Potrebbero piacerti anche
- BS 2035Documento40 pagineBS 2035DBasak_1974100% (2)
- BS 03288 3 1989 1999Documento30 pagineBS 03288 3 1989 1999André FerreiraNessuna valutazione finora
- Din 48204Documento3 pagineDin 48204Thanh Dang100% (4)
- PGCIL Power & Control Cable Rev-5Documento14 paginePGCIL Power & Control Cable Rev-5uttam100% (1)
- ACCC Line Failure PresentationDocumento13 pagineACCC Line Failure PresentationSamyak DeoraNessuna valutazione finora
- As 1824.2-1985 Insulation Coordination (Phase-To-earth and Phase-To-phase Above 1 KV) Application GuideDocumento8 pagineAs 1824.2-1985 Insulation Coordination (Phase-To-earth and Phase-To-phase Above 1 KV) Application GuideSAI Global - APACNessuna valutazione finora
- BS 215-2-1970-Aluminium Conductors and Aluminium Conductors Steel-Reinforced For Overhead Power TransmissionDocumento16 pagineBS 215-2-1970-Aluminium Conductors and Aluminium Conductors Steel-Reinforced For Overhead Power TransmissionDayan Yasaranga100% (2)
- BS 215-2-1970-Aluminium Conductors and Aluminium Conductors Steel-Reinforced For Overhead Power TransmissionDocumento16 pagineBS 215-2-1970-Aluminium Conductors and Aluminium Conductors Steel-Reinforced For Overhead Power TransmissionDayan Yasaranga100% (2)
- BS 729 PDFDocumento15 pagineBS 729 PDFEnus BenjaminNessuna valutazione finora
- Aluminum Clad Steel Wire: IEC 61232-1993 ASTM B415 ASTM B502Documento4 pagineAluminum Clad Steel Wire: IEC 61232-1993 ASTM B415 ASTM B502ipraoNessuna valutazione finora
- Acss TWDocumento5 pagineAcss TWharoldc4Nessuna valutazione finora
- Extra-High-Strength and Ultra-High-Strength Zinc-Coated (Galvanized) Steel Core Wire For Overhead Electrical ConductorsDocumento4 pagineExtra-High-Strength and Ultra-High-Strength Zinc-Coated (Galvanized) Steel Core Wire For Overhead Electrical ConductorsSofia YuliNessuna valutazione finora
- Experience and Benefits of Using High Temperature Low-Sag (HTLS) - Tony HillDocumento32 pagineExperience and Benefits of Using High Temperature Low-Sag (HTLS) - Tony HilltanujaayerNessuna valutazione finora
- Bs 6485 1999 PVC Insulated Conductors For Overhead Power LinesDocumento12 pagineBs 6485 1999 PVC Insulated Conductors For Overhead Power LinesAnamulKabir100% (2)
- SANS 182-2 Conductors For Overhead Electrical Transmission Lines. AACDocumento16 pagineSANS 182-2 Conductors For Overhead Electrical Transmission Lines. AACLaxmishankar Katiyar100% (1)
- Composite Insulating Cross ArmsDocumento4 pagineComposite Insulating Cross ArmsburvanovNessuna valutazione finora
- GSW BS 183 PDFDocumento2 pagineGSW BS 183 PDFDanu PrasetyoNessuna valutazione finora
- Shaped Wire Compact Concentric-Lay-Stranded Aluminum Conductors, Coated-Steel Supported (ACSS/TW)Documento7 pagineShaped Wire Compact Concentric-Lay-Stranded Aluminum Conductors, Coated-Steel Supported (ACSS/TW)Anonymous uux1ScsNessuna valutazione finora
- Vol-II (B) EditedDocumento125 pagineVol-II (B) EditedtanujaayerNessuna valutazione finora
- Is 5484 1997Documento9 pagineIs 5484 1997Cristian Walker100% (2)
- HiTemp® Series Accessories For ACCC® ConductorsDocumento32 pagineHiTemp® Series Accessories For ACCC® ConductorsAndre Luis Fontes FerreiraNessuna valutazione finora
- 132kV Composite InsulatorDocumento1 pagina132kV Composite InsulatorAneelNessuna valutazione finora
- Carta Presentacion FerreteriaDocumento10 pagineCarta Presentacion FerreteriaDrakhoNessuna valutazione finora
- FRP Rods For Brittle Fracture ResistantDocumento9 pagineFRP Rods For Brittle Fracture Resistantdmsoares1989Nessuna valutazione finora
- Is 398 Part5 1992Documento13 pagineIs 398 Part5 1992skc1234Nessuna valutazione finora
- As NZS 60076.3-2008 Power Transformers Insulation Levels Dielectric Tests and External Clearances in Air (IECDocumento10 pagineAs NZS 60076.3-2008 Power Transformers Insulation Levels Dielectric Tests and External Clearances in Air (IECSAI Global - APACNessuna valutazione finora
- Is-10162 Spacers and Spacer DampersDocumento16 pagineIs-10162 Spacers and Spacer DampersPankaj GoyalNessuna valutazione finora
- Technical Report For ACFR ConductorDocumento6 pagineTechnical Report For ACFR ConductorDejanNessuna valutazione finora
- As 60372-2010 Locking Devices For Ball and Socket Couplings of String Insulator Units - Dimensions and TestsDocumento6 pagineAs 60372-2010 Locking Devices For Ball and Socket Couplings of String Insulator Units - Dimensions and TestsSAI Global - APACNessuna valutazione finora
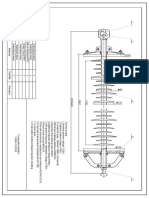
- Opgw - 2S 1 - 24B1 (59 - 30 - 57.9) PDFDocumento8 pagineOpgw - 2S 1 - 24B1 (59 - 30 - 57.9) PDFTriyanto SoewawiNessuna valutazione finora
- Is 875 Part - 1Documento43 pagineIs 875 Part - 1Abdul HafeezNessuna valutazione finora
- Overhead ConductorsDocumento46 pagineOverhead Conductorsمحمد كهرباءNessuna valutazione finora
- BS 6622 XLPE CablesDocumento57 pagineBS 6622 XLPE Cablesdanferreiro8318Nessuna valutazione finora
- BS 125 - 1970Documento16 pagineBS 125 - 1970pratheepshans03Nessuna valutazione finora
- Aerial Bundled Conductor Solutions: Product CatalogDocumento44 pagineAerial Bundled Conductor Solutions: Product CatalogNimish TaterhNessuna valutazione finora
- ACCC Conductors PDFDocumento6 pagineACCC Conductors PDFYayan RnsNessuna valutazione finora
- Broken Wire Condition PDFDocumento16 pagineBroken Wire Condition PDFAmritanshu SrivastavaNessuna valutazione finora
- Disclosure To Promote The Right To InformationDocumento13 pagineDisclosure To Promote The Right To InformationSCRIBDNessuna valutazione finora
- ACFR Presentasion - 2017 - PLN YogyaDocumento23 pagineACFR Presentasion - 2017 - PLN YogyaLukman KartiwaNessuna valutazione finora
- Product Quality Plan: Customer Manufacturer Conductor Type SizesDocumento7 pagineProduct Quality Plan: Customer Manufacturer Conductor Type SizesAvinash LalNessuna valutazione finora
- As 1222.2-1992 Steel Conductors and Stays - Bare Overhead Aluminium Clad (SC AC)Documento7 pagineAs 1222.2-1992 Steel Conductors and Stays - Bare Overhead Aluminium Clad (SC AC)SAI Global - APACNessuna valutazione finora
- Composite Overhead ConductorsDocumento21 pagineComposite Overhead ConductorsEnrique Garcia100% (1)
- Is.7887.1992-Mild Steel Wire Rods PDFDocumento11 pagineIs.7887.1992-Mild Steel Wire Rods PDFashish19851Nessuna valutazione finora
- Temperature, Low-Sag (HTLS) ConductorsDocumento3 pagineTemperature, Low-Sag (HTLS) ConductorsApoorv TalatiNessuna valutazione finora
- Overhead Conductors Trefinasa 2016webDocumento52 pagineOverhead Conductors Trefinasa 2016weboaktree2010Nessuna valutazione finora
- AAAC Advantages Over ACSRDocumento2 pagineAAAC Advantages Over ACSRVivek KumarNessuna valutazione finora
- PGCB W1 Vol 2 of 2 (IDA Cleared-Track Change 9.12.2015) Final-3 PDFDocumento401 paginePGCB W1 Vol 2 of 2 (IDA Cleared-Track Change 9.12.2015) Final-3 PDFparameshvkrNessuna valutazione finora
- Conductor Design & BehaviourDocumento93 pagineConductor Design & BehaviourSubodh SontakkeNessuna valutazione finora
- CIGRÉ 2001 TUTORIAL On Types and Uses of High Temperature ConductorsDocumento42 pagineCIGRÉ 2001 TUTORIAL On Types and Uses of High Temperature ConductorsAlexis de Jesus Fernandez CordovaNessuna valutazione finora
- Arial Bunch ConductorDocumento10 pagineArial Bunch Conductorbbakari2000Nessuna valutazione finora
- Magnetic Power LossDocumento3 pagineMagnetic Power Lossvasanth672Nessuna valutazione finora
- Tabla IEC 62219Documento5 pagineTabla IEC 62219ManuelNessuna valutazione finora
- En 50397-2 PDFDocumento43 pagineEn 50397-2 PDFJCuchapin100% (1)
- Sanjay Conductors & Cables: An ISO: 9001: 2008 Certified CompanyDocumento5 pagineSanjay Conductors & Cables: An ISO: 9001: 2008 Certified CompanySanjay ConductorsNessuna valutazione finora
- 09 PDFDocumento19 pagine09 PDFHesham FandyNessuna valutazione finora
- As 6947-2009 Crossing of Waterways by Electricity InfrastructureDocumento7 pagineAs 6947-2009 Crossing of Waterways by Electricity InfrastructureSAI Global - APACNessuna valutazione finora
- Bs 4395 1 1969Documento37 pagineBs 4395 1 1969galind0100% (1)
- BS 2995-1966 PDFDocumento15 pagineBS 2995-1966 PDF윤규섭Nessuna valutazione finora
- General Purpose Galvanized Steel Wire Strand: Specification ForDocumento12 pagineGeneral Purpose Galvanized Steel Wire Strand: Specification ForMutahir Ahmed100% (1)
- Bs 2994-1976 PDFDocumento38 pagineBs 2994-1976 PDFmaldushNessuna valutazione finora
- Brittle Fracture in Steel StructuresDa EverandBrittle Fracture in Steel StructuresG.M. BoydNessuna valutazione finora
- Astm A193-ADocumento13 pagineAstm A193-ADayan YasarangaNessuna valutazione finora
- Study Electromagnetic Environment Multi-Circuit: On of Transmission Lines On Same TowerDocumento5 pagineStudy Electromagnetic Environment Multi-Circuit: On of Transmission Lines On Same TowerDayan YasarangaNessuna valutazione finora
- Sag and Tension Calculations Refinements and Enhancements Made by TrimbleDocumento8 pagineSag and Tension Calculations Refinements and Enhancements Made by TrimbleChirantan GuptaNessuna valutazione finora
- Installation of Lsa On A 400 KV Double-Circuit Line in RussiaDocumento8 pagineInstallation of Lsa On A 400 KV Double-Circuit Line in RussiaDayan YasarangaNessuna valutazione finora
- Seerc: First South East European Regional CIGRÉ Conference, Portoroz 2016Documento10 pagineSeerc: First South East European Regional CIGRÉ Conference, Portoroz 2016Dayan YasarangaNessuna valutazione finora
- Iso-648 Laboratory Glassware - Single-Volume PipettesDocumento18 pagineIso-648 Laboratory Glassware - Single-Volume PipettesDawn HaneyNessuna valutazione finora
- Sag Tension For Composite ConductorsDocumento4 pagineSag Tension For Composite ConductorsDayan YasarangaNessuna valutazione finora
- AmpacityandSag Computation On An OHL StructureHolistic Method For ConductorDocumento9 pagineAmpacityandSag Computation On An OHL StructureHolistic Method For ConductorAnonymous v9cXHdjNessuna valutazione finora
- 587433.lightning Critical Flashover Voltage of High Voltage InsulatorsDocumento8 pagine587433.lightning Critical Flashover Voltage of High Voltage InsulatorsRylai CrestfallNessuna valutazione finora
- Transmission Line Insulator Condition MonitoringDocumento3 pagineTransmission Line Insulator Condition MonitoringJ.92FlomNessuna valutazione finora
- 2-Multi-Circuit Tower PDFDocumento6 pagine2-Multi-Circuit Tower PDFVishalNessuna valutazione finora
- RTV Pre-Coated Cap-And-Pin Toughened Glass Insulators - A Wide Experience in The Italian Overhead Transmission SystemDocumento4 pagineRTV Pre-Coated Cap-And-Pin Toughened Glass Insulators - A Wide Experience in The Italian Overhead Transmission SystemDayan YasarangaNessuna valutazione finora
- Analytial Method To Calculate Sag and TensionDocumento8 pagineAnalytial Method To Calculate Sag and TensionDayan YasarangaNessuna valutazione finora
- NGK InsulatorsDocumento24 pagineNGK InsulatorsDayan Yasaranga50% (2)
- 042Documento3 pagine042priyanka236Nessuna valutazione finora
- Skin Effect Siuthwire BookDocumento2 pagineSkin Effect Siuthwire BookDayan YasarangaNessuna valutazione finora
- Real Time Monitoring-ESKOM-Overhead-Power-Lines PDFDocumento7 pagineReal Time Monitoring-ESKOM-Overhead-Power-Lines PDFDayan YasarangaNessuna valutazione finora
- Paul Smart ADocumento15 paginePaul Smart ADayan YasarangaNessuna valutazione finora
- Glass Insulator CatalogDocumento36 pagineGlass Insulator CatalogDayan YasarangaNessuna valutazione finora
- HouseTuttle CurrentCarryingCapacityofACSR 1959ID633VER39Documento5 pagineHouseTuttle CurrentCarryingCapacityofACSR 1959ID633VER39VIKAS SINGH BAGHELNessuna valutazione finora
- Epe 2013112110341233Documento6 pagineEpe 2013112110341233Dayan YasarangaNessuna valutazione finora
- HouseTuttle CurrentCarryingCapacityofACSR 1959ID633VER39Documento5 pagineHouseTuttle CurrentCarryingCapacityofACSR 1959ID633VER39VIKAS SINGH BAGHELNessuna valutazione finora
- Greconici PDFDocumento7 pagineGreconici PDFDayan YasarangaNessuna valutazione finora
- Gtacsr/Gztacsr: GAP Type Thermal-Resistant Aluminum Alloy Conductor Steel Reinforced ConstructionDocumento1 paginaGtacsr/Gztacsr: GAP Type Thermal-Resistant Aluminum Alloy Conductor Steel Reinforced ConstructionDayan YasarangaNessuna valutazione finora
- 10 High-Temperature Low-Sag ConductorsDocumento38 pagine10 High-Temperature Low-Sag ConductorsRazvan MaresNessuna valutazione finora
- How To Calculate TH Emagnetic FieldfromathreeDocumento6 pagineHow To Calculate TH Emagnetic FieldfromathreeJohn FonsecaNessuna valutazione finora
- Emf PresentationDocumento14 pagineEmf PresentationhansamvNessuna valutazione finora
- The Lossless Transmission LineDocumento4 pagineThe Lossless Transmission LinebounceeezNessuna valutazione finora
- Instructor Materials Chapter 1: WAN Concepts: CCNA Routing and Switching Connecting NetworksDocumento29 pagineInstructor Materials Chapter 1: WAN Concepts: CCNA Routing and Switching Connecting NetworksAsy LpanNessuna valutazione finora
- AppBeat DC Data Sheet 081117Documento4 pagineAppBeat DC Data Sheet 081117martono693Nessuna valutazione finora
- DEBEG 442X Installation ManualDocumento55 pagineDEBEG 442X Installation Manualchristos1157100% (4)
- NB-CPR 17-722r3 General Guidance On AVCPDocumento25 pagineNB-CPR 17-722r3 General Guidance On AVCPMihai FloreaNessuna valutazione finora
- PM2.5 in China Measurements, Sources, Visibility and Health Effects, and MitigationDocumento26 paginePM2.5 in China Measurements, Sources, Visibility and Health Effects, and Mitigationstefania_iordache8578Nessuna valutazione finora
- BG-TA-CRC Series, Part 2 - CRC Mathematics and Theory-BarrDocumento5 pagineBG-TA-CRC Series, Part 2 - CRC Mathematics and Theory-BarrAhmed SalahNessuna valutazione finora
- Bimetal HandbookDocumento136 pagineBimetal HandbookjahabarsathickNessuna valutazione finora
- BAC Creation DepEdDocumento4 pagineBAC Creation DepEddidoy fullonNessuna valutazione finora
- ELTR 353 Power Electronics - 5Documento1 paginaELTR 353 Power Electronics - 5Engr Shehzad HaneefNessuna valutazione finora
- SAP Business Connector SAP Adapter GuideDocumento254 pagineSAP Business Connector SAP Adapter GuideJungmoo KimNessuna valutazione finora
- Current Internet Limitations v9Documento16 pagineCurrent Internet Limitations v9MadagunduNessuna valutazione finora
- Bsen 15112Documento39 pagineBsen 15112Elambarithi Kalyanakumar100% (1)
- MC Design 2Documento71 pagineMC Design 2Upayan Ghatak100% (1)
- Taller Repuestos 2014Documento167 pagineTaller Repuestos 2014Eduardo Torres100% (1)
- Mobile Crane Inspector & CertificationDocumento3 pagineMobile Crane Inspector & CertificationgptothNessuna valutazione finora
- ASTM B121 Leaded Brass Sheet PlateDocumento4 pagineASTM B121 Leaded Brass Sheet Platestrip1100% (2)
- Procedure: : SOP On Change ControlDocumento11 pagineProcedure: : SOP On Change ControljaimurugeshNessuna valutazione finora
- UPPI v. Cardinal HealthDocumento96 pagineUPPI v. Cardinal HealthAlex KacikNessuna valutazione finora
- Scotch Marine Boiler Design: Wetback Vs DrybackDocumento24 pagineScotch Marine Boiler Design: Wetback Vs DrybackGopal RamalingamNessuna valutazione finora
- Training Calendar (2017) : School of Quality: Iso 9001:2015 - Quality Management SystemDocumento1 paginaTraining Calendar (2017) : School of Quality: Iso 9001:2015 - Quality Management SystemHasbullah MohdNessuna valutazione finora
- SikaTack Panel System - Sheet 1 Cert 05 - 4218Documento10 pagineSikaTack Panel System - Sheet 1 Cert 05 - 4218Peter DudasNessuna valutazione finora
- Guide For HDPCD Certification Practice ExamDocumento18 pagineGuide For HDPCD Certification Practice ExamsaketNessuna valutazione finora
- 4G Kpi Ibd HPDocumento20 pagine4G Kpi Ibd HPYalzlelfNessuna valutazione finora
- Indoor Cable Floor Heating Systems: Application ManualDocumento52 pagineIndoor Cable Floor Heating Systems: Application ManualLucian CiudinNessuna valutazione finora
- Nokia 7360 ISAM FX: FeaturesDocumento3 pagineNokia 7360 ISAM FX: Featuresit4728Nessuna valutazione finora
- System Head Curves : Figure 2.4-1Documento4 pagineSystem Head Curves : Figure 2.4-1Muhammad ImranNessuna valutazione finora
- As 4979-2008 Flammable and Combustible Liquids - Precautions Against Electrostatic Ignition During Tank VehicDocumento7 pagineAs 4979-2008 Flammable and Combustible Liquids - Precautions Against Electrostatic Ignition During Tank VehicSAI Global - APACNessuna valutazione finora
- GIS 43 331 API 1104 Pipeline Welding PDFDocumento56 pagineGIS 43 331 API 1104 Pipeline Welding PDFDjamel100% (2)
- Free Video To Flash Converter LogDocumento12 pagineFree Video To Flash Converter LogThomas HillNessuna valutazione finora