálculo del coeficiente del lado del vapor se requiere conocer la temperatura de
pared, para ello se debe realizar cálculos de iteración suponiendo una temperatura de pared, se
calcula el coeficiente de convección del vapor bajo estas condiciones y luego se verifica la
temperatura de pared supuesta con la ecuación:
hvTv − hpTm
Q = hp (Tp − Tm) = hv(Tv − Tp) ⇒ Tp =
hp + hv
Siendo
W
hv = αv [m°C].
Tm= temperatura media del producto:
Tpe + Tps
Tm =
2
1
Dato de los modelos comerciales de intercambiadores de superficie raspada que existen en el mercado.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 58
PULPA DE PALTA
Cuando la temperatura de pared supuesta es igual a la temperatura de pared
recalculada, se considera que se ha encontrado la temperatura de pared correcta y se toma
como verdadero para calcular el coeficiente de global de transferencia de calor limpio y en
base a este los valores del fouling y el coeficiente global de transferencia de calor, UD.
4.3.1.2.4.1.2. 3. Cálculo del área de transferencia de calor requerida
Calculado la superficie de intercambio de calor requerida se determina la longitud
requerida por el intercambiador empleando el valor del diámetro externo del tubo por el que
circula el producto supuesto y el diámetro externo del tubo por el que circula el producto
empleando el valor de la longitud del intercambiador supuesto.
Q
Superficie de intercambio requerida [m2 ]; A = = Nt . Np . Nc π. Dext
̅̅̅̅̅̅̅
UD . ∆T ML
Siendo
Nt = Número de tubos por el que circula el producto
Np = Número de pasos por tubo
Nc = Número de cuerpos del intercambiador
A
Longitud del intercambiado[m]; L =
Nt . Np . Nc π. Dext .
A
Diámetro externo del tubo por el que circula el producto [m]; Dext . =
Nt . Np . Nc π. L
Se comparan los valores calculados con los supuestos y si éstos concuerdan, se
considera que las dimensiones seleccionadas para el intercambiador, el rotor y la velocidad de
giro del rotor son correctas.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 59
PULPA DE PALTA
4.3.1.2.4.1.2.4. Cálculo del serpentín para lograr el tiempo de retención
Dado que las longitudes adoptadas para el intercambiador de calor deben ser 3-6-9-12
m, pues son las dimensiones estándar de diseño de los tubos de intercambiador, al hacer la
selección de la longitud del tubo del intercambiador se considera solamente la longitud
necesaria para llegar a la temperatura de 85°C, por lo que el producto no llega a completar el
tiempo de retención que necesita en el intercambiador a esa temperatura para que el proceso
térmico sea el adecuado.
Para completar el tiempo de retención del producto a la temperatura de 85°C se diseña
una espiral que conecta el primer cuerpo del intercambiador con el segundo. Se consideran
que las pérdidas de calor son despreciables y el producto se mantiene a temperatura constante.
Se calcula el tiempo de retención del producto en el intercambiador mediante la
expresión:
Volumen del tubo Aint.tubo. L
t ret = =
Flujo volumétrico de producto Flujo volumétrico de producto
En función al resultado se determina el tiempo de retención necesario para que el
producto alcance los 4,6 minutos a 85°C que exige el tratamiento térmico. Luego en función
del tiempo requerido y el flujo volumétrico de producto se determina el volumen de producto
a tratar.
Así mismo, este volumen puede expresarse como el volumen retenido en las espiras:
𝑛. 𝐿. 𝐴𝑖𝑛𝑡 = 𝑉𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑜
Dónde:
n: número de espiras, se adopta.
L: longitud lineal del tubo empleado para construir las espiras, se calcula.
Aint: área interna del tubo, se determina en función del diámetro interno adoptado.
Una vez calculada la longitud se puede determinar el diámetro externo que tendrán las
espiras, como:
𝐿 = 𝑛. 𝜋. 𝑑𝑒𝑠𝑝𝑟𝑖𝑎𝑠
4.3.1.2.4.1.2.5. Cálculo de la potencia consumida
La potencia necesaria en el árbol se determina por la ecuación:
Q. L
N = Co .
367
Donde
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 60
PULPA DE PALTA
N = Potencia consumida [kW].
Q = Caudal másico transportado [tn/h].
L = Longitud del intercambiador [m].
Co = Coeficiente de resistencia. Coeficiente empírico, se emplea el valor 1,2 para este
caso.
4.3.1.2.4.2. Segundo cuerpo: enfriamiento
Se procede en forma análoga al primer cuerpo, con la diferencia que el fluido que se
utiliza para intercambio de calor con el producto es agua fría y para el cálculo del coeficiente
de convección del fluido refrigerante se utiliza la ecuación de Davies para fluidos que circulan
por el interior de tubos concéntricos:
−2⁄3 μ 0.14 D0 0.15
St = 0,029 . Re−0.2
i . Pr .( ) .( )
μs Di
Dónde:
µ = Viscosidad del agua a la temperatura media [Pa.s].
µs = Viscosidad del agua a la temperatura de pared [Pa.s].
Di = Diámetro interno de la carcasa [m].
Do = Diámetro externo del tubo [m].
St = Número de Stanton, adimensional
Nu
St =
Re. Pr
Nu = Número de Nusselt.
ha. Dext
Nu =
ka
Re = Número de Reynolds evaluado con el diámetro hidráulico.
ua. Dh. ρma
Re =
μma
Dh = Diámetro hidráulico:
[(Dint.carcasa )2 − (Dext.tubo )2 ]
Dh =
Dext.tubo
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 61
PULPA DE PALTA
Rei = Número de Reynolds evaluado con el diámetro del tubo interno, diámetro
externo del tubo por el que circula el producto.
ua. Dext.tubo . ρma
Re =
μma
ua = Velocidad del agua [m/s].
ρma = Densidad a la temperatura media del agua [kg/m3].
µma= Viscosidad a la temperatura media del agua [Pa.s].
4.3.1.2.4.3. Resumen de cálculos
4.3.1.2.4.3.1. Cuerpos de calentamiento
Palta - Circulación por tubo -
Temperatura de entrada, Tep [°C] 25
Temperatura de salidad, Tsp [°C] 85
Caudal másico, Gp [kg/h] 4.000
Caudal másico, Gp [kg/s] 1,11
Caudal volumétrico, Vp [m^3/s] 1,05E-03
calor específico, cp [Kcal/kg °C] 0,74
calor específico, cp [J/Kg °C] 3.096,16
Fluído de calefacción: vapor de agua condensante
Temperatura de entrada, Tev [°C] 100
Temperatura de salidad, Tsv [°C] 100
Caudal másico, Gv [kg/h] 329,13
Caudal volumétrico, Vv [m^3/s] 0,08
entalpía de entrada [Kcal/kg] 638,8
entalpía de salida [Kcal/kg] 99,19
Volumen específico de entrada [m^3/kg] 1,73
Volumen específico de salida [m^3/kg] 1,04E-03
Volumen específico medio del vapor, νmv [m^3/kg] 8,63E-01
Calor transferido, Q [kcal/h]
Q = Gp.cp.(Te-Ts) 177.600,00
Calor transferido, Q [W]
Q = Gp.cp.(Te-Ts) 206.410,67
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 62
PULPA DE PALTA
Superficie de intercambio de calor [m] 6,22
Número de Tubos 1
Diámetro nominal tubo [plg] 6
Diámetro del rotor [plg] 4
Potencia requerida [kW] 60
Número de pasos 1
Número de cuerpos 2
Diámetro nominal carcasa [plg] 7
Longitud del intercambiador[m] 6
Longitud del tubo [m] 4
Número de espiras 10
Diámetro nominal tubo [plg] 3
Diámetro externo espiras [cm] 13
4.3.1.2.4.3.2. Cuerpos de enfriamiento
Palta - Circulación por tubo -
Temperatura de entrada, Tep [°C] 85
Temperatura de salidad, Tsp [°C] 25
Caudal másico, Gp [kg/h] 4.000
Caudal másico, Gp [kg/s] 1,11
Caudal volumétrico, Vp [m^3/s] 1,05E-03
calor específico, cp [Kcal/kg °C] 0,74
calor específico, cp [J/Kg °C] 3096,16
Fluido de refrigeración : agua
Temperatura de entrada, Tea [°C] 5
Temperatura de salidad, Tsa [°C] 15
Caudal másico, Ga [kg/h] 17.715,38
Caudal másico, Ga [kg/s] 4,92
Caudal volumétrico, Va [m^3/s] 4,94E-03
Cp de entrada [kJ/kg k] 4,20
Cp de salida [kJ/kg k] 4,19
Cp medio [kJ/kg k] 4,19
Calor transferido, Q [kcal/h]
Q = Gp.cp.(Te-Ts) 177600
Calor transferido, Q [W]
Q = Gp.cp.(Te-Ts) 206411
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 63
PULPA DE PALTA
Superficie de intercambio de calor [m] 5,27
Número de Tubos 1
Diámetro nominal tubo [plg] 6
Diámetro del rotor [plg] 2
Potencia requerida [kW] 60
Número de pasos 1
Número de cuerpos 2
Diámetro nominal carcasa [plg] 7
Longitud del intercambiador[m] 5
4.3.1.2.4.4. Adopción de equipos
En base a los resultados obtenidos se selecciona un equipo de la marca ALFA LAVAL, serie
Contherm Select, modelo 6 x 11.
Información técnica – por cuerpo-
Montaje Vertical
Diámetro del cilindro interno [plg] 6
Material Acero inoxidable 316 L
Conexión del producto 3 plg DIN
Conexión de la camisa (tangencial) 3 plg DIN
Diámetro del rotor [plg] 3
Motor- Potencia 11kW/15HP
Dimensiones
A [mm] 2355
B [mm] 5689
C[mm] 864
D[mm] 933
E[mm] 2205
Peso Neto [kg] 306
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 64
PULPA DE PALTA
Se emplean dos cuerpos gemelos, en serie, montados en forma vertical como muestra la
siguiente imagen:
Figura 5. Intercambiador de calor de superficie raspada
Teniendo en cuenta que al final del segundo cuerpo de calentamiento va montado el serpentín
diseñad.
4.3.2. Cálculo y/o adopción de equipos auxiliares
4.3.2.1. Volcador de Bins hidráulico
Máquina para el vaciado de frutas, práctica para regular el volumen de toda la línea de
producción. Sobre la banda de recepción el trabajador va colocando una tras otra las cajas con
fruta. Estas se transportan sobre las cadenas de la volteadora y son giradas lentamente para
que su contenido sea suavemente vaciado sobre el siguiente módulo. Además des-basura la
fruta eliminando todas las hojas y ramas de las cajas.
Características Técnicas:
- Estructura general: Acero estructural A-3724 ES.
- Dimensionamiento: 1200 x 2500 x 1200.
- Altura de ingreso: nivel piso.
- Altura de descarga: 900 mm.
- Capacidad: 40 cajas/minuto.
- Formato descarga: inferior.
- Central hidráulica.
- Motor 3 HP / 220 V. / 50 Hz.
- Bomba engranaje presión máxima 150 bar.
- Incluye Manómetro. Indicador de nivel y temperatura.
- Montaje global sobre descansos con rodamientos.
- Pintura anticorrosiva y acabado final.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 65
PULPA DE PALTA
Figura 6. Volcador de Bins hidráulico (http://www.ingemaq.cl)
4.3.2.2. Máquina calibradora de selección
Línea de productos desarrollada con el objetivo de ofrecer una selección eficaz y
eficiente a los productos de forma irregular. Su selección mecánica de ajuste simple, permite
la modificación, ampliación o reducción de rangos de peso de acuerdo a las necesidades del
producto y de sus variedades. Al estar equipado con capachos de cavidad rectangular, lo
convierte en el equipo más versátil de selección mecánica, donde es posible seleccionar los
más variados productos que poseen características físicas compatibles con la capacidad del
receptáculo.
Características generales:
- Recomendado para packings con una amplia variedad de frutos.
- Recomendado para frutos de aspecto no uniforme.
- Velocidad máxima de traslación 0.25 [m/s].
- Requiere de singulador de ingreso con guía inferior de giro.
- Es opcional la incorporación de cintas PVC
- Tela para el desalojo de frutos.
- Estaciones de pesaje accionados por contrapeso mecánico.
- Posee cepillo superior de traspaso unitario (Ø 15”).
- Ejes fabricados en acero SAE-1045.
- Incluye contactor y guardamotor regulable.- Transmisión normalizada BS.
- Montaje global sobre soportes con rodamientos.
- Motorreductor eléctrico trifásico 380 [V] / 50 [Hz].
- Capachos de polipropileno.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 66
PULPA DE PALTA
Figura 7. Calibradora seleccionadora por peso mecánico (http://www.ingemaq.cl)
Características Técnicas:
RENDIMIENTO DIMENSIONES (mm) POTENCIA TOTAL
MODELO Nº VIAS Nº SALIDAS
MAX. (Kg/hr) A B C (hp)
1 STC 15 900 7000 350 1200 1 1 5
2 STC 16 900 8200 350 1200 1 1 6
3 STC 25 2160 7000 550 1200 1½ 2 5
4 STC 26 2160 8200 550 1200 1½ 2 6
5 STC 35 3240 7000 750 1200 2 3 5
6 STC 36 3240 8200 750 1200 2 3 6
7 STC 45 4320 7000 950 1200 2 4 5
8 STC 46 4320 8200 950 1200 2 4 6
9 STC 58 5400 10600 1150 1200 3 5 8
10 STC 510 5400 13000 1150 1200 3 5 10
4.3.2.3. Máquina de lavado
Se emplea una lavadora para fruta con agua y aire cuyos datos técnicos se presentan a
continuación:
Marca: Kewei Número de modelo: xyj
Tipo: Arandela Voltaje: Ajustable
Energía : 10[kw] Dimensiones: 1975x6200x2050 [mm]
Certificación: ce Capacidad de producción: 1 – 30 [Tn/h]
Consumo de agua: 12 m3/h.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 67
PULPA DE PALTA
Figura 8. Lavadora de fruta
4.3.2.4. Mesa de inspección
Accesorio que permite retirar de la línea fruta no apta para el proceso.
Características técnicas:
- Estructura en acero ASTM A-500.
- Ejes fabricados en acero SAE-1045.
- Transmisión normalizada BS.
- Motorreductor eléctrico trifásico 380 [V] / 50 [Hz].
- Montaje global sobre soportes con rodamientos.
- Polines PVC presión Ø 50 mm., calidad 10.
- Traslado descarte sobre cinta PVC-Tela.
- Incluye contactor y guardamotor en cofre regulable
Figura 9. Mesa de inspección (http://www.ingemaq.cl)
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 68
PULPA DE PALTA
Características Técnicas:
RENDIMIENTO MAX. DIMENSIONES (mm) POTENCIA TOTAL
MODELO
(kg/h) Longitud Ancho (hp)
1 MID 003 2500 4000 500 ¾
2 MID 005 5500 4000 900 1
3 MID 007 6000 4000 1200 1
4.3.2.5. Escaldado
Se emplea un escaldador de cinta, modelo tipo blancher IBC, que lleva
escaldadora/refrigeradora integradas. En estos equipos el calentamiento de agua puede
realizarse mediante vapor directo o mediante un termo intercambiador. En cuanto a la
refrigeración puede realizarse mediante agua refrigerada o aire, o una combinación de ambos.
Las escaldadoras IBC tienen el más bajo consumo de vapor. El calor, que se elimina
del producto durante la refrigeración, es reutilizado para el precalentamiento del producto
previo al escaldado.
Parámetros técnicos
Marca: CabinPlant
Tipo: IBC 150 Voltaje: 220-380[v]
Energía : 9[kw] Dimensiones: 1,9 x 10,5 x 2,1 [m]
Certificación: ce Capacidad de producción 1 – 10 [Tn/h]
Consumo de vapor: 700 kg/h
Presión de vapor: 1 bar
Consumo de agua: 14 m3/h
Figura 10. Escaldador tipo blancher IBC
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 69
PULPA DE PALTA
Figura 11. Funcionamiento interno de escaldadora tipo blancher IBC
4.3.2.6. Envasado aséptico
Para este proceso se selecciona la envasadora automática marca KING-KONG,
modelo MMSC/1pi-smax, con cabezal dosificador a bomba pistón de accionamiento electro
neumático, que fue diseñada para productos viscosos de difícil fluidez. Su sistema mecánico
no necesita de equipo auxiliar (ej.: compresor de aire), sus movimientos los realiza mediante
motor de 1 HP, que brinda un andar silencioso, además de un bajo consumo energético.
Características técnicas:
- Producción: 15/20 unidades por minuto
- Film: Polietileno, polipropilenos laminados o cualquier combinación termo
soldables desde 30 a 110 micrones.
- Motores: 2 de 1HP c/u- Trifásico- 1500rpm- Blindado el 100%
- Consumo energético: 4.5 Kw hora
- Operador: 1 (uno)
- Ancho sachet: Máximo 200mm. Mínimo 40mm.
- Largo sachet: Máximo 300mm. Mínimo 0mm.
- Cambio formador: 10 minutos. Cambio bobina: 4 minutos
- Tensión alimentación: 3 x 380 volt en máquina estándar
- Peso neto: 630 kg. Peso bruto: 930 kg.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 70
PULPA DE PALTA
Figura 12. Envasadora KING-KONG, modelo MMSC/1pi-smax (http://www.carlini.com.ar)
Cuenta con una serie de accesorios:
- Sistema de fotocontrol para impresión centrada, con fibra óptica y
memorizador de colores.
- Alimentador automático de bobina de material de envase. Mantiene constante
la tensión de desbobinado de principio a fin del rollo de material de envase.
- Equipo dosificador a bomba de engranajes helicoidales, en acero inoxidable
con el sistema de embrague y freno electromagnético, para impulsar la bomba
en la dosificación del producto.
- Pantalla "Diálogo hombre/maquina marca Siemens, ingresando a las variables
del sistema por indicación de las distintas alarmas que la unidad de
embasamiento posee (ej.: Sobre carga mecánica en mordaza horizontal- Fin de
lámina- Térmico de protección del motor- Control permanente del dosificador
en funcionamiento)
- Contador de paquetes con vuelta a cero
- Contador de horas máquina
- Equipo refrigerador de mordaza (En envasadoras de polietileno solamente)
- Termostatos digitales PID, para laminados diversos (cuando se requiere
temperatura permanente)
- Control lógico programable (PLC), marca Siemens.
- Formador envase almohada (pillow pack), construidos en chapa doble
decapada de SAE 1010, de 1,25 a 1,5 mm. de espesor, recibiendo un depósito
electrolítico de cromo duro, por lo que ofrecemos a nuestros clientes una
garantía de 5 años en lo que hace a su durabilidad, exenta de golpes o mal
trato.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 71
PULPA DE PALTA
- Cabezal dosificador a pistón “King Kong”, cilindros y partes en contacto con
el producto en AISI 304, en su interior con baño de cromo duro rectificado
espejo. Elementos neumáticos SMC (Japón), pistón con sellos de teflón y
silicona, válvula de desvío en AISI 304 y teflón macizo. Dosificación desde
1000 cc. a 4000 cc. regulable; la regulación de los ml o CC, es micrométrica y
mecánica. Cánula especial antigoteo. Sistema desarmable para fácil limpieza.
Diagrama:
4.3.2.7. Máquina formadora de cajas
Este equipo permite el armado automático de las cajas para el almacenamiento de los
sachets de Pulpa de Palta una vez salidos estos de la envasadora.
Figura 13. Formadora de cajas Tecno BOX TX3 (http://www.marcanet.com/tecnobox/default.aspx)
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 72
PULPA DE PALTA
Diagrama:
4.3.2.8. Cámaras Frigoríficas
La industria de Pulpa de Palta requiere dos tipos de cámaras frigoríficas: una destinada
a la conservación de la materia prima y la otra a la conservación del producto final.
Para preservar la calidad de la materia prima desde el momento de recepción hasta el
tiempo de producción se utilizan cámaras de enfriamiento, en las cuales se busca tener una
refrigeración a temperatura media (7 °C). En cambio el producto debe ser conservado a baja
temperatura (-18 °C) y para lo mismo se utiliza la llamada cámaras frigoríficas
respectivamente.
Estos equipos se diseñan acorde a las necesidades del cliente, cuidando las exigencias
de sanidad.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 73
PULPA DE PALTA
4.3.2.8.1. Cámara de Enfriamiento
4.3.2.8.1.1. Requerimiento del proceso
La Palta es una fruta estacional, abarcando las diferentes especies distintos periodos
del año. Según la especie de Palta que se trate tanto su tamaño como su peso varían, pero el
contenido de pulpa en promedio se mantiene igual en todas (70%). Esto hace que se requiera
gran cantidad de frutos para alcanzar los niveles de producción diario planificados (según se
especifica en 4.5 Sistema de Gestión de producción previsto).
La recepción de materia prima se realiza con un porcentaje de exceso, por esto se
requiere realizar apropiadamente el almacenamiento de los frutos.
4.3.2.8.1.2. Capacidad de la cámara
La capacidad de este bloque esta definida por la cantidad de producto que va ha
conservar.
Para el diseño se toma como referencia al volumen a alcanzar a los 10 años de
producción. A partir de esto se estima que será necesario almacenar aproximadamente 9,9
toneladas de frutas, utilizando para esto tres cámaras de enfriamiento con capacidad de hasta
3,3 toneladas cada una. Las frutas clasificadas por calibre se disponen en cajas monoblock
que permiten una cómoda manipulación y fácil almacenaje.
Todos los componentes y elementos de la cámara estarán sujetos a los requerimientos
de almacenamiento y manipulación de los frutos.
4.3.2.8.1.3. Cálculos del diseño
4.3.2.8.1.3.1. Datos de referencia
Caja Monoblock
Medidas [m] Largo Ancho Alto
Exterior 0,5 0,3 0,152
140% × 𝑉𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝑐𝑎𝑗𝑎𝑠
Para el dimensionamiento de la cámara, a partir de catálogos de fabricantes, se adopta
la altura de la misma en 3,5 metros.
𝑉𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝑙𝑎 𝑐á𝑚𝑎𝑟𝑎 = 𝑎𝑙𝑡𝑢𝑟𝑎 (ℎ) × 𝑙𝑜𝑛𝑔𝑖𝑡𝑢𝑑 (𝑙) × 𝑎𝑛𝑐ℎ𝑜 (𝑎)
Considerando arbitrariamente que el ancho de la cámara es la mitad de la longitud, es
posible calcular cada uno de los parámetros.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 74
PULPA DE PALTA
2 × 𝑣𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝑙𝑎 𝑐á𝑚𝑎𝑟𝑎
𝑙= √
𝑎
Tomando como base para el cálculo los frutos de calibre 18 y adoptando para los
paneles espesor de 0,1m, los resultados encontrados son:
Dimensiones de la cámara
Externa Interna
Altura 3,5 m 3,3 m
Ancho 2,4 m 2,2 m
Longitud 4,6 m 4,4 m
2
Área 71,9 m 63,6 m2
Volumen de la cámara 33 m3
4.3.2.8.1.3.3. Cargas térmicas en la cámara
Ahora se busca determinar la carga térmica que se debe extraer de la cámara para
mantenerla a una temperatura constante y, simultáneamente, realizar un control de suficiencia
del aislamiento elegido. Para esto se utiliza un método rápido y eficaz haciendo uso de tablas 2
apropiadas para cada caso.
Pérdida de calor a través de las paredes [Q1]
𝐾𝑐𝑎𝑙
𝑄1 = 𝑉𝑎𝑙𝑜𝑟 𝑑𝑒 𝑡𝑎𝑏𝑙𝑎 × á𝑟𝑒𝑎 𝑑𝑒 𝑙𝑎 𝑐á𝑚𝑎𝑟𝑎 [ 2 ]
𝑚 24ℎ𝑠
Este primer cálculo requiere conocer la diferencia de temperatura existente entre el
ambiente y la cámara (7°C). En el mismo se considera la temperatura media de Tucumán
(26°C) y un adicional de 3°C por exposición de las paredes de la cámara al sol.
Entonces la diferencia de temperatura es de 22 °C.
2
Las tablas utilizadas en estos cálculos fueron proporcionadas por la cátedra Tecnología de los alimentos II
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 75
PULPA DE PALTA
Interpolando en la tabla se tiene para 22°C: 146 Kcal/m2 24 hs
𝐾𝑐𝑎𝑙
𝑄1 = 10.476,51 [ ]
24ℎ𝑠
Carga térmica debida a la renovación del aire [Q2]
𝑄2 = 𝑉𝑜𝑙. 𝑑𝑒 𝑙𝑎 𝑐á𝑚𝑎𝑟𝑎 × 𝑛° 𝑑𝑒 𝑟𝑒𝑛𝑜𝑣𝑎𝑐𝑖𝑜𝑛𝑒𝑠 × 𝑐𝑎𝑟𝑔𝑎 𝑡é𝑟𝑚𝑖𝑐𝑎 𝑑𝑒𝑙 𝑎𝑖𝑟𝑒
𝐾𝑐𝑎𝑙
× 𝑐𝑜𝑒𝑓. 𝑑𝑒 𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑐𝑜𝑛𝑠𝑒𝑟𝑣𝑎𝑐𝑖ó𝑛 [ 2 ]
𝑚 24ℎ𝑠
Coeficientes de tiempo de conservación:
Prolongada 0,6
Normal 1
Breve 2
Calorías por m3, retiradas al enfriar a condiciones de almacenamiento superior a 0 °C
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 76
PULPA DE PALTA
Interpolando para el volumen de la cámara (32.511 litros) se tienen 16,4 cambios de
aire por 24 hs.
Finalmente
𝐾𝑐𝑎𝑙
𝑄2 = 9,90 [ ]
24ℎ𝑠
Carga térmica debida a personas, luces y motores [Q3]
𝑄𝑝𝑒𝑟𝑠𝑜𝑛𝑎 = 𝑁° 𝑑𝑒 𝑝𝑒𝑟𝑠𝑜𝑛𝑎𝑠 × 𝐹𝑎𝑐𝑡𝑜𝑟 × 24 ℎ
𝐾𝑐𝑎𝑙
𝑄𝑙𝑢𝑐𝑒𝑠 = 𝑊𝑎𝑡𝑡𝑠 × 0, 86 × 24 ℎ𝑠 × 1,25
ℎ𝑠
Para las personas el factor se obtiene de la tabla
Se supone que en la cámara trabajaran 2 personas.
Para las luces 0,86 es el factor para transformar Watts en Kcal/h y 1,25 es el 25%
adicional del calor producido por el partidor de tubo. Considerando que en la misma se
instalarán luces LED s de 35 W aptas para cámaras frigoríficas (hasta -30°C), libre de
mercurio y de encendido inmediato, y que dentro de la cámara se requerirán dos de estos
artefactos.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 77
PULPA DE PALTA
𝐾𝑐𝑎𝑙
𝑄3 = 𝑄𝑝𝑒𝑟𝑠𝑜𝑛𝑎𝑠 + 𝑄𝑙𝑢𝑐𝑒𝑠 = 13.086 [ ]
24ℎ𝑠
El cálculo en función del motor no se tiene en cuenta porque el mismo es externo.
Carga térmica debida a la carga térmica del producto [Q4]
𝑚𝑎𝑠𝑎 × 𝐶𝑝 × ∆𝑇
𝑄𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑜 =
𝐹𝑟 × 𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑒𝑛𝑓𝑟𝑖𝑎𝑚𝑖𝑒𝑛𝑡𝑜
Datos de diseño para el almacenamiento de Aguacates
Condiciones
de diseño de Datos de enfriamiento Calor específico
Periodo Calor latente
cuarto calor
Tipo de máximo de estimado del Contenido Punto de
latente de
Almacenamiento almacenamien T de producto [°C] producto en Kcal/kg °C de agua % congelación
gr/ Kg de Factor de Fusión
T [°C] % H relativa to Tiempo [hs] Kcal/kg 24 hs
aire rapidez Antes de Después de
Inicial Final
congelar congelar
Corto 4,44 85 4,42 2,46
Largo 3,33 85 4,11 0,16
Iniciación de 10 días 26,7 3,89 22 0,67 0,91 0,49 75,55 94 -2,8
4,44 85 4,32 12,22
enfriamiento
Acabado de
0,56 85 3,31 0,16
enfriamientos
𝐾𝑐𝑎𝑙
𝑄4 = 4.647,11 [ ]
24ℎ𝑠
Carga térmica total [QT]
𝐾𝑐𝑎𝑙
𝑄𝑇 = 28.219,52 [ ]
24ℎ𝑠
A la carga térmica calculada se le agrega un factor de seguridad de 5%, siendo la carga
térmica total de la cámara de refrigeración:
𝐾𝑐𝑎𝑙
𝑄𝑇𝑜𝑡𝑎𝑙 = 29.630,50 [ ]
24ℎ𝑠
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 78
PULPA DE PALTA
4.3.2.8.1.3.4. Selección del equipo de refrigeración
La adopción del equipo de refrigeración de la cámara se realiza utilizando un software
proporcionado por el fabricante, en el cual ingresando los datos del producto y de la cámara
sugiere el equipo apto para la misma y sus referencias.
Así el equipo seleccionado es Unidad evaporadora industrial tipo cubo MSH-NF 4048
Figura 13. Selección del equipo de refrigeración con software de fabricante
4.3.2.8.2. Cámara frigorífica
4.3.2.8.2.1. Requerimiento del proceso
La Pulpa de Palta es un alimento perecedero que debe ser conservado a muy bajas
temperaturas (– 18°C) pudiendo de este modo extenderse el tiempo útil del mismo. Una vez
finalizado el proceso de producción de la Pulpa esta es envasada en sachet de 1kg y 3 kg, que
se acomodan dentro de bandejas plásticas en pallets; y almacenan en cámara frigorífica hasta
su distribución y venta.
4.3.2.8.2.2. Capacidad de la cámara frigorífica
Al igual que en para la cámara de refrigeración, la capacidad de este bloque esta
definida por la cantidad de producto que va ha conservar, lo cual se detalla en 4.5 Sistema de
Gestión de producción previsto.
Para simplificar el diseño se estima conservar el volumen correspondiente a 4 (cuatro)
días de producción cuando la planta haya alcanzado el 50% de su capacidad, esto es al cuarto
año de producción, siendo este volumen de 50 toneladas.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 79
PULPA DE PALTA
4.3.2.8.2.3. Cálculos del diseño
4.3.2.8.2.3.1. Datos de referencia
Unidades de Envasado
Sachet Hass Torres
1 kg 37.500 12.500
3 kg 12.500 4.167
Caja de Distribución
Medidas [m] Largo Ancho Alto
Exterior 0,430 0,430 0,105
Interior 0,400 0,400 0,095
Volumen interior 0,015 m3
Volumen exterior 0,019 m3
Área de la base interior 0,16 m2
Área de la base exterior 0,1849 m2
Altura de apilado 0,081 m
Para la aislación y construcción de la cámara de refrigeración se plantea utilizar el
mismo tipo de material que en el caso de la cámara de refrigeración.
4.3.2.8.2.3.2. Dimensionamiento de la cámara frigorífica
Número de bandejas a almacenar: para este cálculo se considera que los sachet pueden
apilarse hasta en 3 niveles por bandeja, entrando por cada una 12 y 3 unidades, según sean de
1kg o 3kg respectivamente.
𝑆𝑎𝑐ℎ𝑒𝑡 𝑑𝑒 𝑋𝑘𝑔
𝑁°𝑑𝑒 𝑏𝑎𝑛𝑑𝑒𝑗𝑎𝑠 = ∑ = 4.861
𝑆𝑎𝑐ℎ𝑒𝑡⁄𝐵𝑎𝑛𝑑𝑒𝑗𝑎
Las bandejas son acomodadas en pallet, entrando en cada uno hasta 40 bandejas
(estando 10 en altura) y requiriéndose entonces 122 pallet que se dispondrán en estanterías de
un nivel, pudiendo alcanzar los mismos una altura máxima de 2,10 m.
𝑁° 𝑑𝑒 𝑝𝑎𝑙𝑙𝑒𝑡
𝑁°𝑑𝑒 𝑝𝑎𝑙𝑙𝑒𝑡 = 𝐴𝑙𝑡𝑢𝑟𝑎 𝑑𝑒 𝑏𝑎𝑛𝑑𝑒𝑗𝑎𝑠 𝑎𝑝𝑖𝑙𝑎𝑑𝑎𝑠 × Á𝑟𝑒𝑎 𝑑𝑒 𝑙𝑎 𝑏𝑎𝑠𝑒 𝑑𝑒𝑙 𝑝𝑎𝑙𝑙𝑒𝑡 ×
2
Al volumen de pallet calculado se le incrementa un 50% (cincuenta por ciento) a modo
de consideración de los espacios para la circulación libre y de aire. En este caso el incremento
de volumen se considera superior porque los pallet deben moverse con montacargas y estos
equipos requieren de un mayor espacio de desplazamiento. Este nuevo volumen va a ser el
volumen requerido para la cámara frigorífica.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 80
PULPA DE PALTA
𝑉𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝑙𝑎 𝑐á𝑚𝑎𝑟𝑎 = 150% × 𝑉𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝑝𝑎𝑙𝑙𝑒𝑡
Nuevamente se adopta que la altura de la cámara en 3,5 metros a partir de catálogos de
fabricantes.
𝑉𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝑙𝑎 𝑐á𝑚𝑎𝑟𝑎 = 𝑎𝑙𝑡𝑢𝑟𝑎 (ℎ) × 𝑙𝑜𝑛𝑔𝑖𝑡𝑢𝑑 (𝑙) × 𝑎𝑛𝑐ℎ𝑜 (𝑎)
Y considerando arbitrariamente que el ancho de la cámara es la mitad de la longitud,
se calcular cada uno de los parámetros.
2 × 𝑣𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝑙𝑎 𝑐á𝑚𝑎𝑟𝑎
𝑙= √
𝑎
Tomando como base para el cálculo los frutos de calibre 18 y adoptando para los
paneles espesor de 0,15 m, los resultados encontrados son:
Dimensiones de la cámara
Externa Interna
Altura 3,5 m 3,2 m
Ancho 4,5 m 4,2 m
Longitud 8,8 m 8,5 m
Área 172,7 m^2 153,1 m^2
4.3.2.8.2.3.3. Cargas térmicas en la cámara
Pérdida de calor a través de las paredes [Q1]
𝐾𝑐𝑎𝑙
𝑄1 = 𝑉𝑎𝑙𝑜𝑟 𝑑𝑒 𝑡𝑎𝑏𝑙𝑎 × á𝑟𝑒𝑎 𝑑𝑒 𝑙𝑎 𝑐á𝑚𝑎𝑟𝑎 [ 2 ]
𝑚 24ℎ𝑠
Este primer cálculo requiere conocer la diferencia de temperatura existente entre el
ambiente y la cámara (-18°C). En el mismo se considera la temperatura media de Tucumán
(26°C) y un adicional de 3°C por exposición de las paredes de la cámara al sol.
Entonces la diferencia de temperatura es de 47 °C.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 81
PULPA DE PALTA
Interpolando en la tabla se tiene para 47°C: 169 Kcla/m2 24 hs
𝐾𝑐𝑎𝑙
𝑄1 = 2.078,02 [ ]
24ℎ𝑠
Carga térmica debida a la renovación del aire [Q2]
𝑄2 = 𝑉𝑜𝑙. 𝑑𝑒 𝑙𝑎 𝑐á𝑚𝑎𝑟𝑎 × 𝑛° 𝑑𝑒 𝑟𝑒𝑛𝑜𝑣𝑎𝑐𝑖𝑜𝑛𝑒𝑠 × 𝑐𝑎𝑟𝑔𝑎 𝑡é𝑟𝑚𝑖𝑐𝑎 𝑑𝑒𝑙 𝑎𝑖𝑟𝑒
𝐾𝑐𝑎𝑙
× 𝑐𝑜𝑒𝑓. 𝑑𝑒 𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑐𝑜𝑛𝑠𝑒𝑟𝑣𝑎𝑐𝑖ó𝑛 [ 2 ]
𝑚 24ℎ𝑠
Coeficientes de tiempo de conservación:
Prolongada 0,6
Normal 1
Breve 2
Calorías por m3, retiradas al enfriar a condiciones de almacenamiento inferiores a -
1,1°C
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 82
PULPA DE PALTA
Interpolando para la temperatura de la cámara (-18 °C) se tienen 26 calorías/m3.
Interpolando para el volumen de la cámara (114.844 l) se tienen 6,2 cambios en 24 hs.
Finalmente
𝐾𝑐𝑎𝑙
𝑄2 = 18,26 [ ]
24ℎ𝑠
Carga térmica debida a personas, luces y motores [Q3]
𝑄𝑝𝑒𝑟𝑠𝑜𝑛𝑎 = 𝑁° 𝑑𝑒 𝑝𝑒𝑟𝑠𝑜𝑛𝑎𝑠 × 𝐹𝑎𝑐𝑡𝑜𝑟 × 24 ℎ
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 83
PULPA DE PALTA
𝐾𝑐𝑎𝑙
𝑄𝑙𝑢𝑐𝑒𝑠 = 𝑊𝑎𝑡𝑡𝑠 × 0, 86 × 24 ℎ𝑠 × 1,25
ℎ𝑠
Para las personas el factor se obtiene de la tabla
Se supone que en la cámara trabajaran 6 personas.
Para las luces 0,86 es el factor para transformar Watts en Kcal/h y 1,25 es el 25%
adicional del calor producido por el partidor de tubo. Considerando que en la misma se
instalarán luces LED s de 35 W aptas para cámaras frigoríficas (hasta -30°C), libre de
mercurio y de encendido inmediato, y que dentro de la cámara se requerirán ocho de estos
artefactos.
𝐾𝑐𝑎𝑙
𝑄3 = 𝑄𝑝𝑒𝑟𝑠𝑜𝑛𝑎𝑠 + 𝑄𝑙𝑢𝑐𝑒𝑠 = 54.456 [ ]
24ℎ𝑠
El cálculo en función del motor no se tiene en cuenta porque el mismo es externo.
Carga térmica debida a la carga térmica del producto [Q4]
𝑚𝑎𝑠𝑎 × 𝐶𝑝 × ∆𝑇
𝑄𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑜 =
𝐹𝑟 × 𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑒𝑛𝑓𝑟𝑖𝑎𝑚𝑖𝑒𝑛𝑡𝑜
Datos de diseño para el almacenamiento de Aguacates
Condiciones
de diseño de Datos de enfriamiento Calor específico
Periodo Calor latente
cuarto calor
Tipo de máximo de estimado del Contenido Punto de
latente de
Almacenamiento almacenamien T de producto [°C] producto en Kcal/kg °C de agua % congelación
gr/ Kg de Factor de Fusión
T [°C] % H relativa to Tiempo [hs] Kcal/kg 24 hs
aire rapidez Antes de Después de
Inicial Final
congelar congelar
Corto 4,44 85 4,42 2,46
Largo 3,33 85 4,11 0,16
Iniciación de 10 días 26,7 3,89 22 0,67 0,91 0,49 75,55 94 -2,8
4,44 85 4,32 12,22
enfriamiento
Acabado de
0,56 85 3,31 0,16
enfriamientos
Donde la diferencia de temperatura está dada ahora por la temperatura de ingreso del
producto y la de la cámara, 43 °C.
𝐾𝑐𝑎𝑙
𝑄4 = 71.472,18 [ ]
24ℎ𝑠
Carga térmica total [QT]
𝐾𝑐𝑎𝑙
𝑄𝑇 = 127.430,69 [ ]
24ℎ𝑠
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 84
PULPA DE PALTA
A la carga térmica calculada se le agrega un factor de seguridad de 5%, siendo la carga
térmica total de la cámara de refrigeración:
𝐾𝑐𝑎𝑙
𝑄𝑇𝑜𝑡𝑎𝑙 = 133.802,23 [ ]
24ℎ𝑠
4.3.2.8.1.3.4. Selección del equipo de refrigeración
La adopción del equipo de refrigeración de la cámara se realiza nuevamente utilizando
el software proporcionado por el fabricante, en el cual ingresando los datos del producto y de
la cámara sugiere el equipo apto para la misma y sus referencias.
Así el equipo seleccionado es Unidad evaporadora BJH-NF 6960
Figura 14. Selección del equipo de refrigeración con software de fabricante
4.3.3.1. Cálculo y adopción de equipos para movimiento de fluidos
4.3.3.1.1. Metodología de cálculo
Se utilizan dos bombas de cavidad progresiva para realizar el transporte de la pasta de
palta entre las distintas etapas del proceso.
La primera bomba se utiliza para transportar el producto desde la despulpadora hasta
el intercambiador de calor, mientras que la segunda transporta la pasta de palta desde el
intercambiador de calor hasta la envasadora.
Procedimiento de diseño
Los pasos que se llevaron a cabo para calcular y analizar las variables de diseño de las
bombas requeridas por el proceso son los siguientes:
1. Datos de la instalación.
2. Datos de la bomba.
3. Cálculo teórico del caudal.
4. Cálculo de presión sobre la bomba.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 85
PULPA DE PALTA
5. Cálculo de la potencia consumida.
6. Cálculo de torques.
1. Datos de la instalación
Consiste en especificar las siguientes características:
Caudal requerido.
Datos reológicos del fluido a transportar.
Diferencias de altura entre los puntos de succión y descarga.
Diferencia de presiones entre los puntos de succión y descarga.
2. Datos de la bomba
Se debe detallar:
Marca.
Modelo.
Geometría.
Elastómero.
Excentricidad del rotor.
Paso del rotor.
Paso del estator.
Figura 15: Manual de Bombeo de Cavidades
3. Cálculo teórico del caudal
Se determina la constante volumétrica de la bomba según sus dimensiones.
La sección de cada cavidad generada es:
𝐴 = 4. 𝑑. 𝐸 [𝑐𝑚2 ]
La mínima longitud requerida por la bomba para crear un efecto de acción de bombeo
es un paso (un paso por estator), la bomba que se diseña es de una etapa. Cada longitud
adicional de paso da por resultado una etapa más.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 86
PULPA DE PALTA
El desplazamiento de la bomba, es el volumen producido por cada vuelta de rotor (es
función del área y de la longitud de la etapa).
𝑉 = 𝐴. 𝑃𝑒 [𝑚3 ]
En tanto, el caudal es directamente proporcional al desplazamiento y a la velocidad de
rotación N.
3
𝑄 = 𝑉. 𝑁 [𝑚 ⁄𝑚𝑖𝑛]
𝟑
1 𝑚𝑖𝑛 𝒎 ⁄𝒅
𝑪 = 𝑄 .1 . 1.440 [ ] → 𝑪𝒐𝒏𝒔𝒕𝒂𝒏𝒕𝒆 𝒗𝒐𝒍𝒖𝒎é𝒕𝒓𝒊𝒄𝒂
𝑚𝑖𝑛 𝑑í𝑎 𝑹𝑷𝑴
4. Cálculo de la sobre presión de la bomba (TDH)
La presión total sobre la impulsión dela bomba esta dada por los siguientes términos:
a) Pbdi: presión de boca de impulsión.
b) P. fricción: perdida de carga por fricción entre el tubo de conducción y varilla.
c) P. nivel: presión debido al líquido a elevar.
d) P. total: presión total.
a) Pbdi: presión de boca de impulsión
Corresponde a la presión en el punto de succión.
b) P. fricción: perdida de carga por fricción entre el tubo de conducción y varilla.
𝑃. 𝐹𝑟𝑖𝑐𝑐𝑖ó𝑛
= Longitud de la conducción . factor de pérdida de carga. viscosidad del fluído
El factor de pérdida de carga se determina gráficamente, utilizando como parámetros el
caudal [m3/d], el diámetro de la varilla [plg] y el diámetro interno del tubo de conducción
[plg].
c) P. nivel: debida al líquido a elevar.
𝑘𝑔
𝑃. 𝑁𝑖𝑣𝑒𝑙 = 𝑛𝑖𝑣𝑒𝑙 [𝑐𝑚]. 𝜌 [ ]
𝑐𝑚2
d) P. total: presión total
𝑷. 𝒕𝒐𝒕𝒂𝒍 = 𝑃𝑏𝑑𝑖 + 𝑃. 𝑓𝑟𝑖𝑐𝑐𝑖ó𝑛 + 𝑃. 𝑁𝑖𝑣𝑒𝑙 [𝑘𝑔 /𝑐𝑚2 ]
5. Cálculo de potencia consumida
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 87
PULPA DE PALTA
3 𝑘𝑔
𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 ℎ𝑖𝑑𝑟ú𝑙𝑖𝑐𝑎 [𝐻𝐻𝑝] = 𝐶𝑎𝑢𝑑𝑎𝑙 [𝑚 ⁄𝑑 ] . 𝑃. 𝑡𝑜𝑡𝑎𝑙 [ ⁄𝑐𝑚2 ]
𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑐𝑜𝑛𝑠𝑢𝑚𝑖𝑛𝑑𝑎 [𝐻𝑃] = 𝐻𝐻𝑃 /𝜂
𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑡𝑒ó𝑟𝑖𝑐𝑎
𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑒𝑛𝑒𝑟𝑔é𝑡𝑖𝑐𝑜[𝜂] =
𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑠𝑢𝑚𝑖𝑛𝑖𝑠𝑡𝑟𝑎𝑑𝑎
Para las bombas de cavidad progresiva el rendimiento energético se encuentra entre
0.6 y 0.7.
6. Cálculo del torque
Al transmitir la rotación al rotor desde superficie a través de las varillas de bombeo, la
potencia necesaria para desplazar el fluido genera un torque resistivo el cual tiene la siguiente
expresión:
𝐾. 𝐻𝑃
𝑇𝑜𝑟𝑞𝑢𝑒 = [𝑙𝑏. 𝑓𝑡] (1)
𝑅𝑃𝑀
La componente total de torque media en la boca de succión tiene las siguientes
componentes:
𝑇𝑜𝑟𝑞𝑢𝑒 𝑡𝑜𝑡𝑎𝑙 = 𝑇𝑜𝑟𝑞𝑢𝑒 ℎ𝑖𝑑𝑟á𝑢𝑙𝑖𝑐𝑜 + 𝑇𝑜𝑟𝑞𝑢𝑒 𝑑𝑒 𝑓𝑟𝑖𝑐𝑐𝑖ó𝑛 + 𝑇𝑜𝑟𝑞𝑢𝑒 𝑟𝑒𝑠𝑖𝑠𝑡𝑖𝑣𝑜
Para nuestro caso solo se considera el torque hidráulico porque es el que más
incidencia tiene (en general este torque representa el 70% del torque total]. El cual se calcula
con la expresión (1).
La constante K tiene un valor habitual de 5252 [lb.ft]
4.3.3.1.1.1. Resumen de cálculos- Resultados
4.3.3.1.1.1.1. Bomba: despulpadora – intercambiador de calor
Potencia requerida
Ecuación de diseño Parámetros Valores Unidades
Caudal 265,31 m3/d
3
𝑚 𝑘𝑔 P. total 4,18 kg/cm2
𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 ℎ𝑖𝑟á𝑢𝑙𝑖𝑐𝑎 [𝐻𝐻𝑃] = 𝐶𝑎𝑢𝑑𝑎𝑙 [ ] . 𝑃, 𝑡𝑜𝑡𝑎𝑙 [ 2 ] . 0,0014
𝑑 𝑐𝑚 cte. 0,0014
HHP 1,55
Ecuación de diseño Parámetros Valores Unidades
HHP 1,55
𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑐𝑜𝑛𝑠𝑢𝑚𝑖𝑑𝑎[𝐻𝑃] = 𝐻𝐻𝑃/𝜂
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 88
PULPA DE PALTA
ɳ 0,60
P. consumida 2,59 HP
Cálculo del torque
Ecuación de diseño Parámetros Valores Unidades
K 5252,00 lb ft
𝐾. 𝐻𝑃 HP 2,59 HP
𝑇𝑜𝑟𝑞𝑢𝑒 =
𝑅𝑃𝑀 RPM 1057,78 RPM
Torque 12,85 lb ft
Torque 17,33 N.m
4.3.3.1.1.1.2. Bomba: intercambiador de calor- envasadora
Potencia requerida
Ecuación de diseño Parámetros Valores Unidades
Caudal 262,55 m3/d
𝑚3 𝑘𝑔 P. total 4,72 kg/cm2
𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 ℎ𝑖𝑟á𝑢𝑙𝑖𝑐𝑎 [𝐻𝐻𝑃] = 𝐶𝑎𝑢𝑑𝑎𝑙 [ ] . 𝑃, 𝑡𝑜𝑡𝑎𝑙 [ 2 ] . 0,0014
𝑑 𝑐𝑚 cte. 0,0014
HHP 1,74
Ecuación de diseño Parámetros Valores Unidades
HHP 1,74
𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑐𝑜𝑛𝑠𝑢𝑚𝑖𝑑𝑎[𝐻𝑃] = 𝐻𝐻𝑃/𝜂 ɳ 0,60
P. consumida 2,89 HP
Cálculo del torque
Ecuación de diseño Parámetros Valores Unidades
K 5.252,00 lb ft
𝐾. 𝐻𝑃 HP 2,89 HP
𝑇𝑜𝑟𝑞𝑢𝑒 =
𝑅𝑃𝑀 RPM 1.057,78 RPM
Torque 14,36 lb ft
Torque 19,37 N.m
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 89
PULPA DE PALTA
4.3.3.1.2. Adopción de equipos
4.3.3.1.2.1. Bomba: despulpadora – intercambiador de calor
Se selecciona una bomba de desplazamiento positivo de la marca PCM Moineau serie
GVA presenta las siguientes ventajas:
- Facilidad de limpieza: ausencia de puntos de retención, línea de árbol
simplificada, tubería de CIP, tubo excéntrico.
- Respeto de la textura y la viscosidad de los productos vehiculados, lo cual es
esencial para el transporte de la Pulpa de Palta, evitando los daños en la emulsión que puedan
afectar la calidad del producto final.
- La bomba se compone de un rotor y un estator, ambos helicoidales, siendo el
rotor de acero inoxidable AISI 316 L y el estator está vulcanizado en un elastómero resistente
a la abrasión.
- Tolva grande que permite una mejor alimentación del tornillo de cebado.
La bomba seleccionada corresponde al modelo 25GVA6 VAR.
Figura 16: Bomba Moineau serie GVA
Características de servicio
- Caudal máximo: 4 m3/h.
- Presión máxima: 6 bar.
- Temperatura máxima en servicio continuo: 90 °C.
- Temperatura de esterilización en parada: 140 °C.
Características técnicas
- Motor eléctrico.
- Especificaciones técnicas de energía:380/415V 3 fases; 220/240V 1 fase;
50hz/60hz
- Potencia del motor: 3Kw
- Posición de instalación: horizontal.
- Conexiones:
DN150 PN
ISO ASA
16 150
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 90
PULPA DE PALTA
- Dimensiones [mm]
Tolva: 500 (Q) x 275 mm (R) = 8 x 20 (S) = 2 x 250
A B C E G Z Z1 D Peso [kg]
842 566 1658 514 1230 305 150 2185 262
Figura 17: Croquis bomba
4.3.3.1.2.2. Bomba: intercambiador de calor- envasadora
Se selecciona una bomba de desplazamiento positivo de la marca Moineau serie H,
que presenta las siguientes ventajas:
- Facilidad de limpieza: ausencia de puntos de retención, línea de árbol
simplificada, tubería de CIP, tubo excéntrico.
- Respeto de la textura y la viscosidad de los productos vehiculados, lo cual es
esencial para el transporte de la Pulpa de Palta, evitando los daños en la emulsión que puedan
afectar la calidad del producto final.
- La bomba se compone de un rotor y un estator, ambos helicoidales, siendo el
rotor de acero inoxidable AISI 316 L y el estator está vulcanizado en un elastómero resistente
a la abrasión.
La bomba seleccionada corresponde al modelo 13 H 6.
Figura 18: Bomba Moineau serie H
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 91
PULPA DE PALTA
Características de servicio
- Caudal máximo: 4 m3/h.
- Presión máxima: 6 bar.
- Temperatura máxima en servicio continuo: 90 °C.
- Temperatura de esterilización en parada: 140 °C.
Características técnicas
- Motor eléctrico.
- Especificaciones técnicas de energía:380/415V 3 fases; 220/240V 1 fase;
50hz/60hz
- Potencia del motor: 3Kw
- Posición de instalación: horizontal.
- Conexiones:
SMS DIN CLAMP
DN1/DN2 DN3 DN1/DN2 DN3 DN1/DN2 DN3
63,5 51 65 50 63 51
- Dimensiones [mm]
A B C D E F G H I J K L Z Peso [kg]
100 496 435 30 40 180 220 112 112 85 946 1111 130 24
Figura 19: Croquis bomba
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 92
PULPA DE PALTA
4.3.3.2. Cálculo y adopción de cañería para movimiento de fluidos
4.3.3.2.1. Metodología de cálculo
En función del caudal y la velocidad de transporte del producto dentro del equipo, se
calcula el diámetro requerido para la cañería de transporte empleando la ecuación:
𝜋 4. 𝑄
𝑄 = 𝑢𝑝 . 𝐴 = 𝑢𝑝 . . 𝐷𝑖𝑛𝑡 2 ⟹ 𝐷𝑖𝑛𝑡 = √
4 𝜋. 𝑢𝑝
En función del diámetro interno calculado y el número de cédula adoptado se adopta la
cañería a emplear. Teniendo en cuenta las dimensiones de esta última se recalcula la
velocidad de transporte de producto para verificar que se cumplan con las demandas de los
equipos.
Para el diseño se toma como velocidad de succión la velocidad de circulación del
producto dentro del intercambiador de calor, siendo la velocidad de descarga el doble de la
misma.
4.3.3.2.1.2. Resumen de cálculos
4.3.3.2.1.2.1. Cañería correspondiente a la bomba: despulpadora – intercambiador de
calor
Cálculo
Velocidad 0,10 m/s Aint 1,07E-02 m
Caudal 4 m3/h Dint 0,12 m
Caudal 1,11E-03 m3/s Dint 11,66 cm
Dint 4,59 plg
Adopción de la tubería de descarga
Tamaño nominal de Dint Espeso Dext Dint Dext Aint
N°Cédula
tubos de acero [plg] r [plg] [plg] [m] [m] [m2]
4 40 4,026 0,237 4,500 0,102 0,114 8,2E-03
Velocidad succión 0,14 m/s
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 93
PULPA DE PALTA
4.3.3.2.1.2.2. Cañería correspondiente a la bomba: intercambiador de calor– envasadora
Cálculo
Velocidad 0,10 m/s
Aint 1,07E-02 m
Caudal 4 m3/h Dint 0,12 m
Caudal 1,11E-03 m3/s Dint 11,66 cm
Dint 4,59 plg
Adopción de la tubería de succión
Tamaño nominal de Dint Espeso Dext Dint Dext Aint
N°Cédula
tubos de acero [plg] r [plg] [plg] [m] [m] [m2]
4 40 4,026 0,237 4,500 0,102 0,114 8,2E-03
Velocidad succión 0,14 m/s
Línea de descarga:
Velocidad 0,27 m/s Cálculo
Aint 4,11E-03 m
Caudal 4 m3/h
Dint 0,07 m
Caudal 1,11E-03 m3/s Dint 7,23 cm
Dint 2,85 plg
Adopción de la tubería de descarga
Tamaño nominal de Dint Espeso Dext Dint Dext Aint
N°Cédula
tubos de acero [plg] r [plg] [plg] [m] [m] [m2]
3 40 3,068 0,216 3,500 0,078 0,089 4,77E-
03
Velocidad succión 0,23 m/s
4.3.3.2.1.3. Cañerías seleccionadas
Diámetro nominal [plg]
Cañerías Bombas Material Schedule
Línea de succión Línea de descarga
C-B-I B-I Acero inoxidable 4 40 ST
C-B-I B-II Acero inoxidable 4 3 40 ST
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 94
PULPA DE PALTA
4.3.4. Cálculo y adopción de equipos de transporte
4.3.4.1 Carros Pianette
Estos equipos de transporte se seleccionan para facilitar el manipuleo de las cajas que
contienen la materia prima.
Características constructivas
Figura 20: Carros Pianette
4.3.4.2. Autoelevador Eléctrico FB
Los autoelevadores permitirán acomodar y distribuir los palets de productos dentro de
la cámara frigorífica de forma rápida y ordenada.
Para esta tarea es esencial el uso de este tipo de equipo debido a la baja temperatura a
la cual se encuentra la cámara, además los motores de estos no levantan mucha temperatura.
Figura 21: Autoelevador eléctrico FB
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 95
PULPA DE PALTA
4.3.5. Programa de limpieza y desinfección
Para mantener el orden y limpieza de toda la planta industrial, se emplea un programa
de limpieza el cual distingue dos zonas principales: la zona de producción y la zona externa,
en ésta última se incluyen los patios externos, las oficinas comerciales y todas aquellas
dependencias que no estén relacionadas directamente con la producción.
Para la zona de producción se implementa un plan de limpieza y desinfección que
coadyuve con las buenas prácticas del personal de producción a reducir al mínimo el peligro
de contaminación con el fin de asegurar la calidad y garantizar la inocuidad del producto.
El sistema de limpieza y desinfección se desarrolla al inicio y al final de cada jornada
de producción e incluye todas las instalaciones, maquinaria, equipos, materiales y utensilios
que se empleen en el proceso.
La limpieza de suelos, paredes, mesas y superficies de manipulación general se hará
con agua caliente y detergentes autorizados, eliminándolos con abundante agua y dejando que
sequen al aire.
Con respecto a los pisos, techos y paredes, se los lava con una solución de detergente,
restriega con una escobilla para luego enjuagarlos con abundante agua potable, secar y
desinfectar.
La cinta transportadora en la cual se efectúa el corte y descarozado de la palta así
como los utensilios empleados se limpia y desinfectan al inicio y al final del turno.
Los cepillos, paños e implementos utilizados para la limpieza serán lavados y
desinfectados periódicamente. Así mismo para evitar contaminación, no se deben utilizar los
mismos implementos de limpieza para todas las zonas o equipos. Para esto la planta contará
con un depósito de limpieza y máquinas de lavado.
Los equipos: despulpadora, intercambiado de calor y envasadora, así como las
cañerías de transporte del producto entre cada equipo se someten al limpieza y desinfección
empleando el sistema de limpieza in situ “Clean in place” – CIP-.
En cuanto a la zona externa, la limpieza se efectúa al inicio y final de cada jornada.
4.3.5.1. Sistema de limpieza clean in place – CIP-
Éste método constituye un sistema de limpieza automática que se caracteriza porque se
realiza de manera automática a través de un circuito cerrado, su ventaja es la eliminación del
desarmado de piezas del equipo o estructura.
El sistema de lavado CIP consiste básicamente en un conjunto de tanques, bombas y
equipos adicionales que hacen circular un fluido a través de los equipos y cañerías utilizados
en procesos de producción para su limpieza.
Una vez vaciados los equipos y cañerías utilizados comienza el lavado utilizando los
equipos CIP , el cual hace circular una mezcla de fluidos para remover los depósitos de
componentes orgánicos propios del proceso como restos orgánicos que son base nutricional
para el crecimiento bacteriológico y precursores de biocorrosión.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 96
PULPA DE PALTA
Conjuntamente con lo anterior, mediante este sistema CIP, se realiza una higienización
final con ácido peracético, que permite asegurar que los equipos queden libres de gérmenes y
disponibles para ser utilizados nuevamente.
4.3.5.2. Programa de lavado
Se emplea un sistema de lavado por pulsos, este programa de lavado consiste, en
realizar los lavados por pulsos, es decir, lavar por cortos períodos secuenciales, lo que tiene
una serie de ventajas tales como:
Eficiencia del lavado
Ahorro de agua y energía
Mejoramiento en la calidad del trabajo
Costos de lavado más bajos
Este lavado tiene las siguientes etapas:
Pre enjuague, frío o caliente, con agua recuperada del último enjuague, con el
siguiente programa de pulsos:
Etapa Tiempo [min]
1°Pulso 1
1°Reposo 2
2°Pulso 1
2°Reposo 2
3°Pulso 1
3°Reposo 2
Tabla de Programa de pulsos
Etapa N°1: Enjuague con agua recuperada del primer lavado.
Etapa N°2: Lavado con solución alcalina de hidróxido de sodio, Na(OH), entre
1,0%-1,5% a una temperatura de 60-70 ºC. Periodo de lavado de 3 minutos con ciclos de
reposo de 3 minutos, con una operación cíclica de 5 veces.
Etapa N° 3: Enjuague con agua caliente, igual a programas de pulsos pre
enjuague del cuadro nº1.
Etapa N° 4: Lavado con ácido nítrico al 1% , Periodo de lavado de 3 minutos
con ciclos de reposo de 3 minutos, con una operación cíclica de 5 veces.
Etapa N° 5: Enjuague con agua caliente.
Etapa N°6: Enjuague final periodo de lavado de 3 minutos con ciclos de reposo
de 3 minutos, con una operación cíclica de 5 veces; en este ciclo se inyectará a la línea ácido
peracético al 0,6%, que es un agente sanitizante.
Considerando que, para el funcionamiento del sistema se requiere calentar la solución
de soda, se ha definido incorporar un intercambiador al estanque de hidróxido de sodio, el que
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 97
PULPA DE PALTA
utiliza como medio de calentamiento el vapor proveniente de la central térmica de la planta,
que se encuentra colindante con la ubicación de la central CIP que se está diseñando. Para el
caso del agua caliente, ésta se obtendrá de un termotanque situado en la zona de servicios
auxiliares.
El agua empleada para los enjuagues posteriores a los pasos de las soluciones alcalina
y ácida y el enjuague final son recirculados para emplearlos posteriormente como agua de
pre-lavado.
Las soluciones ácidas y alcalinas son recirculadas y tratadas empleando un filtro de
recuperación para reutilizarlas.
El agua de pre-enjugue se retira como efluente del proceso.
4.3.5.3. Cálculo y diseño del sistema CIP
4.3.5.3.1. Cálculo y diseño de los tanques
Para este proyecto se ha contemplado contar con cuatro tanques independientes, para
solución básica (hidróxido de sodio), solución ácida (ácido nítrico), de agua y un para
higienización (ácido peracético).
Figura22: Tanques CIP
Cálculo volumen mínimo requerido para los tanques
Para el cálculo de los tanques, se consideran los requerimientos de los equipos,
conjuntamente con los cálculos de capacidades necesarios para el correcto funcionamiento del
sistema, en consecuencia, para la definición del volumen de los tanques de la central CIP, se
debe considerar un volumen mínimo de funcionamiento y que los volúmenes de trabajo se
moverán entre los 60% y 100% de la capacidad total de estos estanques.
En consecuencia, el volumen de estos tanques será:
Volumen mínimo de funcionamiento (Vminf): se debe para mantener un pie mínimo en
el tanque ante cualquier necesidad que se requiera, se considera el volumen de los equipos a
lavar.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 98
PULPA DE PALTA
Volumen para las cañerías (Vc): entre las líneas de alimentación y retorno, que
corresponde a la distancia que debe recorrer el fluido.
Volumen de operación (Vop): depende del programa de lavado empleado.
𝑉𝑚𝑖𝑛 = 𝑉𝑚𝑖𝑛𝑓 + 𝑉𝑐 + 𝑉𝑜𝑝
𝑉𝑐 = 𝑙𝑜𝑛𝑔𝑖𝑡𝑢𝑑 𝑐𝑎ñ𝑒𝑟í𝑎 . 𝑆𝑒𝑐𝑐𝑖ó𝑛𝑐𝑎ñ𝑒𝑟í𝑎
𝑉𝑐 = 𝑣𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑𝑓𝑙𝑢í𝑑𝑜 . 𝑆𝑒𝑐𝑐𝑖ó𝑛𝑐𝑎ñ𝑒𝑟í𝑎 . 𝑡𝑜𝑝𝑒𝑟𝑎𝑐𝑖ó𝑛
Para que la limpieza sea eficiente se debe lograr una acción mecánica que permita el
desprendimiento de la suciedad y evite su re deposición. La acción mecánica del sistema,
depende de la velocidad de circulación dentro de tuberías.
Se establece una velocidad lineal aceptada para la solución limpiadora para
proporcionar una acción mecánica apropiada (flujo turbulento) es de 1,5 m/s a 2,12 m/s.
Cálculo volumen útil requerido para los tanques
Considerando las condiciones de funcionamiento preestablecidas para el diseño de los
tanques CIP, en las condiciones más desfavorables, para lo cual el tanque debe tener un
volumen mínimo útil de 60%, con lo cual, éste debe tener un volumen total de:
𝑉𝑚𝑖𝑛
𝑉𝑡𝑘 =
0,6
Dimensionamiento de los tanques
Se emplean las siguientes relaciones:
- Ecuación de diseño:
𝜋
𝑉= . 𝐷2. 𝐻
4
- Consideraciones:
𝐻
Siendo: =2
𝐷
V: volumen del tanque.
D: diámetro del tanque.
H: altura del tanque.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 99
PULPA DE PALTA
Resumen cálculo-resultados:
Tanque Vmin [m3] Vtk [m3]
Hidróxido de sodio 7,16 11,93
Ácido nítrico 7,16 11,93
Agua 7,16 11,93
Ácido peracético 7,16 11,93
Hidróxido de Ácido
Tanque Ácido nítrico Agua
sodio peracético
Volumen [m3] 12 12 12 12
Diámetro [m] 2 2 2 2
Altura [m] 4 4 4 4
Los tanques se construyen con acero inoxidable AISI 316l, con espesores de 3mm para
el caso de los tanques con sustancias corrosivas.
4.3.5.3.2. Cálculo y selección bomba CIP de alimentación
Para la conducción de los diferentes fluidos hacia los equipos a lavar se han
contemplado bombas centrífugas de alta presión.
En el caso de retorno, se emplean bombas especialmente diseñadas para los sistemas
CIP, ya que el líquido bombeado puede tener aire.
Dado que los requerimientos y los volúmenes de los distintos tanques son iguales se
emplea una única bomba de circulación y otra de retorno accionadas por un actuador
automático.
Potencia de bombeo
Para el cálculo de la potencia de bombeo se utiliza la ecuación de Bernoulli de balance
de energía:
𝑃1 𝑢1 2 𝑃2 𝑢2 2
+ + 𝑍1 + 𝜂𝜔 = + + 𝑍2 + ℎ𝑓
𝛾 2. 𝑔 𝛾 2. 𝑔
𝑃 𝑃 𝑢 2 𝑢 2
( 𝛾2 − 𝛾1 ) + (2.2𝑔 − 2.1𝑔) + (𝑍2 − 𝑍1 ) + ℎ𝑓
𝜔=
𝜂
𝑃𝑜𝑡 = 𝑄. 𝜌. 𝑔. 𝜔
Características de la instalación:
Longitud de cañería sanitaria 2”:50m
Accesorios:
- 8 codos 90° sanitario 2”.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 100
PULPA DE PALTA
- 4 tee sanitaria 2”.
- 2 válvulas de bola con actuador 2”.
- 1 reducción sanitaria 3” a 2”
Altura tanque CIP: 4m.
Altura máxima de equipos: 2,5m.
Resumen cálculo-resultados:
305,64 Pa
Altura manométrica requerida 3,06 Bar
31,16 mca
Caudal requerido 15 m/h
Bomba seleccionada
Marca Alfa Laval
Serie Solidc C
Modelo SolidC-1 3600rpm
Voltaje del motor 230/460 V
Frecuencia del motor 60 Hz
Potencia del motor 7,5 Hp
Figura 23: Bomba Solidc C
4.3.5.3.3. Cálculo y selección bomba retorno
Para iniciar los cálculos de diseños del CIP se tomará como base el caudal de la bomba
de alimentación CIP.
Para la selección de esta bomba de retorno existen condiciones dadas por el fabricante
de bombas, tales como el modelo de ésta, conjuntamente con el caudal de retorno que debe
ser levemente inferior al caudal de la bomba de lavado. Para este caso, incluida las pérdidas,
se debe considerar un caudal de retorno equivalente a un 10% inferior al caudal de la bomba
de alimentación CIP.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 101
PULPA DE PALTA
Longitud de cañería sanitaria 2”:65m
Accesorios:
- 8 codos 90° sanitario 2”.
- 6 tee sanitaria 2”.
- 6 válvulas de bola con actuador 2”.
- 1 reducción sanitaria 3” a 2”
Altura tanque CIP: 4m.
Altura máxima de equipos: 2,5m.
Resumen cálculo-resultados:
318,71 Pa
Altura manométrica requerida 3,19 Bar
32,49 mca
Caudal requerido 13 m/h
Bomba seleccionada
Marca Q-Pumps
Serie SP
Modelo SP-215
Voltaje del motor 230/460 V
Frecuencia del motor 60 Hz
Potencia del motor 7,5 Hp
Figura 24: Bomba SP-serie
4.3.5.3.4. Cálculo y diseño del intercambiador de calor
Para el calentamiento de la solución de hidróxido de sodio se diseña un intercambiador
de calor de casco y tubo.
Para ello se tiene en cuenta las siguientes consideraciones:
- El flujo de fluidos es en contracorriente
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 102
PULPA DE PALTA
- Dado que la solución que se emplea es diluida se asume que presenta las
mismas características reológicas y térmicas que el agua a la temperatura de diseño.
Parámetros de diseño
Para calcular la superficie de transferencia de calor que se requiere se emplea la
ecuación:
𝑄 = 𝐴. 𝑈𝐷 . ∆𝑇𝑀𝐿
Siendo
∆𝑇𝑀𝐿 = 𝐷𝑖𝑓𝑒𝑟𝑒𝑛𝑐𝑖𝑎 𝑑𝑒 𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎𝑠 𝑚𝑒𝑑𝑖𝑎𝑠 𝑙𝑜𝑔𝑎𝑟í𝑡𝑚𝑖𝑐𝑎 [°𝐶]
(𝑇𝑣𝑒 − 𝑇𝑝𝑓 ) − (𝑇𝑣𝑠 − 𝑇𝑝𝑒 )
∆𝑇𝑀𝐿 =
(𝑇𝑣𝑒 − 𝑇𝑝𝑓 )
ln [ ]
(𝑇𝑣𝑠 − 𝑇𝑝𝑒 )
Tve = Temperatura de entrada del vapor [°C].
Tsf = Temperatura de salida de la solución [°C].
Tvs = Temperatura de salida del vapor [°C].
Tse= Temperatura de entrada de la solución [°C].
Dado que el contacto de los fluidos se realiza en contracorriente no es necesario
realizar correcciones sobre ∆𝑇𝑀𝐿 .
𝑊
𝑈𝐷 = 𝐶𝑜𝑒𝑓𝑖𝑐𝑖𝑒𝑛𝑡𝑒 𝑔𝑙𝑜𝑏𝑎𝑙 𝑑𝑒 𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟𝑛𝑐𝑖𝑎 𝑑𝑒 𝑐𝑎𝑙𝑜𝑟 [ ]
𝑚2 °𝐶
1
𝑈𝐷 =
1
𝑈0 + 𝑓
𝑊
𝑈𝑜 = 𝐶𝑜𝑒𝑓𝑖𝑐𝑖𝑒𝑛𝑡𝑒 𝑔𝑙𝑜𝑏𝑎𝑙 𝑑𝑒 𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟𝑒𝑛𝑐𝑖𝑎 𝑑𝑒 𝑐𝑎𝑙𝑜𝑟 "𝑙𝑖𝑚𝑝𝑖𝑜" [ ]
𝑚2 °𝐶
1
𝑈0 =
𝐷
𝐷𝑒𝑥𝑡 𝐷𝑒𝑥𝑡. ln( 𝐷𝑒𝑥𝑡 ) 1
𝑖𝑛𝑡
+ +
𝐷𝑖𝑛𝑡 ℎ𝑎 2. 𝑘𝑎𝑐𝑒𝑟𝑜 𝑖𝑛𝑜𝑥 ℎ𝑉𝑎𝑝.
Dex = Diámetro externo del tubo por el que circula la solución [m].
Dint=Diámetro interno del tubo por el que circula la solución [m].
𝑊
ha= Coeficiente de convección del lado de producto [𝑚2 °𝐶].
𝑊
Kacero inox= Conductividad térmica del acero inoxidable [𝑚°𝐶].
𝑊
ℎ𝑉𝑎𝑝 =Coeficiente de convección del lado del vapor [𝑚2 °𝐶].
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 103
PULPA DE PALTA
𝑚2 °𝐶
𝑓 = 𝑓𝑜𝑙𝑖𝑛𝑔 𝑜 𝑓𝑎𝑐𝑡𝑜𝑟 𝑑𝑒 𝑒𝑛𝑠𝑢𝑐𝑖𝑎𝑚𝑒𝑛𝑡𝑜 [ ]
𝑊
1
𝑓 = 0,01
𝑈0
Los coeficientes de convección empleados en el diseño fueron:
𝑊
ℎ𝑎 = 10.150
𝑚2 °𝐶
𝑊
ℎ𝑉𝑎𝑝 = 13.000 𝑚2 °𝐶
Correspondientes a valores extraídos del libro Flujo de Fluidos e Intercambio de Calor
–del autor Octave Levenspiel.
Resumen cálculo-resultados:
- Fluidos:
Solución circulación por tubos
Temperatura de entrada [°C] 25
Temperatura de salida [°C] 70
3
Caudal volumétrico [m /s] 4,05E-03
Vapor condensante-circulación por carcasa
Temperatura de entrada [°C] 100
Temperatura de salida [°C] 100
3
Caudal volumétrico [m /s] 0,05
Presión [bar] 1
- Diseño
Superficie de intercambiador de calor [m2] 5,32
Longitud del intercambiador de calor [m] 1,5
Diámetro externo del tubo [plg] 2
Número de tubos 10
Número de pasos 2
Número de cuerpos 1
Diámetro externo da la carcasa [plg] 8
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 104
PULPA DE PALTA
Figura 25: Intercambiador de calor de casco y tubos
4.3.5.3.5. Cálculo y adopción del termotanque
Resumen cálculo-resultados:
Caudal requerido [m3/s] 4,E-03
Caudal requerido [m3/h] 15
Caudal másico [kg/h] 0,015
Calor especifico [kcal/kg] 1
T entrada [°C] 25
T salida [°C] 70
Q [kcal/h] 0,70
Termotanque seleccionado
Como el sistema de limpieza es por pulsos, se toma como parámetro de diseño las
kcal/h que se requiere para el calentamiento del agua.
Se selecciona el siguiente equipo, perteneciente a la empresa Industrias Tecnológicas
Argentinas S.A.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 105
PULPA DE PALTA
Figura 26: Termotanque para calentamiento de agua
4.3.6. Instalaciones auxiliares
Los servicios auxiliares requeridos en la planta de producción de pulpa de palta se
detallan a continuación:
- Agua
- Vapor
- Energía eléctrica
- Combustible
- Tratamiento de efluentes
4.3.6.1 Provisión de agua
La planta industrial se abastece del agua requerida de la red de agua potable con la que
cuenta el parque industrial.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 106
PULPA DE PALTA
El abastecimiento de agua para el desempeño de las distintas actividades con sus
respectivas demandas de calidad y requerimientos específicos a satisfacer son:
4.3.6.1.1.1 Agua de proceso
Este tipo de agua es el que interviene específicamente en el proceso productivo. La
misma se utiliza en las etapas de limpieza y escalde de la fruta.
Consumo de agua de proceso [m3]
Etapa 1 AÑO 2 AÑO 3 AÑO 4 AÑO 5 AÑO 6 AÑO 7 AÑO 8 AÑO 9 AÑO 10 AÑO
Lavado 1.209,6 1.298,3 1387,008 1.477,7 1.566,4 1.657,2 1.745,9 1.836,6 1.925,3 2.016
Escalde 705,6 757,3 809,088 862,0 913,8 966,7 1.018,4 1.071,3 1.123,1 1.176
Total 1.915 2.056 2.196 2.340 2.480 2.624 2.764 2.908 3.048 3.192
Consumo de agua de proceso
3,500
3,000
2,500
2,000
m3
1,500
1,000
500
0
1 2 3 4 5 6 7 8 9 10
Años de prouducción
4.3.6.1.1.2 Agua de caldera
La misma se utiliza para la generación de vapor en la caldera utilizado para la
calefacción del primer cuerpo del intercambiador de calor y la chaqueta de calefacción del
equipo de escaldado.
El agua de alimentación de la caldera proviene de la red de agua potable y es tratada
previamente mediante agregado de aditivos, si así lo requiera.
El consumo de agua de la caldera se calcula teniendo en cuenta el vapor adicional que
se debe a producir para compensar pérdidas por condensación empleando la regla práctica3 de
producir un 3,4% de vapor adicional con respecto al necesario cada 100m de conducción.
Como el vapor que se utiliza es solamente de calefacción se recircula el condensado
para alimentar nuevamente la caldera, considerando que se debe reponer un 10% del agua por
pérdidas de conducción por cada recirculación y las purgas que debe realizarse para mantener
los sólidos disueltos totales dentro de los parámetros requeridos.
3
Proveniente del folleto “Distribución del vapor” de la empresa Sprirax Sarco. S.A.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 107
PULPA DE PALTA
El consumo de agua de caldera calculado teniendo estos parámetros, se puede resumir
en la siguiente tabla:
Consumo de agua de caldera [m3]
Consum 1 2 3 4 5 6 7 8 9 10
o por AÑO AÑO AÑO AÑO AÑO AÑO AÑO AÑO AÑO AÑO
Día 1,3 1,4 1,49 1,6 1,7 1,8 1,9 2,0 2,1 2,2
Año 218,9 234,9 250,96 267,4 283,4 299,8 315,9 332,3 348,4 365
Consumo de agua de caldera
400.0
350.0
300.0
250.0
m3
200.0
150.0
100.0
50.0
0.0
1 2 3 4 5 6 7 8 9 10
Años de producción
4.3.6.1.1.3 Agua de Limpieza
Este tipo de agua se utiliza para la limpieza de los equipos, que se efectúa una vez al
día. Se considera un consumo equivalente al 10% del volumen de los equipos además del
consumo del sistema CIP. El consumo total de agua de limpieza en el décimo año de
producción es de 37,67 m3 por día.
4.3.6.1.1.4 Agua de Consumo Humano
Este tipo de agua se adquiere de la red pública de agua potable que alimenta al parque
industrial.
El consumo de agua por parte del personal al se puede resumir en la siguiente tabla:
Consumo de agua del personal
Personal de la producción 672 m3/año
Personal Lab/Adm/Gral. 29,3 m3/año
Total 701,3 m3/año
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 108
PULPA DE PALTA
Se efectúa esta distinción entre “personal de producción” y “personal Lab/Adm/Gral.”
porque se considera que la demanda del primer grupo 100 l/día.persona, mientras que el
segundo es 20 l/día.persona, ya que el personal que se encuentra en contacto con el producto
debe mantener una limpieza rigurosa, conforme a lo establecido por las buenas prácticas de
manufactura.
4.3.6.1.1.5 Agua de Enfriamiento
Esta categoría engloba las necesidades debidas a la etapa de enfriamiento de la palta
posterior al escalde y como refrigerante en el segundo cuerpo del intercambiador.
La demanda se abastece utilizando agua de perforación tratada con el equipo de
enfriamiento descripto más adelante.
El consumo de agua de enfriamiento se calcula teniendo en cuenta un 5% de pérdidas
con respecto al volumen requerido y en el décimo año de producción representa un caudal de
25,51 m3/h.
4.3.6.1.1.6 Sistema de abastecimiento de agua del sistema de producción
Como la planta se abastece de agua de la red del parque industrial se plantea un tanque
cisterna para abastecer las demandas de agua producción/día para prever cualquier
inconveniente que se pueda ocasionar con el suministro.
Consumo de agua planta de proceso : 64,38 m3/día.
𝜋
Ecuación de diseño: 𝑉= . 𝐷2. 𝐻
4
𝐻
Consideraciones: =2
𝐷
Dimensiones Calculadas Adoptadas Unidades
Volumen 65 65 m3
Diámetro 3,5 5 m
Altura 6,9 3,3 m
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 109
PULPA DE PALTA
4.3.6.1.1.7 Sistema de recirculación de agua
Con el objeto de disminuir tanto el consumo de agua como el volumen de efluentes
generados por la planta se utiliza un sistema de recirculación de agua.
Este sistema se abastece del agua proveniente de las chaquetas de los equipos de
refrigeración y calefacción, así como del agua de proceso.
Debido a que tienen distintos grados de contaminación la recirculación se diagrama de
la siguiente manera:
Proveniente de Destinada a
Chaquetas de calentamientos Alimentación de la caldera
Chaquetas de enfriamiento
Agua de proceso. Con tratamiento previo si lo requiere
Agua de escalde
Agua de lavado Limpieza de patios externos
El agua a recircular se almacenará en distintos tanques desde los cuales se bombeará
según los requerimientos.
4.3.6.1.1.7.1. Dimensionamiento: tanque de reserva del agua de caldera
𝜋
Ecuación de diseño: 𝑉= . 𝐷2. 𝐻
4
𝐻
Consideraciones: =2
𝐷
Demanda de agua caldera - Vapor de caldera
3
1 m /h 2 m3/día 365 m3/año
Dimensiones Calculadas Adoptadas Unidades
Volumen 3 3 m3
Diámetro 1,2 1,5 m
Altura 2,5 2 m
4.3.6.1.1.7.2. Dimensionamiento: tanque para agua de recirculación a planta
𝜋
Ecuación de diseño: 𝑉= . 𝐷2. 𝐻
4
Consideraciones:
𝐻
=2
𝐷
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 110
PULPA DE PALTA
Dimensiones Calculadas Adoptadas Unidades
Volumen 32 32 m3
Diámetro 2,7 5 m
Altura 5,5 2 m
4.3.6.1.1.7.3. Dimensionamiento: tanque para agua de recirculación a para limpieza de
patios externos
𝜋
Ecuación de diseño: 𝑉= . 𝐷2. 𝐻
4
𝐻
Consideraciones: =2
𝐷
Dimensiones Calculadas Adoptadas Unidades
Volumen 0,1 0,1 m3
Diámetro 0,4 0,3 m
Altura 0,8 1 m
4.3.6.1.1.7.4. Análisis del consumo de agua y el sistema de recirculación
Consumo de agua
Consumo producción 64,38 m3/día
Consumo limpieza ext. 0,1 m3/día
Consumo personal 4,16 m3/día
Total 68,64 m3/día
Agua recirculada
Caldera 2 m3/h
Proceso 31,8 m3/h
Limpieza ext. 0,1 m3/día
Total 34 m3/día
Consumo neto: 34,60 /m3/día
Porcentaje de recirculación: 49,6 %
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 111
PULPA DE PALTA
4.3.6.1.1.7 Consumo neto de agua de la red
Como consecuencia del sistema de recirculación de agua, el consumo neto de agua de
la red es menor al expuesto anteriormente, como se expresa a continuación:
Consumo neto de agua de la red planta[m3]
1 AÑO 2 AÑO 3 AÑO 4 AÑO 5 AÑO 6 AÑO 7 AÑO 8 AÑO 9 AÑO 10 AÑO
3.431,3 3.958,5 3891,60 4.432,2 4.687,9 4.892,4 5.148,1 5.352,7 5.608,4 5.813,0
4.3.6.1.2 Instalaciones requeridas, cálculo, adopción y cañerías.
4.3.6.1.2.4 Equipo de frío
La cantidad requerida de agua de enfriamiento se calcula en base a la demanda
prevista para el décimo año de producción:
Agua de enfriamiento
Enfriadora por inmersión 7,00 m3/h
2° Cuerpo intercambiador 17,77 m3/h
Total - considerando 3% de perdidas- 25,51 m3/h
Se selecciona el equipo considerando los siguientes parámetros:
Volumen de agua requerida m3/h Potencia
26
frigorífica 765.410,99 Kcal/h 50,80 Kw
Volumen nominal de agua requerida 102 m3/h requerida
4.3.6.1.2.5 Equipo de frío seleccionado
Enfriadora de agua de la marca Bicold, serie de BI-ICE, modeloWBA-1053 Estos
equipos trabajan con el refrigerante R410A ecológico.
Figura 27. Enfriadora de agua
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 112
PULPA DE PALTA
Componentes :
- Estructura galvanizada y pintado color RAL7035
- Condensador de tubos de cobre y aletas de aluminio
- Evaporador de placas
- Compresores scroll
- Depósito de inercia
- Bomba circuito primario
Capacidad ventiladores dimensiones Hydronica Kit
datos
Total No de
P capacid sonor
P P nº de capacid L P A estánd diámetro
Model bomb ad de os
frigorífi absorbi ventilador ad de (mm (mm (mm ar conexion
o a tanque Lp(A)
ca (kW) da (kW) es aire ) ) ) bomba es
(kW) (Lt) -10mt
(m3/h) s
dB(A)
WBA- 2.76 1.15 1.93
52.7 16.5 1x500 25.600 1 0,75 200 47,1 2
1053 5 0 0
Figura 28: Croquis enfriadora de agua.
4.3.6.1.2.6 Almacenamiento del agua de enfriamiento
Se utilizan un tanque cilíndrico de 30 m3 de capacidad construido de acero inoxidable
AISI 304 y las dimensiones son las siguientes:
𝜋
Ecuación de diseño: 𝑉= . 𝐷2. 𝐻
4
𝐻
Consideraciones: =2
𝐷
Dimensiones Calculadas Adoptadas Unidades
Volumen 26 26 m3
Diámetro 2,5 5 m
Altura 5,1 1,5 m
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 113
PULPA DE PALTA
4.3.6.3 Provisión de agua desmineralizada para producción de vapor
Para tratar el agua de alimentación de caldera se emplea un equipo de desmineralización de
agua, ya que la planta se provee de agua potable, no se requiere un tratamiento tan intensivo.
La selección del equipo se basa en los requerimientos para el décimo año de producción que
corresponde a un caudal de 1,5 m3/h.
4.3.6.3.1 Módulo de desmineralización
Se selecciona un equipo de la empresa Erie Aquatenic-tratamiento de agua-, serie H-
OH modelo RO-I-05 que presenta las siguientes características:
Descripción: Montaje en bastidor.
Compuesto por:
- Columnas fabricadas en poliamida y liner interior. Alta resistencia a productos
químicos
- Batería de válvulas de diafragma.
- Caudalímetro de entrada en trogamid.
- Depósitos de regenerantes en polietileno lineal de media densidad.
- Cuadro de control.
- Compresor para pilotaje neumático de válvulas diafragma.
Caudal Depósito reg. Dimensiones AxBxC
Carga de Batería
Modelo nominal Capacidad [mm]
resina [l] Ø
[m3/h] [l]
H-100 100 1¨ 2 50 740x2200x390
Figura29: croquis de la instalación
4.3.6.3.1. Almacenamiento de agua desmineralizada
Se utilizan un tanque cilíndrico de 6 m3 de capacidad construido de acero inoxidable
AISI 304 y las dimensiones son las siguientes:
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 114
PULPA DE PALTA
𝜋
Ecuación de diseño: 𝑉= . 𝐷2. 𝐻
4
𝐻
Consideraciones: =2
𝐷
Dimensiones Calculadas Adoptadas Unidades
Volumen 2,2 2,5 m3
Diámetro 1,2 1,5 m
Altura 2,3 1 m
4.3.6.4.1. Consumo de vapor
El vapor producido se utiliza para la camisa de calefacción del escaldador y como
fluido de calentamiento para el primer cuerpo del intercambiador.
El requerimiento para el décimo año de producción es:
Vapor saturado seco
Gv 3.609 kg/h
Presión 1 Bar
Se genera y transporta a 4 bar, se emplea una válvula reductora a la entrada de cada
equipo para disminuir la presión hasta el valor requerido por cada equipo.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 115
PULPA DE PALTA
4.3.6.4.2. Dimensionamiento de la caldera
Diagrama de flujo:
Balances
1. Determinación del caudal de agua de reposición
Balance general:
𝐺𝑣 = 𝐺𝑝 + 𝐺𝑤
Balance particular:
𝐺𝑣. 𝑥𝑝 = 𝐺𝑝. 𝑥𝑝 + 𝐺𝑤. 𝑥𝑤
Combinando los balances generales y particulares y despejando, Gw resulta:
𝐺𝑣
𝐺𝑤 = 𝑥𝑤
1 − 𝑥𝑝
2. Agua de reposición: determinación de la temperatura de entrada Tw
Balances de energía
Gw. cpw. Tw = Gc. cpc. Tc + Gr. cpr. Tr
Teniendo en cuenta que las capacidades caloríficas de las distintas corrientes son
iguales y combinando con el balance de materia, resulta:
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 116
PULPA DE PALTA
Gc. Tc + Gr. Tr
Tw =
Gw
3. Selección de la caldera
Como la producción de vapor es menor a 25 tn/h y bajas presiones la caldera a
emplear es del tipo humotubular.
Para hallar el área de calefacción tengo que seleccionar la caldera en función de la
producción normal de vapor Gn.
Gv. (hv − hw) = Gn. 6404
Gv(hv − hw)
Gn =
640
Con Gn y la presión de vapor requerida voy a la tabla proporcionada por el fabricante
y selecciono la caldera.
En función a los cálculos realizados, los requerimientos de la planta son:
Flujo másico de vapor requerido Gv 3.609 kg/h
Flujo másico de vapor normal requerido Gn 3.205 kg/h
Presión de vapor requerida 4 Bar
4.3.6.4.3. Adopción de la caldera
Dados los requerimientos del proceso se emplea una caldera humotubular. En base a
los cálculos efectuados se selecciona una caldera de la marca Ygnis cuyos datos técnicos se
presentan a continuación:
4
Producción con agua de alimentación a/desde 100º C
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 117
PULPA DE PALTA
Figura 30. Croquis caldera
4.3.6.4. Provisión de combustibles
Se utiliza como combustible fuel oíl para la generación de vapor en la caldera.
4.3.6.4.1. Consumo de Combustible
Consumo correspondiente de vapor.
Ecuación de diseño Parámetros Valores Unidades
Gv 1.380 kg/h
Hv 654 kcal/kg
𝐺𝑣(ℎ𝑣 − ℎ𝑤) Hw 82 kcal/kg
𝐺𝑐𝑜𝑚𝑏 =
𝜂. 𝐻𝑖 N 0,7
Hi 4.0600 KJ/kg
Gcomb 27,75 Kg/h
Gcomb 32,65 l/h
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 118
PULPA DE PALTA
4.3.6.5. Cálculo y adopción de equipos para movimiento de fluidos y cañerías
Las bombas y las cañerías empleadas para el transporte de fluido en el sector de
servicios auxiliares se presentan a continuación:
Caudal
Tipo de Caudal Bomba Potencia
Bomba Equipos que conecta requerido
Bomba Q.máx [m3/h] [Hp]
[m3/h]
Tanque cisterna-Equipos servicios
A-B-I Centrífuga 46,00 67,5 3
auxiliares/proceso
Tanque agua desmineralizada-
A-B-II Centrífuga 1,49 1,5 2
Caldera
Tanque recirculación - Tanque de
A-B-III Centrífuga 0,16 0,3 0,5
agua desmineralizada
Tanque de recirculación-
A-B-IV Centrífuga 25,51 27 1,5
Enfriadora de agua
Tanque de agua de recirculación-
A-B-V Centrífuga 32,00 33 3
agua de proceso
Tanque de recirculación-Limpieza
A-B-VI Centrífuga 0,10 0,6 0,25
patios externos
Diámetro nominal [plg]
Cañerías Bombas Material Línea de succión Línea de descarga Schedule
1
3/4
C-Aux-1 A-B-I Acero inoxidable 3 1/2 40 ST
1/4
1 1/2
C-Aux-2 A-B-II Acero inoxidable 1/2 1/4 40 ST
C-Aux-3 A-B-III Acero inoxidable 1/8 1/8 40 ST
C-Aux-4 A-B-IV Acero inoxidable 2 1/2 1 1/2 40 ST
C-Aux-5 A-B-V PVC 3 2 40 ST
C-Aux-6 A-B-VI PVC 3/8 3/8 40 ST
4.3.7. Tratamiento de efluentes
El Parque Industrial San Isidro De Lules, en el cual se radicará la empresa carece de
redes cloacales, lo cual implica que los efluentes producidos por la planta deben ser tratados
antes de ser volcados en el curso de agua.
Los efluentes generados pueden distinguirse como efluentes vinculados a la
producción y los originados por el personal empleado.
La planta de Pulpa de Palta, al ser una industria frutiortícola genera esencialmente
residuos líquidos y sólidos. Las principales fuentes de efluentes líquidos son los procesos de
lavado, entre los que se incluyen el lavado de las frutas, la maquinaria, equipos e instalaciones
de producción; mientras que los sólidos están conformados por la cáscara y el carozo de la
fruta, cuyos usos están descriptos en el estudio de mercado.
Los residuos generados por el personal están constituidos por efluentes cloacales.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 119
PULPA DE PALTA
Los efluentes líquidos son sometidos a un tratamiento de depuración y vertidos
posteriormente en un cuerpo de agua receptor.
El curso de agua receptor será el río Lules y las normativas legales que deben cumplir
los efluentes para ser depositados en él están dadas por la Resolución 1.265/2003
“DESCARGA DE LIQUIDOS RESIDUALES. NIVELES DE CALIDAD DE LOS
EFLUENTES INDUSTRIALES Y CLOACALES” de la provincia de Tucumán.
4.3.7.1.Requerimientos legales para la disposición de efluentes
El artículo 5 de la Resolución 1.265/2003 “DESCARGA DE LIQUIDOS
RESIDUALES. NIVELES DE CALIDAD DE LOS EFLUENTES INDUSTRIALES Y
CLOACALES” de la provincia de Tucumán establece que los líquidos residuales podrán ser
descargados a cursos de agua, canales (pluviales, de riego), acequias, lagos, lagunas o terrenos
de dominio público o privado, cuando alcancen los niveles de calidad fijados en el Anexo I de
dicho solución.
A continuación se cita el extracto del Anexo I “NIVELES DE CALIDAD DE LOS
EFLUENTES INDUSTRIALES Y CLOACALES” que corresponden a las características del
caso:
A) Parámetros generales (Parámetros que deben cumplir todo tipo de efluentes).
Límites para descargar a cuerpo de agua superficial natural o artificial.
Parámetro Mínimo Máximo
Temperatura [°C] 45
pH 2 9,5
Sólidos sedimentables 10´ [mg/L] 0,1
Sólidos sedimentables 2hs [mg/L] 1 5
Sulfuros [mg/L] 5
Sustancias solubles en frío en Éter [mg/L] 100
Oxígeno Disuelto [mg/L] 2
Demanda bioquímica de oxígeno a 20°C en 5 días [mg/L] 200
Demanda química de oxígeno [mg/L] 500
Fenoles [mg/L] 0,1
C-5) Cuando las aguas del cuerpo receptor sean destinadas para abastecimiento
doméstico, urbano y potable industrial con sistema de potabilización, además de cumplir con
lo especificado en a), los niveles de calidad permisibles serán:
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 120
PULPA DE PALTA
Parámetro Menor que
Coliformes Fecales NMP 100/100 mL
O.D 3 mg/L
pH [5,5;9]
Fluoruro 1,5 mg/L
Fenoles 0,002 mg/L
Color 50 - 150 Unidades
Turbiedad 25 - 250 Unidades
Dureza 500 mg/L(comoCaCO3)
Sólidos disueltos totales 1.500 mg/L
Detergentes 1 mg/L
Cloruro 600 mg/L
Cobre 0,3 mg/L
Hierro 1,0 mg/L
Manganeso 0,5 mg/L
Sulfato 400 mg/L
Cinc 1 mg/L
Arsénico 0,05 mg/L
Plomo 0,5 mg/L
Mercurio Total 0,002 mg/L
Cadmio 0,1 mg/L
Cianuro 0,1 mg/L
Cromo Hexavalente 0,05 mg/L
Cromo Trivalente 2 mg/L
Estos parámetros podrán ser modificados cuando la autoridad de aplicación en la
materia, lo considere imprescindible según sus necesidades para un futuro tratamiento de
potabilización.
4.3.7.2. Caracterización del efluente
4.3.7.2.1. Efluente líquido proceso
Los residuos líquidos generados en el lavado (tanto de la fruta como de los equipos) se
caracterizan por contener principalmente sólido suspendido, materia orgánica disuelta y
detergentes.
Para el cálculo de la carga de los residuos líquidos generados se tiene en cuenta los
valores característicos de la demanda bioquímica de oxígeno (DBO) y la carga de sólidos
totales suspendidos (SST) generados por el procesamiento de productos congelados de papa5,
dado que dichos parámetros no se encuentran tabulados para la producción de pulpa de palta
congelada.
5
Fuente: Pág. 4-11. Economopoulus A., Assessment of Sources of Air, Water, and Land Pollution, World
Health Organization, Geneva, 1993
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 121
PULPA DE PALTA
Se toma como base de cálculo los requerimientos del año 10 de producción y en
función a éstos se tiene:
Consumo de materia prima: 32 ton/día
Efluente líquido generado: 34, 04 m3/día
𝑡𝑜𝑛
𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑑𝑒 𝑚𝑎𝑡𝑒𝑟𝑖𝑎 𝑝𝑟𝑖𝑚𝑎 [ ]
𝑉𝑜𝑙𝑢𝑚𝑒𝑛 𝑑𝑒 𝑒𝑓𝑙𝑢𝑒𝑛𝑡𝑒 𝑝𝑜𝑟 𝑡𝑜𝑛𝑒𝑙𝑎𝑑𝑎 𝑑𝑒 𝑚𝑎𝑡𝑒𝑟𝑖𝑎 𝑝𝑟𝑖𝑚𝑎 = 𝑑í𝑎
𝑚3
𝐸𝑓𝑙𝑢𝑒𝑛𝑡𝑒 𝑙í𝑞𝑢𝑖𝑑𝑜 𝑔𝑒𝑛𝑒𝑟𝑎𝑑𝑜[ ]
𝑑í𝑎
Volumen de efluente generado = 0.94 ton/ m3 día
Parámetros Valores característicos [kg/ton materia prima]
DBO 12
SST 19,4
𝐾𝑔 𝑡𝑜𝑛 𝑀𝑃
𝐷𝐵𝑂/𝑆𝑆𝑇 = [ ] 𝑥[ ] 3
𝑡𝑜𝑛 𝑚𝑎𝑡𝑒𝑟𝑖𝑎 𝑝𝑟𝑖𝑚𝑎 𝑚 𝑑í𝑎
Carga orgánica del efluente
DBO 11,33 kg/m3 día
SST 18,31 kg/m3 día
4.3.7.2.2. Efluentes cloacales
Se calcula teniendo en cuenta el agua suministrada por persona por día, un coeficiente
de retorno de 0,8 y los valores característicos que se presentan en la siguiente tabla:
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 122
PULPA DE PALTA
Concentración
Constituyente [mg/L]
Fuerte Media Débil
Sólidos totales 1200 720 350
Disueltos totales 850 500 250
fijos 525 300 145
volátiles 325 200 105
En suspensión totales 350 220 100
Fijos 75 55 20
volátiles 275 165 80
Sólidos sedimentables [ml/L] 20 10 5
DBO 5 a 20°C 400 220 110
Carbono orgánico total (COT) 290 160 80
Demanda química de oxígeno (DQO) 1000 500 250
Nitrógeno total 85 40 20
Orgánico 35 15 8
Amoníaco libre 50 25 12
Nitritos 0 0 0
Nitratos 0 0 0
Fósforo total 15 8 4
Orgánico 5 3 1
Inorgánico 10 5 3
Cloruros 100 50 30
Alcalinidad [CaCO3] 200 100 50
Grasa 150 100 50
Fuente: Ingeniería Sanitaria: Tratamiento, Evacuación y Reutilización de Aguas Residuales. Metcalf&Edy,
Editorial Labor, 1985
Se calcula cada parámetro empleando la siguiente ecuación y teniendo en cuenta los valores
de concentración débil:
𝑘𝑔
𝑃𝑎𝑟á𝑚𝑒𝑡𝑟𝑜 [ ]
𝑝𝑒𝑟𝑠𝑜𝑛𝑎. 𝑑í𝑎
𝑘𝑔 𝑙
= 𝐶𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖ó𝑛 [ ] . 0,8. 𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑑𝑒 𝑎𝑔𝑢𝑎 [ ]
𝑙 𝑝𝑒𝑟𝑠𝑜𝑛𝑎. 𝑑í𝑎
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 123
PULPA DE PALTA
Constituyente Concentración
[kg/persona día]
Sólidos totales 1.164,8
Disueltos totales 832,0
Fijos 482,6
Volátiles 349,4
En suspensión totales 332,8
Fijos 66,6
Volátiles 266,2
Sólidos sedimentables [ml/L] 16,6
DBO 5 a 20°C 366,1
Carbono orgánico total (COT) 266,2
Demanda química de oxígeno (DQO) 832,0
Nitrógeno total 66,6
Orgánico 26,6
Amoníaco libre 39,9
Nitritos 0,0
Nitratos 0,0
Fósforo total 13,3
Orgánico 3,3
Inorgánico 10,0
Cloruros 99,8
Alcalinidad [CaCO3] 166,4
Grasa 166,4
4.3.7.2.3. Composición final de los efluentes líquidos
Inicialmente los efluentes de la industria son dispuestos separadamente en dos líneas,
constituidas como se mencionaron anteriormente, sin embargo, para el tratamiento de los
efluentes se interconectan las descargas a un único sistema de bombeo el cual envía los
efluentes a la planta de tratamiento, de modo que se constituye una corriente a tratar cuya
carga contaminante dependerá de la composición de cada flujo.
Las características de este flujo serán las siguientes:
Caudal a tratar: 38,20 m3/día
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 124
PULPA DE PALTA
Constituyente Concentración Concentración
[kg/m3. día] [mg/L. día]
Sólidos totales 16,32 1,63E+04
Disueltos totales 2,50E-04 2,50E-01
En suspensión totales 1,63E+01 1,63E+04
Sólidos sedimentables [ml/L] 5,00E-06 5,00E-03
DBO 5 a 20°C 1,01E+01 1,01E+04
Carbono orgánico total (COT) 8,00E-05 8,00E-02
Demanda química de oxígeno (DQO) 2,50E-04 2,50E-01
Nitrógeno total 2,00E-05 2,00E-02
Orgánico 8,00E-06 8,00E-03
Amoníaco libre 1,20E-05 1,20E-02
Fósforo total 4,00E-06 4,00E-03
Orgánico 1,00E-06 1,00E-03
Inorgánico 3,00E-06 3,00E-03
Cloruros 3,00E-05 3,00E-02
Alcalinidad [CaCO3] 5,00E-05 5,00E-02
Grasa 5,00E-05 5,00E-02
4.3.7.4. Comparación con los parámetros legales
En base a los parámetros legislados los componentes a reducir y la proporción en la
que deben ser disminuidos se presenta en la siguiente tabla:
Concentración Disposición legal Reducción Porcentaje de
Constituyente
[mg/L. día] [mg/L] [mg/L] reducción [%]
DBO5 a 20°C 1.0092,05 200 9.892,05 98,02
El contenido de nitrógeno, fósforo y sólidos totales suspendidos no se encuentran
legislados, sin embargo el método de depuración que se seleccione también debe reducir el
contenido de éstos para preservar el medio ambiente.
4.3.7.5. Propuesta de tratamiento
Primeramente se realiza la homogenización de efluentes, mezclando las distintas
corrientes de modo de obtener una única corriente de caudal y concentración uniforme.
El tratamiento está compuesto por dos etapas: sedimentación primaria y tratamiento
con lagunas facultativas.
La sedimentación primaria se emplea para eliminar los sólidos en suspensión de
carácter sedimentable; para tal fin se reduce la velocidad de paso del agua residual en un
tanque de sedimentación (decantador primario). El tiempo de retención suele ser de 2-4 horas,
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 125
PULPA DE PALTA
consiguiéndose eliminar en torno a un 60-65% de los sólidos en suspensión totales. Al
sedimentar dichos sólidos, en su mayoría de carácter minera, arrastran y adsorben en su caída
una cierta cantidad de materia orgánica y bacterias, por lo que también se consigue una
reducción moderada de la DBO (25-40%).
El tratamiento del efluente empleando una serie lagunas de estabilización facultativas
que logran un porcentaje de remoción del 75-80 % de la DBO5 del efluente. La depuración del
efluente tiene lugar a través de un proceso biológico, mediante microorganismos que actúan en
condiciones controlada. Consta de dos mecanismos, uno de naturaleza bioquímica, en el que las
bacterias, a través de reacciones metabólicas, producen la degradación y mineralización de la materia
orgánica (catabolismo), generando nuevas células (anabolismos), y otro, de naturaleza físico-química,
durante el cual se produce la decantación de los fangos secundarios, compuestos fundamentalmente
por biomasa.
Efluente
Efluentes
Proceso
Depurados
Sedimentación Lagunas
Tanque de Río Lules
Predigestión facultativas
homogenización
Efluentes
cloacales
4.3.7.5.1. Cálculo del tanque de homogenización
Debido a la naturaleza fluctuante de los caudales de las corrientes de los efluentes
generados, se diseña un tanque de homogenización que actúa como fuente receptora de dichos
flujos y permite asegurar el caudal de alimentación necesario para el sedimentador primario.
Parámetro de diseño
1. Volumen:3m3
2. Diseño cilíndrico
𝐻
3. Consideraciones: 𝐷 = 2
Ecuación de diseño Parámetros Valores Unidades
𝜋 V 3 m3
𝑉= . 𝐷2 . 𝐻 D 2 m
4
H 1 m
4.3.7.5.2. Cálculo del sedimentador primario
Se emplea un espesador continuo equipado con rastrillos para retirar el flujo inferior.
Se emplea un espesador continuo equipado con rastrillos para retirar el flujo inferior, donde
los rastrillos pueden efectuar una revolución cada 30 minutos. La alimentación se introduce a
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 126
PULPA DE PALTA
una profundidad 1 metro por debajo de la superficie del líquido. El líquido clarificado
asciende para ser retirado con la corriente superior. Los sólidos sedimentan por debajo del
nivel de la alimentación, junto con algo de líquido que abandona la unidad con el flujo
inferior.
Parámetros de diseño
1. Caudal Diario = 3 m³/día (calculado teniendo en cuenta el período de operación y el
tiempo de retención en el equipo).
2. Tasa de valor superficial 2 m³/m².dia
3. Profundidad efectiva del agua 1,5 m
4. Periodo de operación es de 24 horas por día.
5. Tiempo de retención: 2 h
6. El fondo de la unidad debe tener una pendiente entre 5 a 10% para facilitar el
deslizamiento del sedimento.
Dimensionamiento
1. Sección
Ecuación de diseño Parámetros Valores Unidades
Q 3 m3/día
𝑄
𝑆= Sc 2 m³/m².dia
𝑆𝐶
S 2 m
2. Diámetro
Ecuación de diseño Parámetros Valores Unidades
S 2 m2
4, 𝑆 Π 3,14
𝐷=√
𝜋 D 1 m
3. Altura: 2 m
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 127
PULPA DE PALTA
4.3.7.5.3. Cálculo de la carga de DBO y SST al final de la sedimientación primaria
La sedimentación primaria logra eliminar en torno a un 60-65% de los sólidos en
suspensión totales y se consigue una reducción moderada de la DBO 25-40%.
Para el cálculo se consideran que las reducciones de SST y DBO son del 60% y 30%,
respectivamente.
Parámetros Valores Unidades Valores Unidades Valores Unidades
DBO 270 kg/día 7,06 kg/m3día 7.064 mg/Ldía
SST 249,31 kg/día 6,53 kg/m3día 6.526 mg/Ldía
4.3.7.5.4. Diseño de la laguna facultativa
Debido a la elevada carga orgánica se plantea la utilización de un sistema de 5 lagunas
conectadas en serie.
Para el diseño de las mismas se definen los siguientes parámetros:
- Carga Superficial de la laguna (recomendado 25 – 335 Kg DBO/ha.día): 300 Kg
DBO5/ha.día
- Profundidad de la laguna (recomendado 1 - 6 m de profundidad): 2,5 m
- Tiempo de residencia del efluente (recomendado 5 - 20 días): 10 días
Carga orgánica inicial: 2,5 kg/m3.día
Volumen de la laguna
3
𝑚3
𝑉 [𝑚 ] = 𝑄 [ ] . 𝑡𝑟𝑒𝑡 [𝑑í𝑎𝑠]
𝑑í𝑎
Q = 38,2 m3/día
tret = 10 días
Superficie de la laguna
𝑉[𝑚3 ]
𝑆[𝑚2 ] = = 𝐿[𝑚]. 𝑊[𝑚]
𝑃 [𝑚]
P = 2,5 m
L=largo
W=ancho
Relación Largo / Ancho: 2
𝑆[𝑚2 ]
𝑊[𝑚] = √
2
L =2.W
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 128
PULPA DE PALTA
Se considera que el porcentaje de remoción de carga orgánica en cada laguna es 75%,
se calcula la carga orgánica de salida:
Cfinal = 0,25 .Cinicial
La concentración final a la salida de la tercera laguna es de 151,1 mg/L, valor que
cumple con la legislación vigente en la provincia de Tucumán.
A continuación se presenta un cuadro que resume los cálculos realizados y el
dimensionamiento de las lagunas:
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 129
PULPA DE PALTA
Cuarta Laguna/
Parámetros Corriente Inicial Primer Laguna Segunda Laguna Tercer Laguna
Corriente final
Caudal Volumétrico Q [m3/día] 38,2 38,2 11,5 3,4 1
C: DBO: [kg / m3.día] 7,1 7,1 1,8 0,4 0,1
C: DBO [mg/L día] 7.064,4 7.064,4 1.766,1 441,5 110,4
Carga orgánica inicial (L)
269,9 269,9 67,5 16,9 4,2
[Kg DBO/día]
Carga Superficial (Cs)
300 300 300 300
300 [kg DBO/ha.día]
Superficie = L/Cs [ha] 0,9 0,22 0,06 0,01
Superficie [m2] 152,81 45,84 13,75 4,13
Profundidad [m] 2,5 2,5 2,5 2,5
W: Ancho [m] 9 5 3 1
Largo [m] 17 10 5 3
3
Volumen [m ] 382 115 34 10
T retención [días] 10 días 10 días 10 días 10 días
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 130
PULPA DE PALTA
LAMINA 1 Lagunas Facultativas
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 131
PULPA DE PALTA
4.3.7.6. Cálculo y adopción de equipos para movimiento de fluidos y cañerías
Las bombas y las cañerías empleadas para el transporte de fluido entre el tanque
homogeneizador, el sedimentador primario, la primera laguna de tratamiento y desde la última
Tipo de Caudal requerido Caudal Máx. Potencia
Bomba Equipos que conecta
Bomba [m3/h] Bomba [m3/h] [kW]
Homogeneizador -
BE-1 Centrífuga 3,18 4 0,75
Sedimentador Primario
Sedimentador Primario-
BE-2 Centrífuga 3,18 4 0,75
Laguna facultativa
BE-2 Laguna facultativa-Río Lules Centrífuga 0,01 0,6 0,19
Laguna al cauce del río Lules se detallan en el siguiente cuadro:
Diámetro nominal [plg]
Cañerías Bombas Material
Línea de succión Línea de descarga Schedule
C-T.E-1 BE-1 PVC 1 1 /2 40 ST
C-T.E-2 BE-2 PVC 1 1/2 40 ST
C-T.E-3 BE-3 PVC 3/8 3/8 40 ST
El movimiento de líquidos de egreso/ingreso en cada una de las lagunas que constituye
la serie de lagunas empleadas se realiza por gravedad, dado que las cañerías de conexión
presentan pendientes adecuadas para ello.
4.3.7.7.- Justificación del proceso de tratamiento elegido
Los efluentes generados poseen una alta cargas bacteriana y orgánica es por esto que
el tratamiento propuesto se enfoca en un sistema simple y de bajo costo que permita
rápidamente la reducción de las mismas.
Se efectúa un pretratamiento empleando peróxido de hidrógeno para disminuir el 90%
de la carga orgánica inicial, pues si bien el tratamiento en lagunas de estabilización es efectivo
y de costo reducido, contemplando tanto la inversión inicial como el costo de mantenimiento,
demanda gran espacio físico para implementarlo.
De esta manera, al combinar ambos procesos, la oxidación química y la degradación
biológica se obtiene un proceso de depuración que asegura que el efluente tratado cumpla con
los requisitos legales y a su vez se reduce el espacio ocupado por el sistema de tratamiento.
4.3.7- Instalaciones eléctricas
4.3.7.1 Determinación de la fuerza motriz necesaria
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 132
PULPA DE PALTA
4.3.7.1.1 Planilla de motores
A continuación se presenta el listado de motores:
Tiempo de Consumo Consumo Consumo Consumo
N° de Potencia Potencia
Nomenclatura Sector Equipo uso diario diario semanal mensual anual
equipos [Hp] [kW]
[h] [kWh] [kWh] [kWh] [kWh]
E-1 Volcadora de bins 1 3,0 2,2 0:26:53 0,04 0,21 0,8 7,0
Recepción
E-3 Calibradora 1 3,0 2,2 4:58:41 0,46 2,32 9,3 78,0
E-4 Voltadora de cajas 1 1,0 0,7 4:47:45 0,15 0,75 3,0 25,1
E-5 Mesa de inspección 1 1,0 0,7 4:47:45 0,15 0,75 3,0 25,1
E-6 Lavadora 1 13,4 10,0 4:48:15 2,00 10,01 40,0 336,3
E-7 Escaldadora/Enfriadora 1 2,1 1,6 4:48:15 0,31 1,57 6,3 52,7
E-8 Cinta corte y descarozado 6 1,0 0,7 5:31:52 1,03 5,16 20,6 173,4
E-9 Cinta elevadora 1 1,0 0,7 5:25:30 0,17 0,84 3,4 28,3
E-10 Producción Despulpadora 1 24,8 18,5 5:25:30 4,18 20,92 83,7 702,8
B-I Bomba cavidad progresiva 1 4,0 3,0 5:21:57 0,67 3,35 13,4 112,7
E-11 Intercambiador 4 14,7 11,0 5:21:57 9,84 49,19 196,7 1652,7
B-II Bomba cavidad progresiva 1 4,0 3,0 5:21:57 0,67 3,35 13,4 112,7
E-12 Envasadora 1 2,0 1,5 5:25:30 0,34 1,69 6,7 56,7
E-13 Cinta vínculo 1 1,0 0,7 5:25:30 0,17 0,84 3,4 28,3
E-14 Máquina formadora de cajas 1 2,0 1,5 5:25:30 0,34 1,69 6,7 56,7
E-15 Cámara enfriadora de palta 3 8,5 6,3 16:00:00 12,62 63,10 252,4 2120,2
Almacenamiento
E-16 Cámara frigorífica producto 1 8,3 6,2 16:00:00 4,13 20,67 82,7 694,4
Total 37,28 186,40 745,59 6.262,97
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 133
PULPA DE PALTA
Tiempo de Consumo Consumo Consumo Consumo
N° de Potencia Potencia
Nomenclatura Sector Equipo uso diario diario semanal mensual anual
equipos [Hp] [kW]
[h] [kWh] [kWh] [kWh] [kWh]
B-CIP-I Bomba circulación 1 7,5 5,6 1,00 5,6 28,0 111,9 940,3
B-CIP-II CIP Bomba de recirculación 1 7,5 5,6 1,00 5,6 28,0 111,9 940,3
E-CIP-1 Termotanque 1 6,0 4,5 1,00 4,5 22,5 90,0 756,0
E-Aux1 Equipo de frio 1 80,4 60,0 10:10:12 25,4 127,1 508,5 4.271,5
A-B-I Centrífuga 1 3,0 2,2 10:10:12 0,9 4,7 19,0 159,4
A-B-II Centrífuga 1 2,0 1,5 10:10:12 0,6 3,2 12,7 106,8
A-B-III Servicios auxiliares Centrífuga 1 0,5 0,4 10:10:12 0,2 0,8 3,1 26,3
A-B-IV Centrífuga 1 1,5 1,12 10:10:12 0,5 2,4 9,5 79,7
A-B-V Centrífuga 1 3 2,24 10:40:56 1,0 5,0 19,9 167,4
A-B-VI Centrífuga 1 0,25 0,19 6:00:00 0,0 0,2 0,9 7,8
BE-1 Centrífuga 1 1,0 0,75 24,00 18,0 90,0 360,0 3.024,0
Tratamiento de
BE-2 Centrífuga 1 1,0 0,75 24,00 18,0 90,0 360,0 3.024,0
efluentes
BE-3 Centrífuga 1 0,3 0,25 24,00 6,0 30,0 120,0 1.008,0
Total 86,4 431,9 1.727,6 14.511,5
Total Fuerza Motriz 123,7 618,3 2.473,2 20.774,5
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 134
PULPA DE PALTA
LAMINA 2 PLANILLA DE MOTORES
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 135
PULPA DE PALTA
LAMINA 3: DIAGRAMA UNIFILAR
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 136
PULPA DE PALTA
4.3.7.2. Iluminación
4.3.7.2.1. Cálculo general de la iluminación
El cálculo de la potencia consumida debido a la iluminación en cada sector se realiza
empleando el programa de cálculo “Calculux” de la empresa Philips, el cual permite
seleccionar y evaluar sistemas de iluminación para distintas aplicaciones.
Se utiliza para el cálculo los valores iluminancia para cada tipo de edificio y tarea que
se presenta en el siguiente cuadro:
Iluminancia media en servicio
Establecimiento Tareas [lux]
Mínimo Recomendado Óptimo
Oficinas normales, mecanografía, sala
Oficinas de proceso de datos, salas de 450 500 750
conferencias
Trabajos con requerimientos visuales
200 300 500
limitados
Industrias
Trabajos con requerimientos visuales
500 750 1000
normales
El consumo diario por iluminación correspondiente a cada sector se presenta a
continuación:
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 137
PULPA DE PALTA
Altura del Lámpara [ marca Phillips] Potencia
Iluminancia Sistema de Nº de Hs KW-
Zona Sector Ancho [m] Largo [m] Alto [m] plano de luminaria
media [lux] alumbrado Tipo Serie Modelo Luminarias encendido h/día
trabajo [m] [kW]
Oficina central 8,68 7,36 2,8 0,85 750 Difusa Fluorescente TCS 600 TCS 600/228 0,064 12 8:00:00 7,94
Oficina central
Baños oficina central 3,5 2 2,8 0 300 Difusa Fluorescente TCS 600 TCS 600/228 0,064 1 8:00:00 0,66
Subtotal oficina central 8,60
Garita 3 4,1 2,8 0,85 500 Difusa Fluorescente TCS 600 TCS 600/228 0,064 2 12:00:00 1,34
Garita
Baño garita 1 0,9 2,8 0 300 Difusa Fluorescente FCW196 FCW196/218 0,037 2 12:00:00 0,78
Subtotal garita 2,12
KPK KPK200 GPK100
Oficina de control MP 3,5 3,16 4 0,85 750 Directa Lamp/vapor Hg 0,165 2 3:00:00 1,03
204 WB
Lavandería 3,7 4,7 4 0 500 Difusa Fluorescente TCS 600 TCS 600/228 0,064 2 8:00:00 1,32
Pañol 3,15 5,26 4 0,85 750 Difusa Fluorescente TCS 600 TCS 600/228 0,064 5 10:00:00 3,33
Pasillo descarga 12,5 2,1 4 0 250 Difusa Fluorescente TCS 601 TCS 600/229 0,064 3 12:00:00 2,02
Pasillo acceso a cámaras de refrigeración MP 2,8 8 4 0 250 Difusa Fluorescente TCS 602 TCS 600/230 0,064 3 12:00:00 2,02
Descarga y acopio de materia prima 7,8 8 4 0,85 500 Difusa Fluorescente TCS 603 TCS 600/231 0,064 9 3:00:00 1,80
EDIFICIO DE PRODUCCIÓN
Pasillo 1 2,5 17,7 4 0 250 Difusa Fluorescente TCS 604 TCS 600/232 0,064 5 3:00:00 1,00
KPK KPK200 GPK100
Volteadora de cajas 6,8 4,9 4 0,85 750 Difusa Lamp/vapor Hg 0,165 4 10:40:56 0,29
200 WB
KPK KPK200 GPK100
Selección/lavado/escalde 6,4 24,5 4 0,85 750 Difusa Lamp/vapor Hg 0,165 18 10:40:56 1,32
200 WB
KPK KPK200 GPK100
Corte y descarozado 1 5,6 12,7 4 0,85 1000 Directa Lamp/vapor Hg 0,165 10 10:40:56 0,73
201 WB
KPK KPK200 GPK100
Corte y descarozado 2 7,2 6 4 0,85 1000 Directa Lamp/vapor Hg 0,165 7 10:40:56 0,51
202 WB
KPK KPK200 GPK100
Despulpadora/intercambiador/CIP 7,2 12,28 4 0 750 Difusa Lamp/vapor Hg 0,165 10 10:40:56 0,73
203 WB
KPK KPK200 GPK100
Envasado 14 6,14 4 0,85 750 Difusa Lamp/vapor Hg 0,165 10 10:40:56 0,73
204 WB
Baños y vestidores mujeres 5,8 8,8 4 0 300 Difusa Fluorescente TCS 600 TCS 600/228 0,034 10 10:40:56 0,15
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 138
PULPA DE PALTA
Baños y vestidores hombres 5,8 8,8 4 0 300 Difusa Fluorescente TCS 600 TCS 600/228 0,034 10 10:40:56 0,15
Pasillo baños 3,5 8,8 4 0 250 Difusa Fluorescente TCS 600 TCS 600/228 0,064 3 10:40:56 0,09
Deposito insumos 3,3 3,3 4 0 300 Difusa Fluorescente TCS 600 TCS 600/228 0,064 2 10:40:56 0,06
Deposito materiales de trabajo 3,3 3,3 4 0 300 Difusa Fluorescente TCS 600 TCS 600/228 0,064 2 10:40:56 0,06
Deposito insumos de limpieza 3,3 3,3 4 0 300 Difusa Fluorescente TCS 600 TCS 600/228 0,064 2 10:40:56 0,06
Deposito residuos sólidos 7,3 2,95 4 0 300 Difusa Fluorescente TCS 600 TCS 600/228 0,064 3 10:40:56 0,09
Laboratorio 7 8,8 2,8 0,85 750 Difusa Lamp/vapor Hg DCP300 DCP300 S WB 0,165 4 10:40:56 0,29
Oficina personal /espacio de esparcimiento 7 8,8 2,8 0,85 750 Difusa Lamp/vapor Hg DCP300 DCP300 S WB 0,165 4 10:40:56 0,29
Subtotal producción 18,08
Servicios auxiliares 7,3 4,35 4 0 350 Difusa Fluorescente TCS 600 TCS 600/228 0,064 4 10:40:56 0,11
Servicios Auxiliares
Caldera 3,5 4,35 4 0 250 Difusa Fluorescente TCS 601 TCS 600/228 0,064 2 10:10:12 0,05
Subtotal servicios auxiliares 0,17
HPS920 1xSDW-
Exterior frontal (vereda externa de la planta) 4,4 57,14 100 Difusa Halógeno HPS 920 0,115 10 12:00:00 12,08
T100W
Patio interno 1 ( frente al edificio de HPS920 1xSDW-
7 52 100 Difusa Halógeno HPS 920 0,115 10 12:00:00 12,08
producción) T100W
HPS920 1xSDW-
Patio lateral derecho 6,5 185 100 Difusa Halógeno HPS 920 0,115 15 12:00:00 18,11
T100W
Patios externos
HPS920 1xSDW-
Patio lateral izquierdo 6,5 185 100 Difusa Halógeno HPS 920 0,115 15 12:00:00 18,11
T100W
Patio interno 2 ( frente al edificio de servicios HPS920 1xSDW-
14,6 57,14 100 Difusa Halógeno HPS 920 0,115 10 12:00:00 12,08
auxiliares) T100W
HPS920 1xSDW-
Tratamiento de efluentes 20 65 100 Difusa Halógeno HPS 920 0,115 10 12:00:00 12,08
T100W
Subtotal iluminación externa 84,53
Total iluminación [kW-h/día] 113,50
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 139
PULPA DE PALTA
4.3.7.2.2. Equipos e instalaciones necesarias
4.3.7.2.2.1. Lámparas de vapor de mercurio
Este tipo de lámparas se utiliza para la iluminación de edificios de producción,
estacionamiento, taller, depósitos, calles y exteriores. Tiene sus ventajas en el pequeño
tamaño, un buen promedio de vida y se suministra en una elevada gama de potencia.
4.3.7.2.2.2. Lámparas fluorescentes
Este tipo de lámparas se utiliza para la iluminación de oficinas, laboratorio y
sanitarios. Tiene sus ventajas en una buena eficiencia luminosa y por lo tanto de bajo costo
funcionamiento. Bueno y óptimo rendimiento cromático, elevada duración de vida media y no
tiene limitaciones en cuanto a la posición de funcionamiento
4.3.7.2.2.3. Resumen de Lámparas usadas en los sectores de la planta:
Producción:
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 140
PULPA DE PALTA
Laboratorios:
Estacionamientos, Calles y exteriores:
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 141
PULPA DE PALTA
Oficinas
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 142
PULPA DE PALTA
4.4. Terreno y edificios
4.4.1. Terreno, medidas y características del mismo, régimen de ocupación
El predio del parque industrial “San Isidro de Lules” se encuentra ubicado en Ruta
Provincial N° 301 km 15, Ciudad de Lules. Los terrenos, de propiedad municipal, limitan al
Este con la Ruta Nacional N° 38, denominada “Monseñor Angelelli” que une las provincias
de Córdoba, La Rioja, Catamarca y Tucumán; al Oeste se encuentra la ciudad de Lules; al
Norte la ciudad San Miguel de Tucumán; y al Sur la ruta provincial N° 321. La superficie
total del parque es 4,68 Hectáreas dividida en Lotes. Cuenta además con los servicios de agua
potable, calles internas, cerramiento perimetral y transporte urbano.
El terreno de la planta de elaboración de Pulpa de Palta tiene un total de 14.800 m2.
Los cerramientos de frente, laterales y fondo están conformados por cerco olímpico de
alambre romboidal de 2 m de altura, sobre zócalo de mampostería de 15cm a soga (4 hiladas),
llevando en la parte superior 3 hilos de alambre de púas; todo el conjunto sostenido por postes
de hormigón de sección cuadrada, modulados cada 5 m. El acceso presenta pórtico con garita
de vigilancia y veredas con sector verde y un espacio enlosado, este último con un ancho de
1,50 m y una pendiente transversal de 1%. El mismo se encuentra construido con
revestimiento compuesto por materiales cuya terminación tiene características antideslizantes,
mosaico calcáreo de 0,25 m x 0,25 m asentadas sobre piso de hormigón pobre. Todas estas
características siguen la Ordenanza Municipal Nº 2073/93 de la Subsecretaría de Planificación
Urbana.
Los accesos pavimentados a la planta presentan un ancho 6 m y son de doble mano.
4.4.2. Edificios y otras obras civiles
4.4.2.1. Características generales de los edificios de producción, depósitos,
administrativos y auxiliares.
4.4.2.1.1. Edificio de producción
Este edificio corresponde a la línea de producción de Pulpa de Palta. El edificio está
sectorizado, según se observa en el plano de la planta (Lámina N° 5). Cuenta con una
estructura resistente de zapatas asiladas de hormigón armado y viga de encadenado inferior;
columnas de hormigón armado sobre el que descansan vigas curvas reticuladas de perfiles de
hierro. La cubierta de chapa sinusoidal galvanizada de forma abovedada es soportada por
correas de chapa doblada perfil “C”. Como barrera de vapor y aislación térmica se emplea
membrana plástica con celdas de aire, entre la cubierta de chapa y las correas.
Los cerramientos laterales son materializados mediante mampostería armada de
bloques de cemento, revocadas hacia el exterior con azotado de cemento y jaharro a la cal, y
hacia el interior de las zonas limpias y zona aséptica se realiza recubrimiento con paneles de
poliéster higiénicos (incluso cielorraso), y perfiles sanitarios curvos en los rincones.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 143
PULPA DE PALTA
Este tipo de recubrimiento se realiza con un montaje sencillo, mediante sistema de
anclaje machihembrado presentando un mejor acabado libre de uniones. La ventaja de este
recubrimiento es la higiene del lugar de trabajo ya que entre sus características principales se
encuentra la fácil y simple limpieza, resistencia al agua y a la suciedad, el material es anti-
hongos, no corrosivo y fácilmente reparable.
4.4.2.1.2. Laboratorio
El laboratorio se encuentra en la primera planta del edificio de producción, formando
parte del mismo bloque. Está constituido por un sector esterilizado donde se realizan los
análisis del producto.
Las condiciones estructurales son las mismas que las correspondientes al edificio de
producción. Este presenta aberturas son de aluminio con combinaciones de vidrio y están
protegidas con mallas de acero inoxidable anti-insectos, aves o roedores.
4.4.2.1.3. Edificios administrativos
Las oficinas y demás espacios administrativos se encuentran separados de la línea de
producción, en las cercanías de la entrada al predio.
Las paredes están construidas de mampostería de ladrillos comunes de 20cm de
espesor, con revoque completo a la cal y pintadas con pintura látex para interiores.
Los pisos y zócalos presentan baldosas cerámicas, con junta a tope de pastina.
Los techos están construidos de igual manera que para el edificio de producción.
Los cielorrasos están construidos con placas de roca de yeso de 12mm de espesor con
estructura metálica independiente, presentando una superficie totalmente lisa. Al igual que las
paredes, están pintados con látex para interiores.
4.4.2.1.4. Planos de obras civiles y equipos
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 144
PULPA DE PALTA
LAMINA 4 PLANIMETRIA DEL CONJUNTO
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 145
PULPA DE PALTA
LAMINA 5 sin techo
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 146
PULPA DE PALTA
LAMINA 6 Planta de produccion
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 147
PULPA DE PALTA
LAMINA 7 Corte AA
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 148
PULPA DE PALTA
LAMINA 8 Corte BB
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 149
PULPA DE PALTA
4.5.1. Sistema de Gestión previsto de producción
Como se mencionó en el estudio de mercado, la cantidad de palta destinada a la
elaboración de Pulpa de Palta estará sujeta a la cantidad de descarte que se obtenga de la
producción como fruta fresca de exportación. Este volumen se estima alrededor del 40% de la
producción nacional.
Se proyecta a los 10 años superar el 50% de la demanda actual de fruta de Palta en la
Argentina, en base al estudio de mercado realizado en el cual se observa un incremento
progresivo de la misma.
La capacidad de operación de la planta inicialmente es del 60% incrementando un
4,44% anual.
4.5.1.1. Cálculo y selección de los equipos
Para esta instancia del proyecto se toma como referencia la producción del 10mo año,
cuya capacidad llega a 3.778,24 tn/año, equivalente a 22,49 tn/día.
4.5.1.2. Gestión de Producción
El sistema productivo se selecciona enfocado en lograr la cantidad y calidad requerida
de producción, respondiendo a las necesidades del mercado con la rapidez exigida y con una
disminución en los costes de modo que permita elevar sus niveles de eficacia y eficiencia.
Para lograr estos objetivos la organización requiere procesos de mejoramiento continuo, y
dada las características de la materia prima y producto se eligen como sistemas de producción
una combinación de sistema de gestión de Balance de Línea y sistema de gestión de
producción por Lotes.
El primer sistema de gestión (Balance de Línea) se aplica en la organización enfocada
en el producto; existiendo un balance perfecto en la línea de producción cuando todas las
estaciones tienen la misma cantidad de trabajo y el producto fluye sin retraso, lo que permite
crear un flujo suave y continuo sobre la línea de producción. El sistema de gestión de
producción por Lotes se fundamenta en aquellas empresas que producen una cantidad
limitada de un producto a la vez.
4.5.1.2.1. Planeamiento de la Producción y capacidad
El criterio de abastecimiento de materia prima para la producción de Pulpa de Palta es
fundamental para evitar el almacenamiento de grandes volúmenes de materia prima, lo que
puede significar un riesgo económico para la empresa, atendiendo a dos inconvenientes:
- la naturaleza perecedera del fruto: la palta en estado maduro presenta una vida de
anaquel corta y el proceso requiere que éste se encuentre maduro para que sea apto para que
las propiedades organolépticas del producto final sean las requeridas por el mercado.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 150
PULPA DE PALTA
- almacenamiento: almacenar grandes cantidades demanda un costo energético elevado
ya que el producto debe almacenarse a bajas temperaturas y aun así estas condiciones no
aseguran que la totalidad de los frutos acopiados no se dañen debido al frío o a las actividades
enzimáticas que puedan desencadenarse si se daña.
En base a esto se establece que la recepción de materia prima se realice todos los días
laborales de la planta, correspondiendo el tonelaje necesario para el día de producción y
contemplando además un 50% del mismo por inconvenientes que puedan presentarse al
momento de la siguiente entrega.
Se tiene en cuenta que la planta operaría 5 días a la semana, de lunes a viernes.
Incrementándose los turnos laborales según la producción.
Gran parte del proceso productivo se realiza de forma automática, pero es crucial la
etapa de corte y descarozado, la cual se realiza manualmente. Para esta etapa el requerimiento
de personal es superior a cualquier otro, ya que se demanda gran velocidad al momento de
realizar la tarea.
Al tratarse de un producto nuevo que busca insertarse en el mercado Argentino
inicialmente el producto será elaborado de forma que atienda en tiempo real la demanda del
mercado objetivo, siendo necesario almacenar por un corto periodo el producto, que se
corresponden con el período que haya entre abastecimientos a nuestros clientes, el cual será
de tres a cinco días.
Así mismo está previsto que en concordancia a la evaluación de mercado realizada
tanto el número de clientes como la demanda sufrirán incrementos anualmente. Esto plantea
una modificación la metodología de almacenamiento de producto, optando por almacenar el
producto hasta completar la orden de pedido del cliente.
4.5.1.2.2. Programación de la Planta
Dentro de la planta se realiza la coordinación de actividades diaria de modo que
ninguna estación de trabajo pase el producto hasta que la siguiente haya terminado su proceso.
Se realiza seguimientos y monitoreos de los flujos de trabajo entre cada una de las estaciones,
llevándose a cabo junto con estos los ajustes necesarios.
4.5.2. Sistema de Gestión de calidad (SGC)
Gestionar la calidad lleva a la organización a adoptar herramientas que le permitan, de
manera organizada y planificada, alcanzar los resultados deseados y la mejora continua en
todos los procesos bajo un esquema de eficiencia y eficacia que le permite lograr ventajas
competitivas.
Para esta organización se decide implementar el SGC en conformidad con la Norma
ISO 22000, la cual es una norma internacional que define los requisitos de un sistema de
gestión de la Seguridad Alimentaria. Cubre todos los procesos de la cadena alimentaria que
tienen consecuencias en la seguridad del producto final. Especifica los requisitos para un
sistema integral de gestión de seguridad alimentaria, así como la incorporación de los
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 151
PULPA DE PALTA
elementos de las Buenas Prácticas de Fabricación (GMP) y Análisis de Peligros y Puntos
Críticos de Control (APPCC).
El sistema APPCC tiene como objetivo identificar, valorar y controlar los riesgos
sanitarios e higiénicos asociados al conjunto y a cada una de las fases de la cadena
alimentaria: producción, procesado, almacenamiento, transporte, comercialización y
utilización del producto y centra su interés sobre aquellos factores que influyen directamente
en la inocuidad microbiológica y en la Calidad de un alimento.
Entre las ventajas que puede reportar la adopción de este Sistema de Gestión de la
Inocuidad de los Alimentos basado en la Norma ISO 22000:2005 se destacan:
Especificidad de requisitos para la industria alimentaria, pues está pensada
exclusivamente para este campo.
Posibilidad de aplicación a toda la cadena alimentaria, con lo que cubre todos los
posibles peligros que pueden hacer que un alimento no sea inocuo.
Compatibilidad para su integración con otras normas ISO, como las de las series 9000
o las 14000 en un Sistema de Gestión Integrado de Calidad, Seguridad Alimentaria y
Medioambiental, por seguir el esquema de las otras normas de las series ISO.
Para lograrlo se tienen en cuenta diferentes aspectos:
1. Plan de formación: la adecuada formación resulta esencial para garantizar el buen
funcionamiento de todo sistema de autocontrol. Así, todas las personas que
participen deben recibir formación adecuada que garantice la comprensión del
sistema y la correcta ejecución de las tareas que en él tengan encomendadas.
2. Plan de limpieza y desinfección: a modo de detallar y tener organizados los
procedimientos, productos, frecuencia y responsables de la ejecución de las tareas
de limpieza y desinfección de máquinas e instalaciones.
3. Plan de control del agua: que contemple el control regular del agua utilizada en la
4. Industria.
5. Plan de lucha contra plagas: es importante recoger las medidas de lucha contra
insectos y roedores; los métodos utilizados, los productos, las dosis, la frecuencia,
etc.
6. Plan de mantenimiento: es necesario prever un mantenimiento regular de los
equipos e instalaciones que evite los peligros físicos de contaminación o
incorporación de elementos extraños (metales, vidrio, etc.) a los alimentos.
7. Plan de homologación de proveedores: es muy importante tener una plena
seguridad de que los productores de la materia prima realizan su actividad de
forma correcta, teniendo en cuenta todas las prescripciones que les sean de
aplicación.
4.5.2.1. Controles de calidad
La operación de recepción tiene algunos trámites, como el registro de la cantidad de
producto que se entrega, la procedencia de los productos, la identificación del lote, documento
de recibo para el productor, entre otros; algunos aspectos técnicos se incluyen dentro del
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 152
PULPA DE PALTA
término inspección como la vigilancia de la calidad de las frutas que se reciben, la cual debe
ajustarse a los criterios de cosecha, la acomodación del producto para evitar la contaminación
cruzada y permitir su identificación en todo momento, así como la revisión del medio de
transporte y los empaques.
4.5.2.1.1. Recepción de la materia prima
Al momento de realizarse la recepción los principales ensayos que se realizan a los
frutos son:
Índice de madurez a partir de la determinación de materia seca
Observación física
Dentro de la observación física se tiene en cuenta el cambio de color que se produce
en la cáscara del fruto de verde claro a verde oscuro y la desaparición del brillo, la firmeza y
que no presente golpes ni daños por enfermedades o insectos. Además se observa que el corte
del fruto se haya realizado correctamente, esto es dejando un pedúnculo de no menos de 0,5
cm de largo, ya que si este se elimina por completo o queda más corto, se acelera la
maduración, el deterioro es más rápido y la fruta es más susceptible a la entrada de patógenos.
El contenido de materia seca en el aguacate se determina por un método simple,
económico y rápido con un horno para deshidratar. Los resultados de contenido de materia
seca se obtienen en unas pocas horas, por lo que se pueden utilizar para realizar análisis a los
frutos cosechados. El equipo requerido incluye un horno de microondas, una balanza
analítica, un desecador y cápsulas (tipo platos Petri o similar) para colocar las muestras. El
método consiste en cortar aproximadamente 100 g de pulpa en rebanadas muy delgadas
(cortadas con un pelador de papas y colocarlas en el horno de microondas a secar hasta peso
constante, proceso que tarda entre 5 y 15 minutos. Siendo los parámetros mínimos buscados:
4.5.2.1.2. Producto
EVALUACIÓN DE COLOR: El color de la pulpa antes y después del tratamiento
térmico, se evalúa en un Espectrofotómetro. Se deben miden los valores de los parámetros
calorimétricos a, b y L y se traza la curva de los valores de longitud de onda contra
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 153
PULPA DE PALTA
reflectancia. Las curvas obtenidas, se analizan comparando las diferencias entre las curvas de
testigos y la de diferentes muestras para la longitud de onda del color verde (520 nm).
EVALUACIÓN DE LA ACTIVIDAD DE POLIFENOL OXIDASA: La actividad
de esta enzima en la pulpa de palta se determina por el método de Dorantes (1997)
modificado. Que permite evaluar la disminución (y desactivación) de la actividad de la
enzima Polifenol Oxidasa observando el comportamiento en el tiempo, después de haberse
aplicado el tratamiento térmico. Por comparación con un testigo antes de aplicar el
tratamiento térmico.
EVALUACIÓN MICROBIOLÓGICA: se realiza mediante las siguientes
determinaciones:
a) Cuenta de bacterias mesofílicas aerobias en placa (UFC/mL),
b) Coliformes totales
c) Cuenta de hongos y levaduras.
EVALUACIÓN DE pH: Para evaluar la estabilidad del pH de las muestras de palta
tratadas en el intercambiador de calor de superficie raspada, se mide el pH a la pulpa, antes y
después del tratamiento térmico, por inmersión directa del potenciómetro digital calibrado.
Acevedo Gomez, Antonella V. – Kühle, Astrid C. 154
Potrebbero piacerti anche
- Manual Polaris RZR 1000Documento154 pagineManual Polaris RZR 1000milana undzenaite100% (4)
- Elaboración de Piña en AlmíbarDocumento16 pagineElaboración de Piña en AlmíbarFrida Garcia100% (1)
- ProcesoElaboracionPuréTomateDocumento4 pagineProcesoElaboracionPuréTomateMaria Jose Egea Mussi100% (2)
- Elaboración de helados. INAE0209Da EverandElaboración de helados. INAE0209Valutazione: 2 su 5 stelle2/5 (1)
- Graficos ConvinadosDocumento19 pagineGraficos Convinadosadriana perezNessuna valutazione finora
- Tarea - PROCESO PALTA CONGELADADocumento28 pagineTarea - PROCESO PALTA CONGELADAKeny Alarcón PalominoNessuna valutazione finora
- PROCESO DE MANGODocumento6 paginePROCESO DE MANGOmanuel more mechato50% (2)
- Iacc - Fundamentos de Maquinas y Herramientas Industriales - Tarea 6Documento5 pagineIacc - Fundamentos de Maquinas y Herramientas Industriales - Tarea 6Camila Aguero ArgelNessuna valutazione finora
- Yogures, leches fermentadas y pastas untables. INAE0209Da EverandYogures, leches fermentadas y pastas untables. INAE0209Nessuna valutazione finora
- AgitacionDocumento20 pagineAgitacionLucianitamNessuna valutazione finora
- Descripción General Del Proceso de Elaboración de Harina de PescadoDocumento10 pagineDescripción General Del Proceso de Elaboración de Harina de PescadoFabiaham BrionesNessuna valutazione finora
- Importancia cadena frío industria lácteaDocumento14 pagineImportancia cadena frío industria lácteaJonathan Borjas0% (1)
- Proceso de Produccion de Jugo de NaranjaDocumento12 pagineProceso de Produccion de Jugo de NaranjaCristian Smith SNessuna valutazione finora
- Automatización de Procesos en Industria PesqueraDocumento50 pagineAutomatización de Procesos en Industria PesqueraGk230883% (6)
- Papa Prefrita Congelada ProcesoDocumento8 paginePapa Prefrita Congelada ProcesoAnonymous aOiuIe6ig67% (3)
- Proyecto Pulpa de FrutasDocumento22 pagineProyecto Pulpa de Frutassofiadlt11Nessuna valutazione finora
- Guía de Jardines SosteniblesDocumento68 pagineGuía de Jardines SosteniblesCarmen Del Real López100% (2)
- Proceso elaboración mermeladaDocumento7 pagineProceso elaboración mermeladaCamilo Andres Calderon CarrizosaNessuna valutazione finora
- 1.3.8. - Perfil Hidrulico PTAR - TSM Con ZANJAS - TuluceDocumento1 pagina1.3.8. - Perfil Hidrulico PTAR - TSM Con ZANJAS - TuluceCarlos EchegarayNessuna valutazione finora
- Biorremediación de AguaDocumento19 pagineBiorremediación de AguaPhamelitha EdquènNessuna valutazione finora
- Casos Finales 2017Documento29 pagineCasos Finales 2017Kevin GsNessuna valutazione finora
- Trazabilidad Del Arroz para Saldana LtdaDocumento29 pagineTrazabilidad Del Arroz para Saldana LtdaYuri Katherine100% (1)
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Capitulo II Estudio Tecnico de Mermelada de Arandano Estudi Tecnico NuggetsDocumento16 pagineCapitulo II Estudio Tecnico de Mermelada de Arandano Estudi Tecnico NuggetsLuis Jose Moya SandovalNessuna valutazione finora
- Pesquera San Simone S.A.C.Documento9 paginePesquera San Simone S.A.C.Yacqueline GallardoNessuna valutazione finora
- Proceso Del Esparrago - Procesos IndustrialesDocumento6 pagineProceso Del Esparrago - Procesos IndustrialesAlexander Michael SalasNessuna valutazione finora
- Determinacion Del Coeficiente de Arrastre y Sustentacion (Cono de Mach)Documento42 pagineDeterminacion Del Coeficiente de Arrastre y Sustentacion (Cono de Mach)Christian Reyes MoleroNessuna valutazione finora
- Diagrama Flujo Producción Camu CamuDocumento5 pagineDiagrama Flujo Producción Camu CamuSemira Bernilla SanchezNessuna valutazione finora
- Taller Practico Entrega 2 - LDocumento3 pagineTaller Practico Entrega 2 - LCami GuzmanNessuna valutazione finora
- Operaciones PreliminaresDocumento16 pagineOperaciones Preliminaresluis angelNessuna valutazione finora
- Produccion de AlcachofasDocumento3 pagineProduccion de AlcachofasEder Blas Paredes100% (1)
- Impacto Ambiental Pesquera HillaryDocumento12 pagineImpacto Ambiental Pesquera HillaryCesar Chu Acevedo100% (1)
- DOSIDICUSDocumento11 pagineDOSIDICUSLuis CPNessuna valutazione finora
- Proceso Productivo Harina de Pescado y Aceite de PescadoDocumento4 pagineProceso Productivo Harina de Pescado y Aceite de PescadoKoshiBrunettiNessuna valutazione finora
- Tratamiento postcosecha de alcachofasDocumento12 pagineTratamiento postcosecha de alcachofasEvelin Pally NinaNessuna valutazione finora
- Empresa de Embotellamiento de BebidasDocumento9 pagineEmpresa de Embotellamiento de BebidasJhon Aldair CcNessuna valutazione finora
- Papa Prefrita Congelada ProcesoDocumento8 paginePapa Prefrita Congelada ProcesoLisetNessuna valutazione finora
- Flujo Del Proceso de Producción en Una Escala de Pequeña EmpresaDocumento10 pagineFlujo Del Proceso de Producción en Una Escala de Pequeña EmpresaRkd ScrinycrashNessuna valutazione finora
- Análisis TecnológicoDocumento3 pagineAnálisis TecnológicoJhonatan MalaraNessuna valutazione finora
- Proceso de ProduccionDocumento18 pagineProceso de ProduccionKaira MartinezNessuna valutazione finora
- Equipos y Proceso de ChocolateDocumento17 pagineEquipos y Proceso de ChocolateFernando RiosNessuna valutazione finora
- Guia N°06 CONSERVACIÓN DE LA PALTA VARIEDAD HASSDocumento5 pagineGuia N°06 CONSERVACIÓN DE LA PALTA VARIEDAD HASSBryan MedranoNessuna valutazione finora
- Diagrama de FlujoDocumento6 pagineDiagrama de FlujoLucy Elizabeth HuamanNessuna valutazione finora
- Final de FrutasDocumento27 pagineFinal de FrutasDana Marcela GRANADA LADINONessuna valutazione finora
- Proceso de conserva de pescado en planta procesadoraDocumento12 pagineProceso de conserva de pescado en planta procesadoraYeik Dávila100% (1)
- Mapa Del Proceso de Produccion de Conservas de Pescado en La Empresa JadasDocumento12 pagineMapa Del Proceso de Produccion de Conservas de Pescado en La Empresa JadasMaximo Ala EnriqueNessuna valutazione finora
- Procedimiento de CONTROL DE PROCESOSDocumento6 pagineProcedimiento de CONTROL DE PROCESOSOlga GonzalezNessuna valutazione finora
- Aa7 Evi2Documento12 pagineAa7 Evi2MaluleNessuna valutazione finora
- Fase 5 - Tarea FinalDocumento14 pagineFase 5 - Tarea FinalFELIPE MARTINEZNessuna valutazione finora
- Diseño de cámara de congelación para pulpa de aguaje y ungurahuiDocumento19 pagineDiseño de cámara de congelación para pulpa de aguaje y ungurahuiAlex Vallejo100% (1)
- Produccion y TrazabilidadDocumento8 pagineProduccion y Trazabilidadmanuel alejandro cortes bedoyaNessuna valutazione finora
- Automatización industrial pesquera 2014Documento51 pagineAutomatización industrial pesquera 2014JessicaFarroSalcedo100% (1)
- Flujo de Operaciones de Un NectarDocumento49 pagineFlujo de Operaciones de Un NectarNuria Lorena AlbiNessuna valutazione finora
- Tablas para en Metodo DescriptivoDocumento6 pagineTablas para en Metodo DescriptivoIvan CastilloNessuna valutazione finora
- Visita a Oleaginosas Amazónicas S.ADocumento14 pagineVisita a Oleaginosas Amazónicas S.AMaria DávilaNessuna valutazione finora
- Preguntas Recomendadas para Prácticas PreDocumento25 paginePreguntas Recomendadas para Prácticas PreESTEBAN JAIR RODAS CASTILLONessuna valutazione finora
- Trabajo 1Documento4 pagineTrabajo 1Gabriel GarciaNessuna valutazione finora
- Yogur para ExposicionDocumento17 pagineYogur para ExposicionjesusNessuna valutazione finora
- Flujo de Proceso en EmpresasDocumento14 pagineFlujo de Proceso en EmpresasVladimir GonzalesNessuna valutazione finora
- Trabajo 09. Identificación de Insumo Por El Cual Se Acoge A Los Beneficios Como El DrawbackDocumento4 pagineTrabajo 09. Identificación de Insumo Por El Cual Se Acoge A Los Beneficios Como El DrawbackTania CruzadoNessuna valutazione finora
- 270 Jurel Proceso ProductivoDocumento5 pagine270 Jurel Proceso Productivomoilop_184Nessuna valutazione finora
- Harina y Aceite de PescadoDocumento7 pagineHarina y Aceite de PescadoKatherineAlexandraFernandezValdiviaNessuna valutazione finora
- Informe 11. AutoclavesDocumento11 pagineInforme 11. AutoclavesJavier Palermo Maita NoelNessuna valutazione finora
- Durazno en ConservaDocumento4 pagineDurazno en ConservamikisimeNessuna valutazione finora
- Proceso de AtunDocumento3 pagineProceso de AtunAnonymous WOxgsLC6loNessuna valutazione finora
- I PDocumento36 pagineI PManuel Augusto Alvarado HuancaNessuna valutazione finora
- Plan de Contongencia de Alimentos Fagal SRLDocumento25 paginePlan de Contongencia de Alimentos Fagal SRLXimena Cuellar sandovalNessuna valutazione finora
- GrajeadoDocumento1 paginaGrajeadoLucianitamNessuna valutazione finora
- El ArbolDocumento1 paginaEl ArbolLucianitamNessuna valutazione finora
- BPM Dulces ConfiturasDocumento105 pagineBPM Dulces ConfiturasJuan Carlos Lara Gallego100% (1)
- Gerencia y Control ProcesosDocumento63 pagineGerencia y Control ProcesosNestor German GermanNessuna valutazione finora
- Diseño de TanqueDocumento1 paginaDiseño de TanqueLucianitamNessuna valutazione finora
- Flores de TelasDocumento2 pagineFlores de TelasLucianitamNessuna valutazione finora
- Harina de PescadoDocumento123 pagineHarina de PescadoAnonymous 2BGp4M36Nessuna valutazione finora
- Manual de Tecnologias de Medicion de Concentracion Der Gases y Material Particulado en Chimeneas y AtmosferaDocumento149 pagineManual de Tecnologias de Medicion de Concentracion Der Gases y Material Particulado en Chimeneas y Atmosferaferrari.edgardo646100% (1)
- Diseño de TanqueDocumento1 paginaDiseño de TanqueLucianitamNessuna valutazione finora
- Flores de TelasDocumento2 pagineFlores de TelasLucianitamNessuna valutazione finora
- ProcesoDocumento2 pagineProcesoLucianitamNessuna valutazione finora
- Flores de TelasDocumento2 pagineFlores de TelasLucianitamNessuna valutazione finora
- 03 Agi 294 TesisDocumento146 pagine03 Agi 294 TesisJorge Soto MenessesNessuna valutazione finora
- Harina de PescadoDocumento123 pagineHarina de PescadoAnonymous 2BGp4M36Nessuna valutazione finora
- Harina de PescadoDocumento123 pagineHarina de PescadoAnonymous 2BGp4M36Nessuna valutazione finora
- HigieneDocumento2 pagineHigieneLucianitamNessuna valutazione finora
- para Qué Sirve La Innovación en Una Empresa y Cómo Buscarla - Multitaskers PDFDocumento3 paginepara Qué Sirve La Innovación en Una Empresa y Cómo Buscarla - Multitaskers PDFLucianitamNessuna valutazione finora
- InnovadorDocumento6 pagineInnovadorLucianitamNessuna valutazione finora
- Diagrama de BloqueDocumento1 paginaDiagrama de BloqueLucianitamNessuna valutazione finora
- Flores de TelasDocumento2 pagineFlores de TelasLucianitamNessuna valutazione finora
- PericiasDocumento31 paginePericiasLucianitamNessuna valutazione finora
- CreatividadDocumento5 pagineCreatividadLucianitamNessuna valutazione finora
- para Qué Sirve La Innovación en Una Empresa y Cómo Buscarla - Multitaskers PDFDocumento3 paginepara Qué Sirve La Innovación en Una Empresa y Cómo Buscarla - Multitaskers PDFLucianitamNessuna valutazione finora
- Polymeric Coatings For Protection of Historic MonumentsDocumento32 paginePolymeric Coatings For Protection of Historic MonumentsDaily GallegosNessuna valutazione finora
- Dgeti: "Experimento Acción Enzimática"Documento9 pagineDgeti: "Experimento Acción Enzimática"Vasquez Gonzalez Julissa ItzelNessuna valutazione finora
- Bioseguridad en la producción acuícola y acuaponiaDocumento2 pagineBioseguridad en la producción acuícola y acuaponiaJuan Carlos Gonzalez SalazarNessuna valutazione finora
- Hilatura Algodon 1 InformeDocumento49 pagineHilatura Algodon 1 InformeFredy Castillo ValverdeNessuna valutazione finora
- Generalidades Del Frijol Canario (5)Hasta la época del emperador Constantino, un Nilometer portátil se mantuvo en el templo del dios Serapis. Los antiguos egipcios creían que estaban en deuda con Serapis, por haberlos anual del Nilo. Después de cada medición que mostró un aumento de las aguas del Nilo, que regresarían el Nilometer portátil (Fig. 6) en el templo de Serapis. Esto seDocumento7 pagineGeneralidades Del Frijol Canario (5)Hasta la época del emperador Constantino, un Nilometer portátil se mantuvo en el templo del dios Serapis. Los antiguos egipcios creían que estaban en deuda con Serapis, por haberlos anual del Nilo. Después de cada medición que mostró un aumento de las aguas del Nilo, que regresarían el Nilometer portátil (Fig. 6) en el templo de Serapis. Esto seDiego AlexanderNessuna valutazione finora
- Trabajo Grupal FinalDocumento48 pagineTrabajo Grupal FinalChanitatowers100% (2)
- RAMBUTÁNDocumento6 pagineRAMBUTÁNLorena Escamilla MarinNessuna valutazione finora
- Modificación etiquetado alimentosDocumento30 pagineModificación etiquetado alimentosMauricio Rodriguez LeyvaNessuna valutazione finora
- Implementación de la estrategia de entornos saludables en BogotáDocumento47 pagineImplementación de la estrategia de entornos saludables en BogotáAnita Maria LondoñoNessuna valutazione finora
- DecantacionDocumento14 pagineDecantacionJossimar Becerra CorreaNessuna valutazione finora
- Cuenca Endorreica PDFDocumento5 pagineCuenca Endorreica PDFXoloDexxNessuna valutazione finora
- Tipos de BuzonesDocumento11 pagineTipos de BuzonesCristiang Franko ColnillosNessuna valutazione finora
- Métodos de Obtención Acido FosforicoDocumento9 pagineMétodos de Obtención Acido FosforicoIaraNessuna valutazione finora
- Cultivo de Lechugas HidroponicasDocumento11 pagineCultivo de Lechugas Hidroponicasd2lentoz100% (1)
- Orígenes alimentos, seres vivos y componentes naturalezaDocumento4 pagineOrígenes alimentos, seres vivos y componentes naturalezaCarlosApazaTurpoNessuna valutazione finora
- Informe Quimica Analitica Dureza Del AguaDocumento4 pagineInforme Quimica Analitica Dureza Del AguaDylan Martínez BernettNessuna valutazione finora
- Esmalte Poliuretano Medios SolidosDocumento6 pagineEsmalte Poliuretano Medios SolidosRenzo RestrepoNessuna valutazione finora
- Estudio de conexión de vertidos de Vegas del Genil a puntos receptoresDocumento119 pagineEstudio de conexión de vertidos de Vegas del Genil a puntos receptoreszizitroNessuna valutazione finora
- Ejercicios HysysDocumento6 pagineEjercicios HysysAlvaro Parihuancollo EncinasNessuna valutazione finora
- Accidentes CosterosDocumento2 pagineAccidentes CosterosViviana Jimenez100% (1)
- Clasificación de Los Métodos de Cocción Y ESTUFASDocumento4 pagineClasificación de Los Métodos de Cocción Y ESTUFASOscar De LeonNessuna valutazione finora
- Materias primas químicas y alimenticiasDocumento6 pagineMaterias primas químicas y alimenticiasSantiago MoraNessuna valutazione finora
- Limpieza, Desinfeccion, Esterilizacion WordDocumento25 pagineLimpieza, Desinfeccion, Esterilizacion WordLuis IzaNessuna valutazione finora
- Geologia y GeotecniaDocumento5 pagineGeologia y GeotecniaMarco AntonioNessuna valutazione finora
- INFORME 1.2 Purificacion CuSO4Documento4 pagineINFORME 1.2 Purificacion CuSO4Sofía Manusakis100% (1)