Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
GBT 1499.2-20180en
Caricato da
Trọng Đẹp TraiCopyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
GBT 1499.2-20180en
Caricato da
Trọng Đẹp TraiCopyright:
Formati disponibili
ICS 77.140.
60
H44
NATIONAL STANDARD
OF THE PEOPLE'S REPUBLIC OF CHINA
中华人民共和国国家标准
GB/T1499.2-2018
Replaced GB/T 1499.2-2007
钢筋混凝土用钢
第 2 部分:热轧带肋钢筋
Steel for the reinforcement of concrete-
Part 2 : Hot rolled ribbed bars
Issued on 2018-02-06 Implemented on 2018-11-01
Issued by the General Administration of Quality Supervision, Inspection and
Quarantine (AQSIQ)of the People's Republic of China and the
Standardization Administration (SAC) of the People's Republic of
China
Internal use only, not for resale or public post www.gbstandards.org
GB/T 1499.2-2018
Contents
Foreword .......................................................................................................................................... 3
1 Scope ............................................................................................................................................ 5
2 Normative references ................................................................................................................. 5
3 Terms and definitions.................................................................................................................. 7
4 Classification and brand number .............................................................................................. 8
5 ordering content .......................................................................................................................... 8
6 Size, shape, weight and allowable deviation .......................................................................... 9
6.1 nominal diameter range .................................................................................................. 9
6.2 resources section area and theoretical weight ............................................................ 9
6.3 allowable deviation of surface shape and size of reinforcement ............................ 10
6.4 length and allowable deviation..................................................................................... 14
6.5 bending degree and end ............................................................................................... 14
6.6 weight and allowable deviation .................................................................................... 14
7 Technical requirements ............................................................................................................ 15
7.1 smelting method ............................................................................................................. 15
7.2 brand name and chemical composition ...................................................................... 15
7.3 delivery mode ................................................................................................................. 16
7.4 mechanical properties ................................................................................................... 16
7.5 process performance .................................................................................................... 17
7.6 fatigue performance ...................................................................................................... 18
7.7 connection performance ............................................................................................... 18
7.8 grain size ......................................................................................................................... 18
7.9 metallographic structure ............................................................................................... 18
7.10 surface quality .............................................................................................................. 18
8 Test method................................................................................................................................ 18
8.1 inspection items ............................................................................................................. 18
8.2 tensile, bending and reverse bending tests ............................................................... 20
8.3 measurement.................................................................................................................. 20
8.4 measurement of weight deviation ............................................................................... 21
8.5 vickers hardness and microstructure test of macroscopic metallography and cross
section .................................................................................................................................... 21
8.6 numerical modification .................................................................................................. 21
9 Inspection rules ......................................................................................................................... 21
9.1 test classification ............................................................................................................ 21
9.2 characteristic value test ................................................................................................ 22
9.3 delivery inspection ......................................................................................................... 22
10. Packing, marking and quality certificate ............................................................................. 23
Annex A (informative) The calculation formula of steel bar relative rib area ....................... 24
Annex B (informative) Macroscopic metallography, vickers hardness of section,
microstructure and test method of reinforcement .................................................................... 25
Annex C (informative) Feature Value Inspection Rules .......................................................... 28
Internal use only, not for resale or public post www.gbstandards.org
GB/T 1499.2-2018
Foreword
The English version hereof has been translated directly from the
openly-published Chinese standard GB 1499.2-2018.
In the event of any discrepancy in the process of implementation, the Chinese
version shall prevail.
GB/T 1499 steel for reinforced concrete is divided into three parts.
- part 1: hot rolled round steel bars;
- part 2: hot-rolled ribbed bar:
- part 3: welded steel mesh
This part is divided into GB/T 1499 part 2.
This part is drafted in accordance with the rules given in GB/T 1.1-2009.
Thispart replaced GB/T 1499.2-2007 Steel for the reinforcement of
concrete-Part 2 : Hot rolled ribbed bars.
Compared with GB/T 1499.2-2007, the main changes are as follows:
-Increased smelting methods;
- 335 MPa bars have been removed;
- 600 MPa reinforcement bars have been added;
- add the steel bar number with E;
- the allowable length deviation and bending degree shall be appropriately
tightened;
- the allowable weight deviation is properly tightened to make it clear that the
weight deviation is not allowed to be reinspected;
- take the test requirements of rebar reverse bending with brand E as a routine
inspection item;
- the provisions on fatigue test methods of reinforcement have been increased;
- increased requirements for metallographic inspection;
- increased vickers hardness, microstructure and test methods of macroscopic
metallography and cross section;
- measurement method for increasing the end clearance of transverse rib;
- will be on the surface rolling "registered name (or logo)" instead of "enterprise
of reinforced concrete with hot rolling steel production license number (3) after
the" delete "nominal diameter is not more than 10 mm steel, not rolling marks,
Internal use only, not for resale or public post www.gbstandards.org
GB/T 1499.2-2018
can adopt the method of hanging signs".
- appendix A, determination of total elongation of reinforcement at maximum
strength, was deleted.
This part USES the redrafting method to refer to ISO 6935-2:2015 steel for
reinforced concrete part 2; ribbed steel bar compilation, which is not equivalent
to the consistency of ISO 6935-2:2015.
This part is proposed by China iron and steel industry association.
This part was reinstated by the national steel standardization technology
commission (SAC/TC 183).
Main drafting units of this part: China metallurgy Architecture Research
Institute Co., Ltd. Information standards institute of metallurgy
industry,Shougang Changzhi iron and Steel Co., Ltd.,Shandong iron and steel
Limited by Share Ltd Laiwu branch,Jiangsu shagang Group Co Ltd;,Kunming
iron and steel Corp.,Ltd of Wugang Iron and Steel Group,Fujian Sansteel
(Group) Co., Ltd. ,Jigang Group Co., Ltd.,Jiangsu Yong Steel Group Co.,
Ltd.,Hebei Jinxi iron and Steel Group Corp.,Ltd,Hebei Gong Ye Iron and Steel
Co., Ltd. Zhongtian iron and Steel Group Co., Ltd.Jiangsu Shen te iron and
Steel Co., Ltd.,Fushun new iron and Steel Co., Ltd. Tangshan Donghua iron
and Steel Enterprise Group Co., Ltd.,Jiangsu province Bin Xin iron and Steel
Group Co., Ltd.Iron and Steel Research Institute.
This section to participate in the drafting unit: Yihua iron and steel Group Co.,
Ltd.,Shiheng Special Steel Group Co., Ltd.,Jiangyin Xicheng iron and Steel
Co., Ltd.,Guangzhou Yufeng Enterprise Group Co., Ltd.,Guangdong friend
steel iron and Steel Co., Ltd. ,Sichuan Dazhou iron and Steel Group Co., Ltd.,
Guangxi Shenglong Metallurgy Co., Ltd.,Yancheng Lian Xin iron and Steel Co.,
Ltd.
This part of the drafters: Zhu Jianguo, Wang Limin , Chen Jie, Feng Chao,
Yang Caifu, Zhou Yuli, Wang Zhongxue, Li Xiaobo, Su Hezhou, Luo Zhiweng,
LuanCaixia, Chen Huabing, Zhao Yichen, Ma Linjun, Dong Caiping, Wang Yue,
Deng Qizhi, Jiang Jun, Lin Guangxiong, Xu Bingwei, Sun Qingliang, NieWenjin,
Zhao Yu, Liu Jianfeng, Li Chenjun, Wu Huiying, Zhang Yuhai, Zhang Jueling,
Zhou Xiaoqin, Liang Baocai, Wang Bingjie, Wu Jianzhong, Liu Baoshi, Yu
Zhiliang, Wang Yujie, Wu Yunpeng, Wang Hongbin, Wang Changsheng, Pan
Shiqun, Wen Ji, Zhou Shiwen, KeXueli, Chen Chunrong, Jiang Shanming,
Shen Junjie, XiaoLijun, Zhang Guangyon, Li Yuanting, Cai Hengzhong, Li Jing,
Wang Changcheng.
The previous releases of the standard replaced by this part are as follows:
-GB 1499-1979,GB 1499-1984.GB 1499-1991,GB 1499-1998;
-GB/T 1499.2-2007.
Internal use only, not for resale or public post www.gbstandards.org
GB/T 1499.2-2018
钢筋混凝土用钢
第 2 部分:热轧带肋钢筋
Steel for the reinforcement of concrete-
Part 2 : Hot rolled ribbed bars
1 Scope
This part of GB/T 1499 specifies technical requirements for ribbed bars to be
used as reinforcement in concrete.
This part of GB/T 1499 is applicable to steel delivered in the form of bars, coils
and de-coiled products. It includes both weldable and non-weldable steels.
The production process is at the discretion of the manufacturer.
It is not applicable to ribbed bars produced from finished products, such as
plates and railway rails.
2 Normative references
The following documents, in whole or in part, are normatively referenced in this
document and are indispensable for its application. For dated references, only
the edition cited applies. For undated references, the latest edition of the
referenced document (including any amendments) applies.
GB/T 222Allowable deviation of chemical composition of steel products
GB/T 223.5 reduced silicon-molybdate photometric method for the
determination of si3n4 and si3n4 contents in steel
GB/T 223.11 visible titration or potentiometric titration for determination of
chromium content in steel and alloy
GB/T 223.12 steel and alloy chemical analysis method sodium carbonate
separation - determination of chromium by phenylcarbanyl dihydrazine
photometry
GB/T 223.14 steel and alloy chemical analysis method tantalum reagent
extraction spectrophotometry determination of vanadium content
GB/T 223,19 methods for chemical analysis of steel and alloy
GB/T 223.23 steel and alloy nickel content determination of butanedione
oxime spectrophotometry
Internal use only, not for resale or public post www.gbstandards.org
GB/T 1499.2-2018
GB/T 223.26
Determination of molybdenum content in steel and alloy by photometric
method of thiocyanate
GB/T 223.37 method for chemical analysis of steel and alloy by distillation
separation - indophenol blue light measurement nitrogen content
GB/T 223-40Determination of niobium content in steel and alloy by chlorsulfol
S spectrophotometry
GB/T 223,59Determination of phosphorus content in steel and alloy by
bismuth phosphorus molybdenum blue spectrophotometry and antimony
phosphorus molybdenum blue spectrophotometry
GB/T 223.63 steel and alloy chemical analysis method sodium periodate
(potassium) spectrophotometry determination of manganese content
GB/T 223,85 determination of sulfur content in steel and alloy by infrared
absorption method after combustion in induction furnace
GB/T 223.86 determination of total carbon content of steel and alloy by
infrared absorption method after combustion in induction furnace
GB/T 2101General requirements for the acceptance, packaging, marking and
quality certificate of section steel
GB/T - 4336.Atomic emission spectrometry for the determination of
multi-element content in carbon steel and middle and low alloy steel by spark
discharge (conventional method)
GB/T 4340.1Vickers hardness test for metallic materials - part 1: test methods
GB/T 6394 metal average grain size determination method
GB/T 13298 metal microstructure test method
GB/T 17505General technical requirements for delivery of steel and steel
products
GB/T 20066 steel and iron chemical composition determination by sample
sampling and sample preparation
GB/T 20123 determination of total carbon and sulfur content of steel
GB/T 20124 determination of nitrogen content in iron and steel
GB/T 20125 low alloy steel multi-element content determination inductively
coupled plasma atomic emission spectrometry
GB/T 2-8900 test method for reinforced concrete steel
YB/T 081Numerical modification of metallurgical technical standards and
determination of test values
Internal use only, not for resale or public post www.gbstandards.org
GB/T 1499.2-2018
JGJ 18 steel welding and acceptance procedures
JGJ 107 reinforcement mechanical connection technical specifications
3 Terms and definitions
For the purposes of this document, the following terms and definitions apply.
3.1 hot rolled bars
Steel bars delivered in hot rolled condition.
3.2 hot rolled bars of fine grains
In hot rolling process, the grain size of fine grain steel bar formed by controlled
rolling and cold control process is 9 grades or finer.
3.3 ribbed bars
The cross section is usually round and the surface is ribbed for coagulation of
structural steel.
3.4 longitudinal rib
uniform continuous rib parallel to the axis of the bar.
3.5 transverse rib
Other ribs not parallel to the steel axis.
3.6 crescent ribbed bars
The longitudinal section of the transverse rib is in the shape of a crescent.
3.7 nominal diameter
The diameter of a circle equal to the nominal cross-sectional area of a steel
bar.
3.8 specific projected riib area
The ratio of the projected area of the transverse rib on the vertical plane of the
steel axis to the product of the length of the reinforcement bar and the distance
between the transverse rib and the longitudinal rib.
3.9 rib height
distance from the highest point on the rib to the surface of the core, to be
measured perpendicular to the axis of the bar.
3.10 rib spacing
distance between the centers of two consecutive transverse ribs measured
parallel to the axis of the bar.
Internal use only, not for resale or public post www.gbstandards.org
GB/T 1499.2-2018
3.11characteristic value
value having a prescribed probability of not being attained in a hypothetical
unlimited test series
3.12 core
The cross section of reinforcement does not include the cross section of
transverse rib and longitudinal rib.
4 Classification and brand number
4.1 reinforcement is divided into 400, 500 and 600 grades according to yield
strength characteristic values.
4.2 steel grades 抅 into and their meanings are shown in table 1.
Table 1
Category Brand Brand English alphabet
Composition meaning
Ordinary HRB400 It is composed of English HRB -
hot-rolled steel HRB + yield Hot rolled Ribbed
HRB500
bar strength bar (Hot rolled
HRB600 characteristic Ribbed Bars)
value write.
HRB400E It is composed of Earthquake the
HRB + yield first letter of the
HRB500E
strength English alphabet
characteristic
value +E
Fine grain HRBF400 It is composed of HRBF - add the
hot-rolled steel HRBF + yield first letter of "fine"
HRBF500
bar strength English (Fme)
characteristic after the English
value abbreviation of
hot-rolled ribbed
HRBF400E It is composed of
steel bar.
HRBF + yield
HRBF500E
strength Earthquake the
characteristic first letter of the
value +E English alphabet
5 ordering content
The order shall include at least the following:
Internal use only, not for resale or public post www.gbstandards.org
GB/T 1499.2-2018
A) this part number;
B) product name;
C) steel plate number;
D) nominal diameter, length and weight (or quantity, or disc weight) of
reinforcement;
E) special requirements.
6 Size, shape, weight and allowable deviation
6.1 nominal diameter range
The nominal diameter range of reinforcement is 6 mm ~ 50 mm.
6.2 resources section area and theoretical weight
The nominal cross-section area and theoretical weight of reinforcement are
shown in table 2.
Table 2
Nominal bar diameter Nominal cross-sectional area Theoretical weighta
mm mm2 Kg/m
6 28.27 0.22
8 50.27 0.395
10 78.54 0.617
12 113.1 0.888
14 153.9 1.21
16 201.1 1.58
18 254.5 2.00
20 314.2 2.47
22 380.1 2.98
25 490.9 3.85
28 615.8 4.83
32 804.2 6.31
36 1018 7.99
40 1257 9.87
Internal use only, not for resale or public post www.gbstandards.org
GB/T 1499.2-2018
50 1964 15.42
a
The theoretical weight is calculated by density of 7.85g/cm2
6.3 allowable deviation of surface shape and size of reinforcement
6.3.1 the design principles of reinforcing bar transverse rib shall comply with
the following provisions:
A) cross rib with steel axis should not be less than 45 ° Angle, when the
Angle is not greater than 70 °, reinforced relative to the direction of the
horizontal rib on both sides should be the opposite.
B) the nominal spacing of transverse ribs shall not be greater than 0.7 times
the nominal diameter of reinforcement.
C) cross rib side piece with a should not be less than 45 ° Angle on the surface
of the steel.
D) the sum of the gaps (including the longitudinal width) between the ends of
the upper transverse ribs on the adjacent two sides of the reinforcement shall
not be greater than 20% of the nominal girth of the reinforcement.
E) when the nominal gram diameter of the gas reinforcement is no more than
12 mm, the relative rib area is no less than 0,055; When the nominal diameter
is 14mm and 16mm, the relative rib area is not less than 0.060; When the
nominal diameter is greater than 16 mm, the relative rib area is not less than
0.065. The calculation of relative rib area can be referred to appendix A.
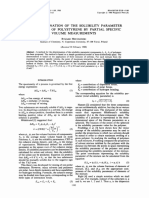
6.3.2 reinforcement bars usually have longitudinal ribs. The crescent rib with
longitudinal rib. Its appearance is shown in figure 1. Dimensions and allowable
deviation
The difference should be in accordance with table 3.
6.3.3 when the deviation between the actual weight of reinforcement and the
theoretical weight conforms to the provisions in table 4, the deviation of the
internal diameter of reinforcement shall not be the delivery condition.
6.3.4 the internal diameter of the steel bar without longitudinal rib can be
appropriately adjusted according to the provisions in table 3. However, the
allowable weight deviation should still meet the requirements in table 4.
10
Internal use only, not for resale or public post www.gbstandards.org
GB/T 1499.2-2018
Table 3
Nominal The inner diameter d1 rib height h longitudinal transverse longitudinal Spacing l Maximum
diameter ribheight rib width rib width clearance at
Nominal size Allowable Nominal size Allowable Nominal size Allowable
h1(No greater the end of
d deviation deviation b a deviation
than) the
transverse
rib (10%
chord length
of the
nominal
perimeter)
6 5.8 ±0.3 0.6 ±0.3 0.8 0.4 1.0 4.0 ±0.5 1.8
8 7.7 ±0.4 0.8 +0.4 1.1 0.5 1.5 5.5 2.5
-0.3
10 9.6 1.0 ±0.4 1.3 0.6 1.5 7.0 3.1
12 11.5 1.2 +0.4 1.6 0.7 1.5 8.0 3.7
14 13.4 1.4 -0.5 1.8 0.8 1.8 9.0 4.3
16 15.4 1.5 1.9 0.9 1.8 10.0 5.0
18 17.3 1.6 ±0.5 2.0 1.0 2.0 10.0 5.6
20 19.3 ±0.5 1.7 2.1 1.2 2.0 10.0 ±0.8 6.2
11
Internal use only, not for resale or public post www.gbstandards.org
GB/T 1499.2-2018
22 21.3 1.9 ±0.6 2.4 1.3 2.5 10.5 6.8
25 24.2 2.1 2.6 1.5 2.5 12.5 7.7
28 27.2 ±0.6 2.2 2.7 1.7 3.0 12.5 ±1.0 8.6
32 31.0 2.4 +0.8 3.0 1.9 3.0 14.0 9.9
-0.7
36 35.0 2.6 +1.0 3.2 2.1 3.5 15.0 11.1
-0.8
40 38.7 ±0.7 2.9 ±1.1 3.5 2.2 3.5 15.0 12.4
50 48.5 ±0.8 3.2 ±1.2 3.8 2.5 4.0 16.0 15.5
Note 1: longitudinal Angle for 0 ° to 30 °.
Note 2: dimensions a and b are reference data.
12
Internal use only, not for resale or public post www.gbstandards.org
GB/T
T 1499.2-2
2018
Keyy
d1-Rebar diam
meter
a-C
Cross rib be
evel
h-C
Cross rib he
eight
-A
Angle betw
ween transvverse rib and
a axis;
h1-Longitudin
nal high degree
-L
Longitudina
al bevel
a-Longitudina
al rib top wiidth
l-Crross rib spa
acing
b-H
Horizontal rib
r top widtth
fi-End clearan
nce of transsverse rib
FIG
G. 1 surfac
ce and sec
ction shap ebar (with longitudinal rib) off the
pe of the re
13
Internal use only, not for resale or public post www.gbstandards.org
GB/T 1499.2-2018
crescent rib
6.4 length and allowable deviation
6.4.1 length
6.4.1.1 steel reinforcement shall normally be delivered in fixed length, and the
specific delivery length shall be specified in the contract.
6.4.1.2 the steel bars can be delivered in coil, each plate should be one steel
bar. 5% of the steel plates (if less than two plates can be two) are allowed to be
made up of two steel bars. The price shall be determined by both parties
through negotiation.
6.4.2 allowable length deviation
The allowable deviation of steel bar in length of delivery according to fixed rule
50
is mm.
0
6.5 bending degree and end
The bending degree of straight bar reinforcement shall not affect normal use.
The bending degree per meter shall not be greater than 4 mm, and the total
bending degree shall not be greater than the total length of reinforcement
0.4%.
The end of the reinforcement should be cut straight, and the local deformation
should not affect the use.
6.6 weight and allowable deviation
6.6.1 steel bars can be delivered according to theoretical weight or actual
weight. When delivered according to theoretical weight, the theoretical weight
is the length of reinforcement multiplied by the theoretical weight per meter of
reinforcement in table 2.
6.6.2 the allowable deviation between the actual weight of reinforcement and
the theoretical weight shall comply with the provisions in table 4.
Table 4
Nominal diameter The deviation between actual weight and
theoretical weight
mm
%
6~12 ±6.0
14~20 ±5.0
22~50 ±4.0
14
Internal use only, not for resale or public post www.gbstandards.org
GB/T
T 1499.2-2
2018
7 Technica
T al require
ements
7.1 smelting method
Ste
eel shall bee smelted in
i a converter or arc furnace and,
a if nece
essary, refiined
outsside the furnace.
7.2 brand name and ch
hemical co
ompositio
on
7.2.1 the steel plate number, ch hemical co
omposition and carb bon equivaalent
(meelting analyysis) shall comply with
w the pro ovisions of table 5. A
As required
d, V,
Nb,, Ti and oth
her elemen nts can be added to the
t steel.
Table 5
B
Brand Che
emical composition (maximu
um mass fracttion) Carb
bon
equiva
alent
%
Ceq
C Si Mn P S
%
No gre
eater than
HR
RB400 0.25 0.80 1.60 0.045 0.045
5 0.54
HR
RBF400
HR
RB400E
HRB
BF400E
HR
RB500 0.55
HR
RBF500
HR
RB500E
HRB
BF500E
HR
RB600 0.28 0.58
7.2.2 carbon equivalent
e Ceq(%) ca
an be calc
culated acccording to e
equation (1
1) :
7.2.3 the nitro
ogen conte ent of steel shall not exceed
e 0.0
012%. The e supplier shall
s
not make anyy analysis iff it can gua arantee. If enough nitrogen binding elemeents
are present inn steel, the limit of nittrogen content can be
e relaxed.
7.2.4 the allo
owable devviation of chemical
c compositio
c hed steel shall
n of finish s
com
mply with GB/T
G 222, and the allowable
a deviation
d off carbon eequivalent Ceq
15
Internal use only, not for resale or public post www.gbstandards.org
GB/T 1499.2-2018
shall be +0.03%.
7.3 delivery mode
Steel bars are usually delivered in straight strips. Steel bars with diameters not
greater than 16 mm can also be delivered in coil.
7.4 mechanical properties
7.4.1 the mechanical properties such as the lower yield strength ReL, the
tensile strength Rm, the elongation after fracture A and the maximum total
elongation Agtof the reinforcement shall comply with the provisions in table 6.
All the mechanical performance characteristic values listed in table 6 can be
regarded as the minimum guarantee value for delivery inspection except
RoeL/ReLas the maximum guaranteed value for delivery inspection.
Table 6
Brand Lower yield Tensile Elongation Maximum Rom/ReL RoeL/ReL
strength strength after total
fracture elongation
ReL Rm
A Agt
MPa MPa
% %
HRB400 400 540 16 7.5
HRBF400
HRB400E 9.0 1.25 1.30
HRBF400E
HRB500 500 630 15 7.5
HRBF500
HRB500E 9.0 1.25 1.30
HRBF500E
HRB600 600 730 14 7.5
Note :Rom is the actual tensile strength of reinforcement.RoeL is the actual measured yield strength of
reinforcement.
7.4.2 the elongation after fracture of steel bars with nominal diameter of 28 mm
~ 40 mm can be reduced by 1%; The elongation after fracture of steel bars
with nominal diameter greater than 40 mm can be reduced by 2%.
7.4.3 for reinforcement with no obvious yield strength, the characteristic value
16
Internal use only, not for resale or public post www.gbstandards.org
GB/T 1499.2-2018
of the lower yield strength ReL shall use the labeled plastic extension strength
Rp0.2.
7.4.4 the elongation type may be selected from A or Agt, but Agt shall be used
for arbitration.
7.5 process performance
7.5.1 bending performance
The reinforcement shall undergo bending test. Specified in table 7 bending
pressure head diameter bend after 180 °, reinforced by bending parts surface
shall not crack.
Table 7
Brand Nominal diameter d Bending head diameter
HRB400 6~25 4d
HRBF400 28~40 5d
HRB400E >40~50 6d
HRBF400E
HRB500 6~25 6d
HRBF500 28~40 7d
HRB500E >40~50 8d
HRBF500E
HRB600 6~25 6d
28~40 7d
>40~50 8d
7.5.2 reverse bending performance
7.5.2.1 reverse bending test shall be carried out for steel bar with brand E.
After the reverse bending test, the bending parts of the steel bar shall not be
produced
Crack.
7.5.2.2 according to requirements of the demander, reverse bending tests can
also be carried out for other grades of steel bars.
7.5.2.3 reverse bending test can be used instead of bending test.
7.5.2.4 the diameter of the bending head of the reverse bending test is
increased by a nominal diameter of reinforcement in proportion to that of the
17
Internal use only, not for resale or public post www.gbstandards.org
GB/T 1499.2-2018
bending test.
7.6 fatigue performance
Fatigue test can be carried out according to the requirements of the buyer. The
technical requirements and test methods of fatigue test shall be in accordance
with GB/T 28900.
7.7 connection performance
7.7.1 the quality inspection and acceptance of welding, mechanical connection
technology and joints of reinforcement shall comply with JGJ 18, JGJ 107 and
other relevant standards.
7.7.2 the welding process of HRBF500 and HRBF500E reinforcement shall be
determined by test.
7.7.3HRB600 reinforcement bars are recommended to be connected by
mechanical connection.
7.8 grain size
The actual grain size of fine grain hot-rolled steel is grade 9 or finer. If the
supplier can guarantee that the grain size will not be tested.
7.9 metallographic structure
The metallographic structure of reinforcement should be mainly ferrite and
pearlite, and tempering martensite should not appear on the base circle. The
macroscopic metallography, vickers hardness and microstructure of
reinforcement shall comply with the provisions of appendix B. If the supplier
can guarantee not to do the test.
7.10 surface quality
7.10.1 the reinforcement shall have no harmful surface defects.
7.10.2 when the wire brush to brush the sample weight, size, cross-sectional
area and the mechanical properties of not less than the requirements of
chapter 6 and chapter 7. Scale, surface uneven or tin oxide as the reason for
rejection.
7.10.3 when samples with surface defects other than those specified in 7.10.2
do not meet the requirements of mechanical performance or technological
performance, these defects are considered harmful.
8 Test method
8.1 inspection items
8.1.1 inspection items, sampling methods and test methods of each critical
18
Internal use only, not for resale or public post www.gbstandards.org
GB/T 1499.2-2018
steel bar shall comply with the provisions in table 8.
Table 8
The serial number Inspection items Sample Sampling methods Test method
quantity/piece
1 Chemical 1 GB/T 20066 The relevant parts
a
composition of GB/T 223
(melting analysis) stipulated in
chapter 2,GB/T
4336,GB/T
20123,GB/T
20124,GB/T
20125
2 tensile 2 Steel cutting with GB/T 28900 and
different roots 8.2
(plates)
3 bending 2 Steel cutting with GB/T 28900 and
different roots 8.2
(plates)
4 Reverse bending 1 Any one steel bar GB/T 28900 and
(disc) is cut off 8.2
5 size By root (disc) 8.3
6 surface By root (disc) visual
7 Weight deviation 8.4
8 microstructure 2 Steel cutting with GB/T 13298 and
different roots appendix B
(plates)
a
For the test method of chemical composition, GB/T 4336 is preferred. In case of any dispute over the
results of chemical analysis, the arbitration test shall be conducted in accordance with the relevant part of
GB/T 223 specified in chapter 2.
8.1.2 fatigue performance, grain size and connection performance shall only
be tested by type test, that is, only when material, production process,
equipment have significant changes and new products are produced. The
sampling method and test method of type inspection shall comply with the
provisions of table 9.
Table 9
The serial number Inspection items Sample Sampling methods Test method
quantity/piece
19
Internal use only, not for resale or public post www.gbstandards.org
GB/T 1499.2-2018
1 Fatigue 5 Steel cutting with GB/T 28900
performance different roots
(plates)
2 Grain sizea 2 Steel cutting with GB/T 6394
different roots
(plates)
3 Connection JGJ 18 and JGJ 107
performance
a
The inspection of grain size of reinforcement shall be conducted in the delivery state.
8.2 tensile, bending and reverse bending tests
8.2.1 no turning is allowed for tensile, bending and reverse bending test
samples.
8.2.2 the section area used for calculating the strength of reinforcement shall
adopt the nominal cross-section area listed in table 2.
8.2.3 reverse bend test, first is called bending and 90 °, the after check other
bending specimen under 100 ℃±10 ℃ temperature insulation not less than 30
min, after natural cooling, and then reverse bending 20 °. Both bending angles
should be measured while maintaining the load. When the supplier can
guarantee the inverse arch performance of the i-bar after artificial aging, the
samples after forward bending can be directly reversed bending at room
temperature.
8.3 measurement
8.3.1 measuring fl of internal diameter of reinforcement should be accurate to
0.1 mm.
8.3.2 steel longitudinal rib, cross rib height measurement, the measurement on
both sides of the cross section cross rib center A high average method, namely
the acquisition reinforced maximum overall diameter, minus the inner diameter,
the obtained numerical half for it high rib, should be accurate to 0.1 mm.
8.3.3 the transverse rib spacing of reinforcement is measured by measuring
the average rib spacing. That is, the center distance between the first and the
11th transverse rib on one side of the reinforcement is measured, and the
value divided by 10 is the transverse rib spacing. It should be accurate to
0.1mm.
8.3.4 measure the chord length between two adjacent transverse ribs
projected perpendicular to the plane of the reinforcement axis. See figure 2 for
the measurement diagram.
20
Internal use only, not for resale or public post www.gbstandards.org
GB/T
T 1499.2-2
2018
Keyy
fi-End clearan
nce of transsverse rib.
FIG. 2.. Schemattic diagram
m of end clearance
c measurem
ment of
reinforcem
ment transverse rib
b
8.4 measurem
ment of weight
w deviation
8.4.1 when the
t maximmum weigh ht deviatio
on of reinfforcement is measured,
sammples shall be cut offf from diffe
erent reinfo
orcement bars,
b with n
no less tha
an 5
piecces and no
o less than
n the length h of each sample
s
500
0 mm. The length shall be mea asured one
e by one, accurate
a to
o 1 mm. When
W
meaasuring the total weeight of the
e sample, it should be
b accuratte to no more
m
than 1% of the
e total weight.
8.4.2 the deviation be etween the e actual weight
w of reinforcem
ment and the
theo
oretical we
eight is calcculated according to equation :
o the sample (
The actual total weight of - Total sample length Theeoretical weigh
ht)
Weiight deviation 100%
gth Theoreticcal weight
Totaal sample leng
8.5 vickers hardnes
ss and microstrructure t
test of macrosco
opic
metallograph
hy and cro
oss sectio
on
Thee examina ation of viickers harrdness and microstructure off macrosco opic
mettallographyy and crosss-section shall be conducted
c in accorddance with the
provisions of appendix B.B When th here is any
y objection
n to the inspection res
sult,
the arbitration
n shall be based
b on th
he microsttructure.
8.6 numerica
al modifica
ation
Thee numericaal modificaation and determinati
d on of the test
t resultss shall com
mply
with
h the provissions of YB
B/T 081.
9 In
nspectio
on rules
9.1 test class
sification
The
e inspectio
on of reinfo
orcement iss divided into characcteristic va
alue inspec
ction
21
Internal use only, not for resale or public post www.gbstandards.org
GB/T 1499.2-2018
and delivery inspection.
9.2 characteristic value test
9.2.1 feature value test is applicable to the following situations:
A) supplier's inspection of product quality control;
B) the requirements of the demander shall be examined in accordance with the
agreement between the parties;
C) third-party product certification and arbitration inspection.
9.2.2 the test of characteristic values shall be conducted in accordance with
the rule of appendix C.
9.3 delivery inspection
9.3.1 application
The delivery inspection is applicable to the inspection of steel bar acceptance
batch.
9.3.2 group batch rules
9.3.2.1 the reinforcement shall be inspected and accepted in batches, each
batch of which shall be made up of steel bars of the same brand, the same
furnace tank number and the same specifications. The weight of each batch is
usually no more than 60 t. For parts over 60 t, an tensile test specimen and a
bending test specimen are added for each additional 40 t(or less than 40 t).
9.3.2.2 mixed batch is allowed to be composed of different furnace tank
Numbers of the same brand, the same smelting method and the same pouring
method, but the difference in carbon content of each furnace tank number is no
more than 0.02%, and the difference in manganese content is no more than
0.15%. The weight of the mixed batch shall not be greater than 60 t.
9.3.3 inspection items and sampling quantity
The steel bar inspection items and sample quantity shall comply with the
provisions of table 8 and 9.3.2.1.
9.3.4 test results
The inspection results of all inspection items shall comply with the relevant
provisions of chapters 6 and 7.
9.3.5 reinspection and judgment
The reinspection and determination of reinforcement shall comply with the
provisions of GB/T 17505. Reinspection is not allowed for steel bar weight
deviation items.
22
Internal use only, not for resale or public post www.gbstandards.org
GB/T 1499.2-2018
10. Packing, marking and quality certificate
10.1 the list and marks of reinforcement shall comply with the following
provisions:
A) the steel bar shall be marked with a brand mark, the serial number of the
manufacturer (3 digits after the license) and the nominal diameter millimeter
number, and the registered factory name or trademark.
B) steel grades with Arabic numerals or Arabic numerals and English letters,
said HRB100, HRB500, HRB600 respectively by 4, 5, 6, said HRBF400,
HRBF500 on C4, C5, said HRB400E, HRB500E respectively with 4 e, 5 e,
HRBF400E, HRBF500E respectively with C4E, C5E said. The factory name is
expressed in pinyin Chinese. The nominal diameter of mm is expressed in
Arabic numerals.
C) the marks shall be clear and clear, and the dimensions of the marks shall be
appropriately specified by the supplier according to the diameter of the steel
bars.
10.2 in addition to the above provisions, the packing, marking and quality
certificate of the steel bar shall comply with the relevant provisions of GB/T
2101.
23
Internal use only, not for resale or public post www.gbstandards.org
GB/T
T 1499.2-2
2018
Annex A
(in
nformativ
ve)
The calculatio
c on formu
ula of ste
eel bar re
elative rib
b area
A.1 the relativve rib area frof reinforrcement ca
an be calcu
ulated by fo
ormula (A.1)
Typ
pe:
K-N
Number of horizontal rib rows (ttwo ribs, K=2);
FR-T
The longitu
udinal secttional area
a of a rib. Unit
U of squa eter (mm2)
are millime
-C
Cross rib and
a reinforcced axis Angle, the unit
u is degrree (°);
d-S
Steel bar no
ominal diam
meter;unit is millimetter (mm).
l-Inttercostal space. unit is millimetter (mm).
A.2 given the geometricc parameters of reinfoorcement, the
t relative
e rib area f can
also
o be calcullated by state approxximation fo
ormula (A.2
2)
ffi -The sum
m of the cle
earance (in
ncluding the width of the longitu
udinal rib) of
o M
at the
t unend of the up
pper transvverse rib on the adjacent two
o sides of the
rein
nforcementt in mm;
h-T
The midpoin
nt of the tra
ansverse rib
r is high.
h1/4-One quarrter of the length of th
he transverrse rib is high, in millimeters (m
mm);
d-S
Steel bar no
ominal diam
meter in mm;
m
l-Inttercostal space in mm
m.
24
Internal use only, not for resale or public post www.gbstandards.org
GB/T
T 1499.2-2
2018
Annex B
(in
nformativ
ve)
Macrosc
copic me
etallograp
phy, vick
kers hard
dness off section,
micrrostructu
ure and test
t meth
hod of re
einforcem
ment
B.1 macrosco
opic metallo
ography
B.1.1 the stee
el bar shaall be cut into cylindrrical samples by saw
wing mach
hine,
and
d the sampples shall not
n be affeccted by hig gh temperaature.
B.1.2 the secttion of the sample sh
hall be grou
und and po
olished.
B.1.3 etch witth 2% ~ 5%
% nitric acid-alcohol solution, and
a the etcch time sho
ould
be 5 s ~ 10 s..
B.1.4 if the saample section has thee macrosco opic metallographic ccharacteris stics
of uniform
u lining as show
wn in fig.b..1a, it can be directlyy judged ass qualified.
B.1.5 if the macroscopic
m c metallog
graphic phaase of the sample sh hows a clo osed
ring
g with a section
s on the periphery of th he base ciircle that iis significa
antly
diffe
erent from the liner of
o the inner region, as
s shown in FIG. B.1b;; It was juddged
as non-hot
n rolled steel bar.
b
B.1.6 if the macroscop
m ic metallog
graphic ph hase of thee sample is cut off and
therre is an unclosed ring with a significanttly differen
nt lining inside the base
b
circcle, as sho
own in fig.B.1c).the test shalll be condu ucted by means of the
vickkers hardness of the section sp
pecified in B.
B 2 or the microstruccture specified
in B.
B 3.
FIG. B.1
1 typical macroscop
m pic metallographic characterristics of
reinforcemeent
25
Internal use only, not for resale or public post www.gbstandards.org
GB/T
T 1499.2-2
2018
B.2 vickers ha
ardness off cross section
B.2.1 vickers hardness test of cro
oss section
n can be ca
arried out o
on sample
es of
maccroscopic metallogra
aphic test.
B.2.2 center position
p of center line
e of samplle cross-seection is ta
aken as ce enter
testt point (HV
V). , the edgge measurring point (HV) is deteermined on n the unclo osed
ring
g outside thhe base circle with cross-sectio on of the sample, wh hich is diffe
erent
from
m the innerr region linner, as showwn in fig.B
B.2.
FIG. B.2 loc
cation of vickers
v hardness tes
st points of
o reinforc
cement ba
ars
B.2.3 vickers hardnesss test was conducted d accordinng to GB/TT 4340.1. The
load
d of vickerss hardnesss test on th
he sample section wa
as "5kg", and the hold
ding
time
e was 10 s.s The hard dness diffeerence (HV
V-HV0) betw
ween HV0 and HV is s not
morre than 40 HV, which h is qualifie
ed.
B.3
3 microstruccture
B.3
3.1 the stee
el bar shaall be cut into cylindrrical samples by saw
wing mach
hine,
and
d the sampples shall not
n be affeccted by hig gh temperaature.
B.3
3.2 the sam
mple cutting
g shall be grinded
g an
nd polished
d.
B.3
3.3 use 2%
% ~ 5% nitrate-alcoho
ol solution
n for etchin
ng, and the
e etching time
t
sho
ould be 5 s ~ 10 s.
B.3
3.4 microsttructure ch
haracteristics of hot-rrolled stee el base circcle: underr the
mettallographic microscoope, the placement
p multiple iss 500X, wh hich should
d be
the structure appearanc
a ce of ferrite
e + pearlite
e, as shown n in fig.B.3
3.
26
Internal use only, not for resale or public post www.gbstandards.org
GB/T
T 1499.2-2
2018
FIG. B.3
B ferrite + pearlite
e tissue. Magnificati
M ion factor: 500x
B.3
3.5 temperiing marten nsite tissue
e: under th
he metallog
graphic microscope, the
maggnification is 500X, and
a the hisstological appearance
a e is shown in fig.B.4.
FIG. B.4
B tempered marte
ensite tissu
ue, magniification o
of 500x
27
Internal use only, not for resale or public post www.gbstandards.org
GB/T
T 1499.2-2
2018
Annex C
(in
nformativ
ve)
Fea
ature Value Inspe
ection Ru
ules
C.1 batch and
d sample quantity
q of the test group
C.1.1 experim
mental grou
up approva
al
Is r test, delivvery shall be
b subdivid
ded into tes
st batch. The approval rules
T group a
shaall comply with
w the requirementss of 9 3.2.
C.1.2 samplin
ng quantityy per batch
C.1.2.1 chemmical comp position (a analysis off finished products), two samples
sho
ould be takken from diffferent rein
nforcementt bars.
C.1.2.2 for teests of mecchanical properties, 15 sample
es should be taken from
f
diffe
erent reinfforcement bars (if 60
0 samples are appliccable, see
e provision
ns c.
2.1)).
C. 2 evaluatio
on of test re
esults
C.2
2.1 parame
eter test
In order
o to test the speecified perfformance, such as property
p pa
arameters ReL,
Rm, Agtor A, th
he following
g paramete ers should be determ
mined:
A) all
a single values
v of 15
5 samples Xi(n= 15);
B) average
a m15(n = 15);
C) standard
s d
deviation S15(n = 15).
If all
a the perfformance meets
m the conditions
s given in equation (c.1), the test
batcch meets the
t require
ements.
Typ
pe:
fk-R
Required eiigenvaluess;
2.33
3-The valuue of acceptance coe efficient k when n= 15,90%
1 co
onfidence le
evel
(1-a
a = 0.90) and
a the failure rate is 5%(p=0.95).
If th
he above conditions
c c
cannot be met, the coefficient
28
Internal use only, not for resale or public post www.gbstandards.org
GB/T
T 1499.2-2
2018
It's determine ed by the test resu ults. Where e, when k’≥k 2, thee test can
n be
con ntinued. In this case, a total off 60 test results
r (n=60) can be obtained d by
cuttting 45 sammples from
m different bars
b of the
e test batch
h for testing
g.
If alll propertie
es meet thee requirements of equation (c.2
2), the test batch shall be
deeemed to me eet the req
quirementss.
Typ
pe:
1.93
3-When n=60,90% confidence
c e level (1-a =0,90), and 5% d
disqualifica
ation
rate
e (n=0,95),, the value of accepta
ance coeffiicient k.
C.2
2.2 attribute
e validation
n
When the tesst performa ance is sp
pecified ass a maximum or min nimum, all the
resu
ults of the
e 15 samples shall meet
m the requiremen
r nts of chappter 7. At this
poin
nt, the testt batch sha
all be deem
med to mee et the requirements.
When there area two mo ost test results do nott conform to
t the cond ditions, sho
ould
con ntinue to be
e tested, at
a this poin
nt, from thee experime ent of diffe
erent steel bar,
the other takee 45 samplles to test, so a total of 60 test results cann be obtainned,
if th
here are twwo most off 60 test re
esults do not conforrm to the cconditions, the
exp periment grroup meetss the requirements.
C.2
2.3 chemica
al composition
Botth sampless shall mee
et the requirements of
o 7.2.
29
Internal use only, not for resale or public post www.gbstandards.org
Potrebbero piacerti anche
- ASTM C94 C94M Standard Specification For Ready-Mixed ConcreteDocumento1 paginaASTM C94 C94M Standard Specification For Ready-Mixed ConcreteAmanda Ariesta ApriliaNessuna valutazione finora
- ASTM A184 Welded Deformed Steel Bar Mats For Concrete ReinforcementDocumento2 pagineASTM A184 Welded Deformed Steel Bar Mats For Concrete ReinforcementAmanda Ariesta Aprilia100% (1)
- Astma615 615MDocumento6 pagineAstma615 615MRahul Bhardwaj100% (1)
- Ton Lanh Mau-Theo JIS 3322Documento5 pagineTon Lanh Mau-Theo JIS 3322mrphongvnctNessuna valutazione finora
- Astm A706 A706m - 13 PDFDocumento7 pagineAstm A706 A706m - 13 PDFiplaruffNessuna valutazione finora
- Astm f1554Documento9 pagineAstm f1554Namtaru Ba'alNessuna valutazione finora
- GB1499.2 2007Documento5 pagineGB1499.2 2007lwin_oo243567% (3)
- Astm D5199-01Documento4 pagineAstm D5199-01thaiduyduc123Nessuna valutazione finora
- Can/csa-S269.3-M92 (R2008)Documento1 paginaCan/csa-S269.3-M92 (R2008)zidaaan0% (2)
- Astm A792 PDFDocumento6 pagineAstm A792 PDFOswaldo Enrique Adame67% (3)
- E1282Documento3 pagineE1282Senthilkumar DharmarajNessuna valutazione finora
- Evaluation and Repair of Bridge Truss Gusset PlatesDocumento16 pagineEvaluation and Repair of Bridge Truss Gusset PlatesLAM CONessuna valutazione finora
- Japanese Architectural Standard Specification JASS 6Documento19 pagineJapanese Architectural Standard Specification JASS 6Gordon NicolasNessuna valutazione finora
- GB 1499.1-2008 Steel For The Reinforcement of Concrete-Part 1 Hot Rolled Plain BarsDocumento13 pagineGB 1499.1-2008 Steel For The Reinforcement of Concrete-Part 1 Hot Rolled Plain BarsH. Camer E.Nessuna valutazione finora
- Astm A707Documento5 pagineAstm A707Shanib Mohammed SiddiqueNessuna valutazione finora
- Astm A 6 PDFDocumento64 pagineAstm A 6 PDFAndrés100% (2)
- Astm A416Documento4 pagineAstm A416javier ortizNessuna valutazione finora
- Water Test ASTM E2140Documento2 pagineWater Test ASTM E2140Qadir MohideenNessuna valutazione finora
- Fence Fittings: Standard Specification ForDocumento5 pagineFence Fittings: Standard Specification ForEnriqueVe100% (1)
- Astm A328Documento2 pagineAstm A328william_m08100% (1)
- Astm A185-02 Steel Welded Wire Reinf For Concrete PDFDocumento5 pagineAstm A185-02 Steel Welded Wire Reinf For Concrete PDFCharwin PicaoNessuna valutazione finora
- Astm A116 PDFDocumento7 pagineAstm A116 PDFbanglvhNessuna valutazione finora
- 1664Documento7 pagine1664engineer.mm0% (1)
- C595C595M.20555 Blended Hydraulic CementsDocumento8 pagineC595C595M.20555 Blended Hydraulic CementsSabine Alejandra Kunze HidalgoNessuna valutazione finora
- Astm A184Documento3 pagineAstm A184racingspirit800% (1)
- ACI351.1R 99 DigitalDocumento18 pagineACI351.1R 99 DigitalAlejandro TrujilloNessuna valutazione finora
- Astm C90Documento4 pagineAstm C90carlos100% (1)
- Astm A706 PDFDocumento5 pagineAstm A706 PDFhgonzalez_552846100% (5)
- Aci 117 - 90 Concrete Construction PDFDocumento16 pagineAci 117 - 90 Concrete Construction PDFcessare08100% (4)
- Age-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsDocumento4 pagineAge-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsGustavo SuarezNessuna valutazione finora
- 2 15P08 PDFDocumento60 pagine2 15P08 PDFMike2322Nessuna valutazione finora
- Khodaie Et Al-ACI Spring 2016Documento13 pagineKhodaie Et Al-ACI Spring 2016erosNessuna valutazione finora
- A709a 709M-17 PDFDocumento8 pagineA709a 709M-17 PDFandresNessuna valutazione finora
- Astm C900 06Documento10 pagineAstm C900 06abualamalNessuna valutazione finora
- M147Documento1 paginaM147FRANZ RICHARD SARDINAS MALLCONessuna valutazione finora
- Epoxy-Coated Steel Dowels For Concrete PavementDocumento5 pagineEpoxy-Coated Steel Dowels For Concrete PavementDanZel DanNessuna valutazione finora
- Steel Forgings, Carbon and Alloy, For General Industrial UseDocumento8 pagineSteel Forgings, Carbon and Alloy, For General Industrial UseMahmoud SalahNessuna valutazione finora
- Astm A615 - 2018Documento8 pagineAstm A615 - 2018Franco Vasquez Herrera75% (4)
- M 80-87 (2003) Coarse Aggregate For PCCDocumento5 pagineM 80-87 (2003) Coarse Aggregate For PCCWalticoZegarraHerrera100% (1)
- Astm C150Documento9 pagineAstm C150npwal0% (1)
- A641 PDFDocumento5 pagineA641 PDFandresNessuna valutazione finora
- Cement Stabilized SandDocumento15 pagineCement Stabilized SandphatmatNessuna valutazione finora
- A741Documento3 pagineA741solrac4371100% (1)
- Astm A 706aDocumento6 pagineAstm A 706afuxyangNessuna valutazione finora
- Astm A143Documento4 pagineAstm A143asdrecv100% (1)
- Loadbearing Concrete Masonry Units: Standard Specification ForDocumento5 pagineLoadbearing Concrete Masonry Units: Standard Specification ForFátima CastroNessuna valutazione finora
- BS 6076.1996Documento19 pagineBS 6076.1996Yaser Al ShabasyNessuna valutazione finora
- Steel Sheet Piling: Standard Specification ForDocumento2 pagineSteel Sheet Piling: Standard Specification ForGienelyn JulianoNessuna valutazione finora
- Mineral Wool Roof Insulation Board: Standard Specification ForDocumento4 pagineMineral Wool Roof Insulation Board: Standard Specification ForMina RemonNessuna valutazione finora
- As 3996-2006 Access Covers and GratesDocumento7 pagineAs 3996-2006 Access Covers and GratesSAI Global - APACNessuna valutazione finora
- ASTM A123 and CSA G164 - COMPARISONDocumento7 pagineASTM A123 and CSA G164 - COMPARISONPubcrawlNessuna valutazione finora
- Astm A185 A185m-07Documento6 pagineAstm A185 A185m-07HelisNessuna valutazione finora
- API 2H50 Data Sheet 2012 04 02Documento2 pagineAPI 2H50 Data Sheet 2012 04 02alvaedison00Nessuna valutazione finora
- DSI-DYWIDAG Prestressing Systems Using Bars 02Documento16 pagineDSI-DYWIDAG Prestressing Systems Using Bars 02Patrick Polujan100% (1)
- PNS49 2020Documento20 paginePNS49 2020benedick barquin100% (2)
- ASTM A325 - Structural Bolts, Steel, Heat Treated, 120-105 Ksi Minimum Tensile Strength PDFDocumento8 pagineASTM A325 - Structural Bolts, Steel, Heat Treated, 120-105 Ksi Minimum Tensile Strength PDFChemical Engineer100% (1)
- GB T1591-2018HighStrengthLowAlloyStructuralSteels (英文版)Documento23 pagineGB T1591-2018HighStrengthLowAlloyStructuralSteels (英文版)yong li50% (2)
- National Standard of The People's Republic of China PDFDocumento16 pagineNational Standard of The People's Republic of China PDFJCuchapin100% (1)
- GBTDocumento16 pagineGBTTatumi SobueNessuna valutazione finora
- GBT 1299-2014 Tool and Mould SteelsDocumento68 pagineGBT 1299-2014 Tool and Mould SteelsPhong Tong100% (1)
- TCVN 1651-1-2018 PDFDocumento12 pagineTCVN 1651-1-2018 PDFLê Hoàng TháiNessuna valutazione finora
- TCVN 6287-1997 Steel Bars For Reinforcement of Concrete - Bend and Rebend TestsDocumento6 pagineTCVN 6287-1997 Steel Bars For Reinforcement of Concrete - Bend and Rebend TestsTrọng Đẹp TraiNessuna valutazione finora
- KS - D 3504 - 2016Documento36 pagineKS - D 3504 - 2016Trọng Đẹp TraiNessuna valutazione finora
- Steel Deformed and Plain Bars For Concrete Reinforcement: CNS Number Category NumberDocumento14 pagineSteel Deformed and Plain Bars For Concrete Reinforcement: CNS Number Category NumberTrọng Đẹp TraiNessuna valutazione finora
- GB-T 4336-2016 - Carbon and Low-Alloy Steel-Determination of Multi-Element Contents-Spark Discharge Atomic Emission SpectrDocumento37 pagineGB-T 4336-2016 - Carbon and Low-Alloy Steel-Determination of Multi-Element Contents-Spark Discharge Atomic Emission SpectrTrọng Đẹp Trai100% (3)
- 13 RipeningDocumento2 pagine13 Ripeningrey mondNessuna valutazione finora
- Porg Lec MidtermsDocumento37 paginePorg Lec MidtermsVincent BustamanteNessuna valutazione finora
- Materials Cheat Sheet - WIP PDFDocumento1 paginaMaterials Cheat Sheet - WIP PDFesaNessuna valutazione finora
- Dat Examinee GuideDocumento23 pagineDat Examinee Guidekjk khkNessuna valutazione finora
- Test Report: M/s Felix Generics Pvt. LTDDocumento2 pagineTest Report: M/s Felix Generics Pvt. LTDShreya Test HouseNessuna valutazione finora
- SYTHETIC OF TERTIARY BUTHYL CHLORIDE FksDocumento16 pagineSYTHETIC OF TERTIARY BUTHYL CHLORIDE FksRadiatul Awalia AmirNessuna valutazione finora
- Marathon 1000XHB Technical Data SheetDocumento5 pagineMarathon 1000XHB Technical Data SheetGurdeep Sungh AroraNessuna valutazione finora
- Modern Chemistry Appendix D Solutions PDFDocumento188 pagineModern Chemistry Appendix D Solutions PDFMigue PNessuna valutazione finora
- Classification UniclassDocumento178 pagineClassification UniclassAV ChavdaNessuna valutazione finora
- Samuel, Yiblu, YilkalDocumento23 pagineSamuel, Yiblu, YilkalbekinewNessuna valutazione finora
- Ref6.2 Precipitation GravimetryDocumento20 pagineRef6.2 Precipitation Gravimetryalery ahreallyNessuna valutazione finora
- Laboratory Manual For Soil MechanicsDocumento34 pagineLaboratory Manual For Soil MechanicsChuckieNessuna valutazione finora
- Biological Tools TechniquesDocumento10 pagineBiological Tools Techniquesayushi75086Nessuna valutazione finora
- Ultrasonic Thickness Measurement Procedure: Atomic Technologies Pte LTDDocumento7 pagineUltrasonic Thickness Measurement Procedure: Atomic Technologies Pte LTDrajeshh294Nessuna valutazione finora
- Refrigerant: S.R.E.S.C.O.E KopargaonDocumento36 pagineRefrigerant: S.R.E.S.C.O.E KopargaonHanurag GokulNessuna valutazione finora
- Insert.C.f.a.s. Proteins.12104938001.V8.EnDocumento1 paginaInsert.C.f.a.s. Proteins.12104938001.V8.EnGuneyden Guneyden100% (1)
- Specialty Mix 5 - Cold In-Place Recycling JKR/SPJ/2008Documento34 pagineSpecialty Mix 5 - Cold In-Place Recycling JKR/SPJ/2008NajimieItachiIINessuna valutazione finora
- RASPADORESDocumento15 pagineRASPADORESQualidade QualidadeNessuna valutazione finora
- Functional Propieties of Lupin Seed (Lupinus Mutabilis) Protein... (Sathe Et Al.)Documento7 pagineFunctional Propieties of Lupin Seed (Lupinus Mutabilis) Protein... (Sathe Et Al.)Lenna TrujilloNessuna valutazione finora
- General Chemistry 2: Quarter 3 - WEEK 3Documento19 pagineGeneral Chemistry 2: Quarter 3 - WEEK 3RODEL AZARESNessuna valutazione finora
- I.jrrr,.: Bonds L?if:,, ".Documento3 pagineI.jrrr,.: Bonds L?if:,, ".Vinod KumarNessuna valutazione finora
- Effect of ZnO Particle Size On The Curing of Carboxylated NBR and Carboxylated SBRDocumento13 pagineEffect of ZnO Particle Size On The Curing of Carboxylated NBR and Carboxylated SBRAzizol WahabNessuna valutazione finora
- Endo and ExoDocumento27 pagineEndo and ExoAwais ArshadNessuna valutazione finora
- A Study of Lime and Fly Ash With Regard To Soil StabilizationDocumento48 pagineA Study of Lime and Fly Ash With Regard To Soil StabilizationCosminNessuna valutazione finora
- Tl23 Series Benchtop Turbidimeter: Trusted Measurement For High Range Turbidity Applications SimplifiedDocumento4 pagineTl23 Series Benchtop Turbidimeter: Trusted Measurement For High Range Turbidity Applications SimplifiedAlejandro NuñezNessuna valutazione finora
- DWSIM Abstract PDFDocumento3 pagineDWSIM Abstract PDFredagalihNessuna valutazione finora
- Purchase Spec. For Plates-Copper Alloy (SB171 Uns C46400)Documento4 paginePurchase Spec. For Plates-Copper Alloy (SB171 Uns C46400)Daison PaulNessuna valutazione finora
- Kinetics of Tertiary Rections of Hydrofluoric Acid On AluminosilicatesDocumento6 pagineKinetics of Tertiary Rections of Hydrofluoric Acid On AluminosilicatesCarlos RodriguezNessuna valutazione finora
- Mieczkowski 1988Documento5 pagineMieczkowski 1988Patrizio SaliceNessuna valutazione finora
- O Level Chemistry Practical Guide PDFDocumento161 pagineO Level Chemistry Practical Guide PDFAlinaitwe JohnNessuna valutazione finora