Potrebbero piacerti anche
- E-I PHYSICS PRACTICALS MANUALDocumento35 pagineE-I PHYSICS PRACTICALS MANUALsamira_666Nessuna valutazione finora
- Refraction Seismic MethodDocumento15 pagineRefraction Seismic MethodCamilleVegaNessuna valutazione finora
- Assessment 1 - Parts 1 & 2: All Use Group 2 DataDocumento56 pagineAssessment 1 - Parts 1 & 2: All Use Group 2 DatabobecaweNessuna valutazione finora
- Non-Destructive Testing of Drilling Oil and Gas Equipment and ToolsDocumento10 pagineNon-Destructive Testing of Drilling Oil and Gas Equipment and Toolsflasher_for_nokiaNessuna valutazione finora
- 02 Position C 0Documento19 pagine02 Position C 0Pham LongNessuna valutazione finora
- Angle Beam Contact. Testing.Documento3 pagineAngle Beam Contact. Testing.zemog001Nessuna valutazione finora
- BH Curve PDFDocumento7 pagineBH Curve PDFAviteshNessuna valutazione finora
- Physics Practical PDF - 12hhhDocumento54 paginePhysics Practical PDF - 12hhhmyjadavfamilyNessuna valutazione finora
- Ultrasonic Testing Techniques and PrinciplesDocumento31 pagineUltrasonic Testing Techniques and PrinciplesMAXX ENGINEERSNessuna valutazione finora
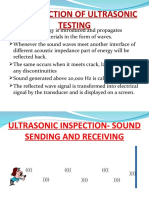
- Introduction of Ultrasonic TestingDocumento70 pagineIntroduction of Ultrasonic TestingMAXX ENGINEERS100% (1)
- 2 Catsafst6 (Advance Pattern) Paper-2 PDFDocumento14 pagine2 Catsafst6 (Advance Pattern) Paper-2 PDFAvishek BiswasNessuna valutazione finora
- MWE Exp 4Documento6 pagineMWE Exp 4krNessuna valutazione finora
- 2.PAUT CourseworkDocumento19 pagine2.PAUT CourseworkMuhammed Abo-Fandood100% (3)
- Mathcad - CALC-OHTL 33 Al Wagan To Al AradDocumento15 pagineMathcad - CALC-OHTL 33 Al Wagan To Al AradAILEENNessuna valutazione finora
- Post Task - Cristian Leonardo PiragauraDocumento11 paginePost Task - Cristian Leonardo PiragauraGERMANEDU2000Nessuna valutazione finora
- Eder - Ferreira - Task 3Documento8 pagineEder - Ferreira - Task 3daniel FerreiraNessuna valutazione finora
- Mathcad - CALC-OHTL 33 Hayer To FiliDocumento15 pagineMathcad - CALC-OHTL 33 Hayer To FiliAILEENNessuna valutazione finora
- Physics JournalDocumento12 paginePhysics JournalSHRUTI CHAVANNessuna valutazione finora
- Calculo Base V1.0Documento68 pagineCalculo Base V1.0andres osorioNessuna valutazione finora
- Electrical Circuits Ii: DIRECTIONS: Solve For The Unknown Values For Each Problem, With Complete SolutionsDocumento8 pagineElectrical Circuits Ii: DIRECTIONS: Solve For The Unknown Values For Each Problem, With Complete SolutionsJean Kimberly AgnoNessuna valutazione finora
- Mathcad - CALC-OHTL 220 JPA To BuhasaDocumento15 pagineMathcad - CALC-OHTL 220 JPA To BuhasaAILEENNessuna valutazione finora
- Velocity Measurement TechniquesDocumento16 pagineVelocity Measurement Techniquesca6tik01Nessuna valutazione finora
- Mathcad - CALC-OHTL 220 JPB To BabDocumento15 pagineMathcad - CALC-OHTL 220 JPB To BabAILEENNessuna valutazione finora
- Half Deflection ReadingsDocumento5 pagineHalf Deflection ReadingsAritra RoyNessuna valutazione finora
- 10-PMUTS Design Optimization For Medical Probes ApplicationsDocumento4 pagine10-PMUTS Design Optimization For Medical Probes ApplicationsMarcus GregoryNessuna valutazione finora
- Strain Gages: DR R D D A ADocumento21 pagineStrain Gages: DR R D D A ARitu KapoorNessuna valutazione finora
- IA Earthing Calculations BS 7430 +A1 2015 EEADocumento17 pagineIA Earthing Calculations BS 7430 +A1 2015 EEAAhmed IbrahimNessuna valutazione finora
- ECT Level 2Documento66 pagineECT Level 2rf85ahmadiNessuna valutazione finora
- Dielectric Permittivity Measurement of Paper SubstDocumento4 pagineDielectric Permittivity Measurement of Paper Substremiamedi2603Nessuna valutazione finora
- Acoustic Plane Waves ExperimentDocumento11 pagineAcoustic Plane Waves ExperimentFaizan AlyNessuna valutazione finora
- Advanced Inspection by Acoustic Emission (AE) On-Line or Off-LineDocumento23 pagineAdvanced Inspection by Acoustic Emission (AE) On-Line or Off-LineRamakrishna SagarNessuna valutazione finora
- L01 Theory Modulus Deformation R1Documento62 pagineL01 Theory Modulus Deformation R1Khairul NayanNessuna valutazione finora
- GATE SOLVED PAPER - IN TRANSDUCER, MECH. MEASUR. AND INDUS. INSTRUDocumento31 pagineGATE SOLVED PAPER - IN TRANSDUCER, MECH. MEASUR. AND INDUS. INSTRUnaveenNessuna valutazione finora
- R IS IN G: Are Otope Vestigation at SI Spectroscopy at Relativistic EnergiesDocumento24 pagineR IS IN G: Are Otope Vestigation at SI Spectroscopy at Relativistic EnergiesJoe JoeNessuna valutazione finora
- 7.piezoelectric, Accelerometer and Laser SensorsDocumento13 pagine7.piezoelectric, Accelerometer and Laser SensorsEnergya CorporacionNessuna valutazione finora
- Surveying and Transportation EngineeringDocumento2 pagineSurveying and Transportation EngineeringAkshay Kumar SahooNessuna valutazione finora
- Lecture 17-UTDocumento40 pagineLecture 17-UTsamrn8Nessuna valutazione finora
- EM&I - TerminalDocumento5 pagineEM&I - TerminalZabeehullahmiakhailNessuna valutazione finora
- Ultrasonic Echography A-Scan and Ultrasonic B-Scan: Universiti Teknologi Mara (Uitm)Documento10 pagineUltrasonic Echography A-Scan and Ultrasonic B-Scan: Universiti Teknologi Mara (Uitm)SITI NURFATIHA JAMIANNessuna valutazione finora
- Lab 3 Result SheetDocumento7 pagineLab 3 Result Sheetodeleye1Nessuna valutazione finora
- Microwave Theory and TechniquesDocumento599 pagineMicrowave Theory and Techniquesdhanushcm2001Nessuna valutazione finora
- Torsion TestingDocumento10 pagineTorsion TestingSean BruegmanNessuna valutazione finora
- Tuto 2 - Muhammad Najmi Bin KamarudinDocumento18 pagineTuto 2 - Muhammad Najmi Bin KamarudinAzlan Abdul Rahim IINessuna valutazione finora
- Steady Supersonic Flow Over Right Circular ConeDocumento9 pagineSteady Supersonic Flow Over Right Circular Conecal linNessuna valutazione finora
- Ultrasonic Testing Definitions and QuestionsDocumento27 pagineUltrasonic Testing Definitions and QuestionskingstonNessuna valutazione finora
- Simple Curve PDF FreeDocumento21 pagineSimple Curve PDF FreeHedrene TolentinoNessuna valutazione finora
- Angle Accuracy of Antenna Noise Corrupted Ultra-Wideband Monopulse ReceiverDocumento4 pagineAngle Accuracy of Antenna Noise Corrupted Ultra-Wideband Monopulse Receivermo moNessuna valutazione finora
- Ultrasonic Testing Level 2 (UT-2) General ExaminationDocumento11 pagineUltrasonic Testing Level 2 (UT-2) General ExaminationAnonymous DvrN6sQr100% (1)
- Horizontal DistanceDocumento33 pagineHorizontal DistanceDylan Ngu Tung HongNessuna valutazione finora
- Horizontal Distance Measurement: Tape Odometer Subtense Bar Stadia EDMDocumento33 pagineHorizontal Distance Measurement: Tape Odometer Subtense Bar Stadia EDMUmer WaqasNessuna valutazione finora
- Annex 5 - ElectromagnetismoDocumento16 pagineAnnex 5 - ElectromagnetismocarlosNessuna valutazione finora
- Postask MigueldazaDocumento19 paginePostask MigueldazaMiGue DAzaNessuna valutazione finora
- Björn Isaksen - Design of Hardanger Suspension BridgeDocumento36 pagineBjörn Isaksen - Design of Hardanger Suspension BridgeDemçe FlorjanNessuna valutazione finora
- Mathcad - CALC-OHTL 400 Shahama To DahmaDocumento15 pagineMathcad - CALC-OHTL 400 Shahama To DahmaAILEENNessuna valutazione finora
- Electronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 3Da EverandElectronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 3Valutazione: 3 su 5 stelle3/5 (2)
- Electronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 1Da EverandElectronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 1Valutazione: 4.5 su 5 stelle4.5/5 (5)
- Electric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesDa EverandElectric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesNessuna valutazione finora
- Interactions between Electromagnetic Fields and Matter: Vieweg Tracts in Pure and Applied PhysicsDa EverandInteractions between Electromagnetic Fields and Matter: Vieweg Tracts in Pure and Applied PhysicsNessuna valutazione finora
- Flight Test Instrumentation: Proceedings of the Third International Symposium 1964Da EverandFlight Test Instrumentation: Proceedings of the Third International Symposium 1964M. A. PerryNessuna valutazione finora
- Education For All (Report at A Glance)Documento2 pagineEducation For All (Report at A Glance)Anonymous cui5pddkNessuna valutazione finora
- 18880Documento9 pagine18880Sundar RameshNessuna valutazione finora
- Metersuite PDFDocumento4 pagineMetersuite PDFAnonymous cui5pddkNessuna valutazione finora
- Pin MetersuiteDocumento3 paginePin MetersuiteAnonymous cui5pddkNessuna valutazione finora
- MA ALTOSONIC-V en 080930 7308503400 R00Documento106 pagineMA ALTOSONIC-V en 080930 7308503400 R00Anonymous cui5pddkNessuna valutazione finora
- TD Altosonic IV en 060424Documento8 pagineTD Altosonic IV en 060424Anonymous cui5pddkNessuna valutazione finora
- CONFPAPERS ALTOSONICV12 Installation Effects en 120524 PDFDocumento20 pagineCONFPAPERS ALTOSONICV12 Installation Effects en 120524 PDFAnonymous cui5pddkNessuna valutazione finora
- Confpapers Altosonicv12 Impact of Fouling en 120524Documento22 pagineConfpapers Altosonicv12 Impact of Fouling en 120524Anonymous cui5pddkNessuna valutazione finora
- Mechanism For Permitting Measurement Systems: Ditjen Migas Bpmigas Dit Met 1 2Documento1 paginaMechanism For Permitting Measurement Systems: Ditjen Migas Bpmigas Dit Met 1 2Indra KusumaNessuna valutazione finora
- Spent CoffeeDocumento11 pagineSpent CoffeeAnonymous cui5pddkNessuna valutazione finora
- NPT American Ansi B 1.20Documento2 pagineNPT American Ansi B 1.20HUGO HUDSONNessuna valutazione finora
- Quick Start Guide - Fans - ECblue BASIC-MODBUS, ECblue BASIC - D (116), GDocumento39 pagineQuick Start Guide - Fans - ECblue BASIC-MODBUS, ECblue BASIC - D (116), GRicardo AyarzagoitiaNessuna valutazione finora
- KVT Drahtgewindeeinsaetze en 05-2015 Web-CatalogDocumento24 pagineKVT Drahtgewindeeinsaetze en 05-2015 Web-CatalogWK SinnNessuna valutazione finora
- ValvesDocumento61 pagineValvesachari_swapnilNessuna valutazione finora
- Machining LatheDocumento219 pagineMachining LathehareshNessuna valutazione finora
- Cutting Tool Applications: by George Schneider, Jr. CmfgeDocumento9 pagineCutting Tool Applications: by George Schneider, Jr. CmfgeburakNessuna valutazione finora
- Gear Cutting PracticeDocumento367 pagineGear Cutting PracticeFrancisco Daniel Colimba100% (1)
- PADT ANSYS Fastener Simulation Part1Documento22 paginePADT ANSYS Fastener Simulation Part1isma_nashNessuna valutazione finora
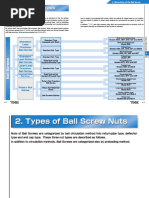
- Ballscrew Product SpecificationsDocumento30 pagineBallscrew Product SpecificationsrogeriofcrealNessuna valutazione finora
- Lecture Slides: Screws, Fasteners, and The Design of Nonpermanent JointsDocumento133 pagineLecture Slides: Screws, Fasteners, and The Design of Nonpermanent JointsABHISHEKSNessuna valutazione finora
- ES9-54 Fastener Installation and Torque Value Rev JDocumento35 pagineES9-54 Fastener Installation and Torque Value Rev Jganesh100% (1)
- Brake SystemDocumento42 pagineBrake SystemeduamaNessuna valutazione finora
- ТрансмиссияDocumento98 pagineТрансмиссияПавлик МорозNessuna valutazione finora
- Koc MP 030 Part 1Documento14 pagineKoc MP 030 Part 1Ravi MahetoNessuna valutazione finora
- Tension Sensator Load Cell ManualDocumento28 pagineTension Sensator Load Cell ManualVictorNessuna valutazione finora
- Alcoa Aerospace CatalogueDocumento15 pagineAlcoa Aerospace CataloguePuneeth KumarNessuna valutazione finora
- Hoke Fitting Installation Workshop MasterDocumento91 pagineHoke Fitting Installation Workshop MastervenkeekuNessuna valutazione finora
- Stihl FS120 FS200 FS300 FS350 FS400 FS450 FR350 FR450 Service Manual PDFDocumento63 pagineStihl FS120 FS200 FS300 FS350 FS400 FS450 FR350 FR450 Service Manual PDFfrosNessuna valutazione finora
- Ale Mite CatalogDocumento134 pagineAle Mite CatalogxnbsxNessuna valutazione finora
- Lechler Agriculture Catalogue 2020 enDocumento128 pagineLechler Agriculture Catalogue 2020 enOper RatirNessuna valutazione finora
- Catalogo Bobcat S630 PDFDocumento242 pagineCatalogo Bobcat S630 PDFRichardRevelo100% (1)
- Metallic Piping Fabrication and Installation Method Statement & Job Safety AnalysisDocumento34 pagineMetallic Piping Fabrication and Installation Method Statement & Job Safety AnalysisMohamed100% (1)
- TST Lattice TowerDocumento26 pagineTST Lattice TowerAsheptya KurniawanNessuna valutazione finora
- A Method For Calculation of Fastener Torque Specifications Which Includes Statistical TolerancingDocumento12 pagineA Method For Calculation of Fastener Torque Specifications Which Includes Statistical Tolerancingdavlasc100% (1)
- Análisis e Investigación de Fallas de Fractura en El Eje de Transmisión de PositivoDocumento18 pagineAnálisis e Investigación de Fallas de Fractura en El Eje de Transmisión de Positivojohnny oreNessuna valutazione finora
- Polyolefin Pipe and Fittings For Corrosive Waste Drainage SystemsDocumento6 paginePolyolefin Pipe and Fittings For Corrosive Waste Drainage SystemsYasmin AminNessuna valutazione finora
- Analysis of The Integrity of A Single Stud Assembly With Externally Corroded NutsDocumento19 pagineAnalysis of The Integrity of A Single Stud Assembly With Externally Corroded NutsrandyooiscribdNessuna valutazione finora
- Stainless Steel Socket Button and Flat Countersunk Head Cap ScrewsDocumento7 pagineStainless Steel Socket Button and Flat Countersunk Head Cap ScrewsDanZel DanNessuna valutazione finora
- JIS B1180s-HexheadscrewDocumento9 pagineJIS B1180s-HexheadscrewTariku KunNessuna valutazione finora
- Bard Wyers Stealth-Rak PatentDocumento11 pagineBard Wyers Stealth-Rak Patent84Bravo20Nessuna valutazione finora