Potrebbero piacerti anche
- Defeitos de MicrofusãoDocumento27 pagineDefeitos de MicrofusãomauriciovendraminNessuna valutazione finora
- Aula 12 - Fundição de Precisão (Microfusão)Documento14 pagineAula 12 - Fundição de Precisão (Microfusão)Kamila Do ValleNessuna valutazione finora
- Fundição PrecisãoDocumento43 pagineFundição Precisãozaibatsus2Nessuna valutazione finora
- ACV AreiaDocumento9 pagineACV AreiaMário MouraNessuna valutazione finora
- Análise de ensaios de dureza Brinell e RockwellDocumento10 pagineAnálise de ensaios de dureza Brinell e RockwellPaulo Conci100% (1)
- + (19) WWW - Metalurgiadopo.com - BR Downloads Metalurgia Do Po-Cap11-Estudos de CasosDocumento19 pagine+ (19) WWW - Metalurgiadopo.com - BR Downloads Metalurgia Do Po-Cap11-Estudos de CasosGustavo Vinicius Ribeiro Fernandes100% (1)
- Webinar CastBall DR Refugo 20jan21Documento33 pagineWebinar CastBall DR Refugo 20jan21Oscar Sotomayor100% (1)
- O Brasil em Versos Uma Análise Do Poema "Hino Nacional" de Carlos Drummond deDocumento8 pagineO Brasil em Versos Uma Análise Do Poema "Hino Nacional" de Carlos Drummond deAna RosaNessuna valutazione finora
- Inoculantes, Redistribuição de Soluto e Super-Resfriamento ConstitucionalDocumento15 pagineInoculantes, Redistribuição de Soluto e Super-Resfriamento ConstitucionalManolo Gipiela100% (1)
- Relatório Dobramento DriveDocumento10 pagineRelatório Dobramento DrivePaulo Henrique AlvesNessuna valutazione finora
- Ligas de alumínio fundidas: características e processosDocumento19 pagineLigas de alumínio fundidas: características e processosjoubertporto100% (2)
- Condutividade RefratáriosDocumento160 pagineCondutividade RefratáriosGabriel RicaldoniNessuna valutazione finora
- Análise de Corrosão em Estruturas MetálicasDocumento4 pagineAnálise de Corrosão em Estruturas MetálicasMauricio DacoregioNessuna valutazione finora
- Guia de resistência química e propriedades de resinas epóxi éster vinílicas DERAKANEDocumento49 pagineGuia de resistência química e propriedades de resinas epóxi éster vinílicas DERAKANELoise Zaidan100% (1)
- Estaca Strauss técnicaDocumento5 pagineEstaca Strauss técnicaMarcos Antonio Silva FreitasNessuna valutazione finora
- Convertedor - LD - 10 - Julho - 2013Documento190 pagineConvertedor - LD - 10 - Julho - 2013Hélio Magalhães JúniorNessuna valutazione finora
- MICROFUSÃO Parte L PDFDocumento102 pagineMICROFUSÃO Parte L PDFRodrigo Justi100% (1)
- 4 - CalcinaçãoDocumento71 pagine4 - CalcinaçãoHélio Magalhães Júnior100% (1)
- Manual Aplicação EscóriaDocumento48 pagineManual Aplicação EscóriaEnio MendesNessuna valutazione finora
- Biopolímeros: Uma alternativa sustentávelDocumento17 pagineBiopolímeros: Uma alternativa sustentávelAgnes de RogheimNessuna valutazione finora
- Banco de Dados - AV1 Princípios Da Ciência E Tecnologia Dos MateriaisDocumento10 pagineBanco de Dados - AV1 Princípios Da Ciência E Tecnologia Dos MateriaisRosiane Marins Da Silva MarinsNessuna valutazione finora
- Proteção de tanques de combustível contra raiosDocumento17 pagineProteção de tanques de combustível contra raiosIgor OliveiraNessuna valutazione finora
- Reutilização da escória em pavimentaçãoDocumento31 pagineReutilização da escória em pavimentaçãocrisguerraNessuna valutazione finora
- Aluminio 01Documento34 pagineAluminio 01MÔNICA SUEDE S. SILVANessuna valutazione finora
- Slides Meta. DM GrafiteDocumento15 pagineSlides Meta. DM GrafiteDercioNessuna valutazione finora
- Ligas de alumínio e suas aplicaçõesDocumento51 pagineLigas de alumínio e suas aplicaçõesMax Kakue Sasaki100% (3)
- Matérias Primas CerâmicasDocumento30 pagineMatérias Primas CerâmicasalmeidaciscoNessuna valutazione finora
- Estudo de Caso Envolvendo Ataque Combinado Da RAA e DEF em Concreto de Fundação de EdificaçãoDocumento16 pagineEstudo de Caso Envolvendo Ataque Combinado Da RAA e DEF em Concreto de Fundação de EdificaçãoGabriel Da Rosa GonçalvesNessuna valutazione finora
- Refratários para fornos elétricosDocumento102 pagineRefratários para fornos elétricosF Fabio FernandesNessuna valutazione finora
- Corrosão: conceitos, tipos e estudo de casoDocumento5 pagineCorrosão: conceitos, tipos e estudo de casoliancarlaNessuna valutazione finora
- Aços carbono e ligasDocumento35 pagineAços carbono e ligasjaelson silvaNessuna valutazione finora
- Requisitos para Areia Base PDFDocumento29 pagineRequisitos para Areia Base PDFPREVISTONessuna valutazione finora
- Relatório Moldagem em Areia VrerdeDocumento11 pagineRelatório Moldagem em Areia VrerdeVictor AugustoNessuna valutazione finora
- NBR 005026 - 2001 - Catodo de Cobre Eletrolitico - RequisitosDocumento4 pagineNBR 005026 - 2001 - Catodo de Cobre Eletrolitico - RequisitosVictor MoraesNessuna valutazione finora
- Principios Da Galvanizacao A FogoDocumento30 paginePrincipios Da Galvanizacao A FogoìanbauNessuna valutazione finora
- Corrosão Por PitDocumento5 pagineCorrosão Por PitDGG2010Nessuna valutazione finora
- Aplicações de Materiais Compósitos Estruturais Na Industria de Petróleo e GásDocumento9 pagineAplicações de Materiais Compósitos Estruturais Na Industria de Petróleo e GásSal EvaristoNessuna valutazione finora
- Metalografia EstudoDocumento82 pagineMetalografia EstudoMauricio CamargoNessuna valutazione finora
- Processo de Cura A FrioDocumento4 pagineProcesso de Cura A FrioLazaro FerreiraNessuna valutazione finora
- Lavra Subterrânea Métodos Equipamentos DesmonteDocumento78 pagineLavra Subterrânea Métodos Equipamentos Desmontegraciliovarjao6947Nessuna valutazione finora
- Corrosão em estruturasDocumento5 pagineCorrosão em estruturasAlison AlbuquerqueNessuna valutazione finora
- Tipos de refratários e propriedades da escória no alto fornoDocumento28 pagineTipos de refratários e propriedades da escória no alto fornoÁdallus RogérioNessuna valutazione finora
- Adesivo epóxi para construção SikadurDocumento3 pagineAdesivo epóxi para construção SikadurAlessandro Bollella0% (1)
- Relatório Da Visita TécnicaDocumento6 pagineRelatório Da Visita TécnicaMislaine MouraNessuna valutazione finora
- Catálogo RUBIGRUN - Molas A GásDocumento22 pagineCatálogo RUBIGRUN - Molas A GásRafael SalvagniNessuna valutazione finora
- A Metalurgia Na Investigação Do NIST Sobre o Colapso Das Torres Do WTC...Documento5 pagineA Metalurgia Na Investigação Do NIST Sobre o Colapso Das Torres Do WTC...Lucas JorgeNessuna valutazione finora
- PelotizaçãoDocumento4 paginePelotizaçãoFernando RibeiroNessuna valutazione finora
- Noções Básicas de Fundição PDFDocumento50 pagineNoções Básicas de Fundição PDFosmar.portela8926Nessuna valutazione finora
- Teoria Da Fabricação de Cimento PDFDocumento58 pagineTeoria Da Fabricação de Cimento PDFOrlando Reis100% (1)
- Patologia Das ArgamassasDocumento50 paginePatologia Das ArgamassasThais Oliveira100% (1)
- Relatório Ensaio de TraçãoDocumento6 pagineRelatório Ensaio de Traçãofaeljose100% (1)
- Manual de montagem e operação de célula de flotaçãoDocumento35 pagineManual de montagem e operação de célula de flotaçãoElias NunesNessuna valutazione finora
- Separaçao em Meio DensooDocumento20 pagineSeparaçao em Meio DensooGabriella Espíndola100% (1)
- 04 - Ensaios em Areias de MoldagemDocumento32 pagine04 - Ensaios em Areias de MoldagemBananaliks100% (1)
- Proálcool 40 anos: Universidades e empresas: 40 anos de ciência e tecnologia para o etanol brasileiroDa EverandProálcool 40 anos: Universidades e empresas: 40 anos de ciência e tecnologia para o etanol brasileiroNessuna valutazione finora
- Aplicações de Geossintéticos no SaneamentoDa EverandAplicações de Geossintéticos no SaneamentoNessuna valutazione finora
- Tabela de OrçamentosDocumento10 pagineTabela de OrçamentosMatheus FelipeNessuna valutazione finora
- Escopo de Fornecimento - Manutenção Do CIPDocumento2 pagineEscopo de Fornecimento - Manutenção Do CIPMatheus FelipeNessuna valutazione finora
- Controle - Projetos - Caio PatelliDocumento6 pagineControle - Projetos - Caio PatelliMatheus FelipeNessuna valutazione finora
- VVM BR PTDocumento72 pagineVVM BR PTRicardo PossebonNessuna valutazione finora
- Apresentacao TDC2010 Injecao Eletronica ArduinoDocumento29 pagineApresentacao TDC2010 Injecao Eletronica ArduinoJorge Neto100% (1)
- Análise dinâmica de virabrequim leveDocumento110 pagineAnálise dinâmica de virabrequim leveMatheus FelipeNessuna valutazione finora
- Ebook - 6 Passos para Traçar o Diagrama de Dec e DMFDocumento23 pagineEbook - 6 Passos para Traçar o Diagrama de Dec e DMFElenildo Barros100% (1)
- Estudo da Dinâmica das Válvulas e Desempenho dos Coletores de um MotorDocumento181 pagineEstudo da Dinâmica das Válvulas e Desempenho dos Coletores de um MotorMatheus FelipeNessuna valutazione finora
- Telecurso 2000 - Elementos de Maquinas - Volume 1 e 2Documento414 pagineTelecurso 2000 - Elementos de Maquinas - Volume 1 e 2rodrigofgui75% (4)
- Cinemática e Dinâmica Das CamesDocumento24 pagineCinemática e Dinâmica Das CamesCayo OliveiraNessuna valutazione finora
- Aula 02 Processos de Moldagem em Areia A VerdeDocumento47 pagineAula 02 Processos de Moldagem em Areia A VerdeMatheus FelipeNessuna valutazione finora
- Mecanica Automotiva Básica - Bacana!!Documento50 pagineMecanica Automotiva Básica - Bacana!!api-375466992% (13)
- Apresentacao TDC2010 Injecao Eletronica ArduinoDocumento29 pagineApresentacao TDC2010 Injecao Eletronica ArduinoJorge Neto100% (1)
- Apostila de Uso Do Desk Top Dyno 2000 e Engine Analyzer Pro V 3.9xDocumento41 pagineApostila de Uso Do Desk Top Dyno 2000 e Engine Analyzer Pro V 3.9xMatheus FelipeNessuna valutazione finora
- Injetores - Duvidas e FuncionamentoDocumento5 pagineInjetores - Duvidas e FuncionamentoEvandro MagalhãesNessuna valutazione finora
- TCC Sobre Usinagem de InconelDocumento55 pagineTCC Sobre Usinagem de InconelMatheus FelipeNessuna valutazione finora
- Dimensionamento Escapamento1Documento95 pagineDimensionamento Escapamento1Julio Mazzei MazaNessuna valutazione finora
- Injeção Eletrônica PDFDocumento40 pagineInjeção Eletrônica PDFJuniorNessuna valutazione finora
- TCC Sobre Usinagem de InconelDocumento55 pagineTCC Sobre Usinagem de InconelMatheus FelipeNessuna valutazione finora
- PG Conversaoenergia PDFDocumento2 paginePG Conversaoenergia PDFMatheus FelipeNessuna valutazione finora
- KilometragemDocumento2 pagineKilometragemMatheus FelipeNessuna valutazione finora
- Injeção Eletrônica PDFDocumento40 pagineInjeção Eletrônica PDFJuniorNessuna valutazione finora
- CNC Final Desafio 2Documento21 pagineCNC Final Desafio 2Marcos EfraimNessuna valutazione finora
- 02 - Dimensionamento Mesa MDFDocumento3 pagine02 - Dimensionamento Mesa MDFMatheus FelipeNessuna valutazione finora
- CNC Final Desafio 2Documento21 pagineCNC Final Desafio 2Marcos EfraimNessuna valutazione finora
- Apostila de Uso Do Desk Top Dyno 2000 e Engine Analyzer Pro V 3.9xDocumento41 pagineApostila de Uso Do Desk Top Dyno 2000 e Engine Analyzer Pro V 3.9xMatheus FelipeNessuna valutazione finora
- Apostila CNC2007Documento136 pagineApostila CNC2007clocis25% (4)
- Interface GráficaDocumento4 pagineInterface GráficaMatheus FelipeNessuna valutazione finora
- Osciloscópio Com ArduinoDocumento21 pagineOsciloscópio Com ArduinoMatheus FelipeNessuna valutazione finora
- Curso Técnicas de SoldaDocumento35 pagineCurso Técnicas de SoldawillwandNessuna valutazione finora
- Catalogo Toshiba 2015 - Print PrintDocumento205 pagineCatalogo Toshiba 2015 - Print PrintAlesse de OliveiraNessuna valutazione finora
- Elementos MaquinasDocumento3 pagineElementos MaquinasSandramo Alexandre GumbaeraNessuna valutazione finora
- Gestão de Frota 7.14Documento368 pagineGestão de Frota 7.14Fernanda CorreiaNessuna valutazione finora
- Manual da série Expert DXDocumento132 pagineManual da série Expert DXJunior FrancoNessuna valutazione finora
- Mercedes-Benz Diesel Motor TécnicasDocumento4 pagineMercedes-Benz Diesel Motor TécnicasEngenharia Mecânica T5Nessuna valutazione finora
- Processos de UsinagemDocumento85 pagineProcessos de Usinagemwellington848100% (6)
- Projeto de mezanino em estruturas metálicasDocumento32 pagineProjeto de mezanino em estruturas metálicasAnonymous JJbrn9zebNessuna valutazione finora
- Caixas de Padrão de Energia ElektroDocumento89 pagineCaixas de Padrão de Energia ElektroJunior MirandaNessuna valutazione finora
- Gerenciamento resíduos oficina mecânicaDocumento10 pagineGerenciamento resíduos oficina mecânicamarcibareaNessuna valutazione finora
- Elektra Light Electrofusion Machine ManualDocumento31 pagineElektra Light Electrofusion Machine ManualPetarNessuna valutazione finora
- Boas Práticas para o Gerente de Projetos de ObrasDocumento11 pagineBoas Práticas para o Gerente de Projetos de Obrasfelipedeng100% (1)
- 73 pontes e viadutos de SP com problemasDocumento6 pagine73 pontes e viadutos de SP com problemasSidney Soares OliveiraNessuna valutazione finora
- Rima - Estudo de Tempos e Movimentos - A Simplificação Do TrabalhoDocumento18 pagineRima - Estudo de Tempos e Movimentos - A Simplificação Do TrabalhoSandro Cantidio100% (3)
- 1700 Questões - Parte 1Documento593 pagine1700 Questões - Parte 1Adriano De Oliveira Silva75% (8)
- Manual do usuário de equipamento de solda MIG/MAGDocumento40 pagineManual do usuário de equipamento de solda MIG/MAGbismael92Nessuna valutazione finora
- Oferta ArquiteturaDocumento29 pagineOferta ArquiteturaMaria Clara MarianoNessuna valutazione finora
- Apresentação Aplicação Do Modelo BIM Nos Indicadores de Geração de Resíduos Da Construção CivilDocumento21 pagineApresentação Aplicação Do Modelo BIM Nos Indicadores de Geração de Resíduos Da Construção CivilWaldiana SousaNessuna valutazione finora
- Diagnósticos e correções de freios hidráulicosDocumento26 pagineDiagnósticos e correções de freios hidráulicosCledir BoeckNessuna valutazione finora
- Engenharia Elétrica UFESDocumento21 pagineEngenharia Elétrica UFESGiuliano RebuliNessuna valutazione finora
- Cap44 - Sistemas de ImpermeabilizaçãoDocumento116 pagineCap44 - Sistemas de ImpermeabilizaçãoKimberley HollandNessuna valutazione finora
- Lista de Serviços de AssentamentoDocumento74 pagineLista de Serviços de AssentamentoGabriel CrincoliNessuna valutazione finora
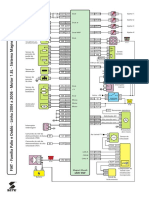
- Esquema Fiat Palio Doblo 2004 A 2006 Motor 1 8Documento2 pagineEsquema Fiat Palio Doblo 2004 A 2006 Motor 1 8Douglas M. Gehlen100% (8)
- APR - Montagem Desmontagem e Trabalho A Quente PDFDocumento4 pagineAPR - Montagem Desmontagem e Trabalho A Quente PDFFabio Rodrigo100% (1)
- Jotun Thinner No. 17Documento12 pagineJotun Thinner No. 17SauloAlmeida43% (7)
- Tanques industriais, dutos e sistemas de climatizaçãoDocumento2 pagineTanques industriais, dutos e sistemas de climatizaçãojtermixNessuna valutazione finora
- Noack 921Documento82 pagineNoack 921AmandaNessuna valutazione finora
- Folder Ampla LinhaDocumento4 pagineFolder Ampla LinhaCarlos Augusto CarvalhoNessuna valutazione finora
- Ground SchoolDocumento81 pagineGround SchoolRoberton AlanoNessuna valutazione finora