Potrebbero piacerti anche
- AMEF y Plan de ControlDocumento37 pagineAMEF y Plan de ControlAnderson Anguiano67% (3)
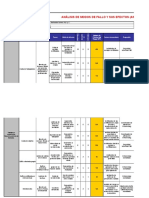
- AMEF - Mantenimiento de Fachada 2016Documento10 pagineAMEF - Mantenimiento de Fachada 2016John Mario Correa FernandezNessuna valutazione finora
- Curso de TPM FilosofiaDocumento36 pagineCurso de TPM FilosofiaVenancio VegaNessuna valutazione finora
- Curso Core ToolsDocumento187 pagineCurso Core ToolsAleida Campos Luna100% (5)
- AMEF: Análisis de Modos y Efectos de FallaDocumento39 pagineAMEF: Análisis de Modos y Efectos de FallaFrancisco Javier Lopez Hernandez100% (1)
- Amef PDFDocumento141 pagineAmef PDFJuan Luis Campos CiezaNessuna valutazione finora
- Introducción SGCDocumento29 pagineIntroducción SGCrazec100Nessuna valutazione finora
- Apqp, Amef-Vda, Plan ControlDocumento102 pagineApqp, Amef-Vda, Plan ControlLuis Hernandez GarciaNessuna valutazione finora
- 04 Tablas - AMEFP AIAG VDA Espanol Febrero.2020Documento4 pagine04 Tablas - AMEFP AIAG VDA Espanol Febrero.2020Geovanni Emmanuel Aguilar RangelNessuna valutazione finora
- Muda Mura MuriDocumento3 pagineMuda Mura Murikikokadola100% (1)
- Herramientas Lean Six Sigma: Análisis del Modo y Efecto de la Falla Potencial (AMEFDocumento21 pagineHerramientas Lean Six Sigma: Análisis del Modo y Efecto de la Falla Potencial (AMEFDiego S.100% (3)
- AMEFDocumento15 pagineAMEFCarolina MartinezNessuna valutazione finora
- AMEF Análisis Modal de Fallas YefectosDocumento31 pagineAMEF Análisis Modal de Fallas YefectosKJ79100% (50)
- Formato de AmefDocumento1 paginaFormato de AmefJuanito Chavez100% (1)
- AmefDocumento1 paginaAmefKinito MéndezNessuna valutazione finora
- Mantenimiento Centrado en la Confiabilidad (RCMDocumento138 pagineMantenimiento Centrado en la Confiabilidad (RCMLuisf Ch B100% (1)
- AMEF proceso mecanizado optimizadoDocumento1 paginaAMEF proceso mecanizado optimizadoAntonio Vâzquez0% (1)
- Introducción A Las Core ToolsDocumento14 pagineIntroducción A Las Core Toolsloko99100% (2)
- Arbol-De-Fallas EjemploDocumento16 pagineArbol-De-Fallas EjemploIsaac Chimbo100% (1)
- TPM Mantenimiento Productivo Total (4620)Documento28 pagineTPM Mantenimiento Productivo Total (4620)Yeferson Pinzon100% (1)
- Final Grupo 5Documento41 pagineFinal Grupo 5Ani Rous CcNessuna valutazione finora
- AmefDocumento76 pagineAmefEvandale Rodríguez Cruz100% (4)
- Método FTADocumento6 pagineMétodo FTARicardo AltezNessuna valutazione finora
- Aplicación de Un Mapa de Valor para Reducir Los 7 Desperdicios (Autoguardado)Documento11 pagineAplicación de Un Mapa de Valor para Reducir Los 7 Desperdicios (Autoguardado)Luis EnriqueNessuna valutazione finora
- Ejercicio Manufactura EsbeltaDocumento48 pagineEjercicio Manufactura EsbeltaBeñat Ugarte TelleriaNessuna valutazione finora
- Mantenimiento autónomo TPMDocumento13 pagineMantenimiento autónomo TPMdiroga25100% (1)
- Caso Barber Cardiosystems Segundo CasoDocumento6 pagineCaso Barber Cardiosystems Segundo CasoCarmita Yánez100% (2)
- Ejemplo de AmefDocumento27 pagineEjemplo de AmefRichard Levano Castilla100% (1)
- 3 Amef PDFDocumento90 pagine3 Amef PDFLUIS FERNANDO ITZMOYOTL TOXQUI100% (1)
- Implementacion de AmefDocumento72 pagineImplementacion de Amefleider palacios100% (1)
- Costos de MantenimientoDocumento18 pagineCostos de MantenimientoMike Moreno AcevedoNessuna valutazione finora
- TPMDocumento145 pagineTPMbtpanaestela_2612100% (7)
- Trabajo AMEFDocumento14 pagineTrabajo AMEFSilvia Sevillano Liberato100% (1)
- AMEF Cuarta Edicion TECDocumento145 pagineAMEF Cuarta Edicion TECFernando Fuentes Lozano100% (3)
- Value Stream Mapping (VSM)Documento9 pagineValue Stream Mapping (VSM)Johan QuitianNessuna valutazione finora
- Core Tools PresentaciónDocumento151 pagineCore Tools Presentaciónaugusto5891Nessuna valutazione finora
- Las 7 Herramientas de Calidad TotalDocumento14 pagineLas 7 Herramientas de Calidad TotalErikLeonardoBaoBarrigaNessuna valutazione finora
- Análisis Del Modo y Efecto de Falla (AMEF)Documento30 pagineAnálisis Del Modo y Efecto de Falla (AMEF)Gerardo RodriguezNessuna valutazione finora
- Turismo en Áreas Naturales Con Gestión ComunitariaDocumento54 pagineTurismo en Áreas Naturales Con Gestión ComunitariapavelbtNessuna valutazione finora
- SMEDDocumento27 pagineSMEDGustavo OrozcoNessuna valutazione finora
- Analisis de Modo y Efectos de FallasDocumento14 pagineAnalisis de Modo y Efectos de FallasCarlos PeñaNessuna valutazione finora
- Análisis de CriticidadDocumento2 pagineAnálisis de CriticidadDennys Quimi Borbor100% (2)
- Confiabilidad de EquiposDocumento41 pagineConfiabilidad de Equiposalberto moraNessuna valutazione finora
- AMFEDocumento49 pagineAMFEMariVillarroelAranaNessuna valutazione finora
- Fmea PDFDocumento30 pagineFmea PDFPabliito MartinezNessuna valutazione finora
- Guia de Practica Cereles y LeguminosasDocumento13 pagineGuia de Practica Cereles y LeguminosasDave Anthony Huaman ChavezNessuna valutazione finora
- AMEF PRESENTACION PPTXDocumento48 pagineAMEF PRESENTACION PPTXRicardo SoraideNessuna valutazione finora
- AMEF - PRESENTACION - PPTX V4Documento20 pagineAMEF - PRESENTACION - PPTX V4kristy yolibeth lopez banegasNessuna valutazione finora
- AMEFDocumento32 pagineAMEFdrayco78% (9)
- Paper Fallas en Mantenimiento IndustrialDocumento3 paginePaper Fallas en Mantenimiento IndustrialHugoTenedaNessuna valutazione finora
- Formato AmefDocumento1 paginaFormato AmefJose Alberto Ramirez Morales100% (1)
- Metodología Seis Sigma ExposicionDocumento12 pagineMetodología Seis Sigma ExposicionjimmNessuna valutazione finora
- AMEFDocumento85 pagineAMEFAlison Williams100% (1)
- Analisis de Causa Raìz PDFDocumento16 pagineAnalisis de Causa Raìz PDFmsantanderNessuna valutazione finora
- Flujo Continuo SMEDDocumento16 pagineFlujo Continuo SMEDsebastián droguettNessuna valutazione finora
- S9.s1 MaterialDocumento38 pagineS9.s1 MaterialJulver Jimenez guzmanNessuna valutazione finora
- FMEADocumento7 pagineFMEAtazolsa1590% (1)
- Herramientas de ConfiabilidadDocumento6 pagineHerramientas de Confiabilidadfred balderas100% (1)
- AMEFDocumento51 pagineAMEFJose Luis RodriguezNessuna valutazione finora
- Informe AmefDocumento29 pagineInforme AmefDiego Ibañez ReyesNessuna valutazione finora
- Trabajo Metodo AmefDocumento19 pagineTrabajo Metodo AmefBeatriz DC RinconNessuna valutazione finora
- Guía AMEF para prevenir fallas en productosDocumento22 pagineGuía AMEF para prevenir fallas en productoslark_Nessuna valutazione finora
- Análisis de Modo Efecto FallaDocumento25 pagineAnálisis de Modo Efecto FallaXavierNessuna valutazione finora
- AMEFaDocumento5 pagineAMEFanajitzaqaroobaNessuna valutazione finora
- 2008 Pump Reliability - Spanish Kurzfassung PDFDocumento23 pagine2008 Pump Reliability - Spanish Kurzfassung PDFanibal peralesNessuna valutazione finora
- Luis Galindo Caballero BarbaDocumento4 pagineLuis Galindo Caballero Barbaanibal peralesNessuna valutazione finora
- Presentación Pérdidas IndustrialesDocumento35 paginePresentación Pérdidas Industrialesanibal peralesNessuna valutazione finora
- 2FMEADocumento37 pagine2FMEAanibal peralesNessuna valutazione finora
- NCh428-1957 Ejecución de Construcciones de AceroDocumento21 pagineNCh428-1957 Ejecución de Construcciones de AceroMario BarrientosNessuna valutazione finora
- RACIDocumento28 pagineRACIAdriana TorresNessuna valutazione finora
- Calzado InformeDocumento25 pagineCalzado InformeIvan CulquiNessuna valutazione finora
- Seguridad e Higiene y Salud FinalDocumento82 pagineSeguridad e Higiene y Salud FinalLuis Enrique Arribasplata SanchezNessuna valutazione finora
- Ups CT005189 PDFDocumento114 pagineUps CT005189 PDFAdemar ArayaNessuna valutazione finora
- Trabajo PrácticoDocumento6 pagineTrabajo PrácticoJuan Ignacio EdsbergNessuna valutazione finora
- Calidad y satisfacción en salón y spaDocumento77 pagineCalidad y satisfacción en salón y spacesarinNessuna valutazione finora
- Terminologia MetrologicaDocumento13 pagineTerminologia MetrologicaDouglasForeroNessuna valutazione finora
- SIG0-2500-PP4GR-004-A (Nivel C)Documento10 pagineSIG0-2500-PP4GR-004-A (Nivel C)matsixNessuna valutazione finora
- Muestreo de Aceptacion - Inspeccion PDFDocumento100 pagineMuestreo de Aceptacion - Inspeccion PDFDiegoPonceNessuna valutazione finora
- Trabajo de Investigación - Agro Industrial ParamongaDocumento42 pagineTrabajo de Investigación - Agro Industrial ParamongaHola MundoNessuna valutazione finora
- Solucionario de LOGISTICA EMPRESARIALDocumento13 pagineSolucionario de LOGISTICA EMPRESARIALDmmxy14Nessuna valutazione finora
- Manual de Consulta Servicio Al ClienteDocumento18 pagineManual de Consulta Servicio Al ClienteRavien SlateNessuna valutazione finora
- Proyecto Final Empto Colombo AleDocumento8 pagineProyecto Final Empto Colombo AleAristy MojicaNessuna valutazione finora
- Proyecto Nom 005 Ssa3 2010Documento10 pagineProyecto Nom 005 Ssa3 2010apolinar guerreroNessuna valutazione finora
- Calzado Corrado Trabajo Final PDFDocumento75 pagineCalzado Corrado Trabajo Final PDFJuan Sebastián Guayacán CondeNessuna valutazione finora
- Carta de Solicitud 2Documento3 pagineCarta de Solicitud 2Hernandez DiazNessuna valutazione finora
- Dialnet FormasDeIntegracionDeLasEmpresas 4021250Documento18 pagineDialnet FormasDeIntegracionDeLasEmpresas 4021250Maria Jose RNessuna valutazione finora
- Tesis Completa Turismo.Documento42 pagineTesis Completa Turismo.Mila PadillaNessuna valutazione finora
- Dominios y Procesos COBITDocumento8 pagineDominios y Procesos COBITcaliche66Nessuna valutazione finora
- Servicio postventa y fidelización de clientesDocumento44 pagineServicio postventa y fidelización de clientesNadia morawonNessuna valutazione finora
- Eot - RemolinoDocumento4 pagineEot - RemolinoCAMIFUSERNessuna valutazione finora
- Trabajo Confecciones CoralDocumento19 pagineTrabajo Confecciones CoralJenny DiazNessuna valutazione finora
- Transformación educativa PanamáDocumento23 pagineTransformación educativa PanamáAna PortilloNessuna valutazione finora
- Tecnologías de Información UCEN 2023Documento25 pagineTecnologías de Información UCEN 2023Andrés Claros CastroNessuna valutazione finora
- Diagrama de CaracterizacionDocumento2 pagineDiagrama de CaracterizacionHassmany Balderrama100% (1)
- S12.Marca País y Denominación de OrigenDocumento36 pagineS12.Marca País y Denominación de OrigenJose German Peralta Canales100% (1)