Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- FR-8x Editor Eng01 WDocumento8 pagineFR-8x Editor Eng01 WRadulian Daniel100% (1)
- Idlers - Medium To Heavy Duty PDFDocumento28 pagineIdlers - Medium To Heavy Duty PDFEd Ace100% (1)
- GM Passlock II SystemDocumento14 pagineGM Passlock II Systemalmia tronicsNessuna valutazione finora
- Sciencedirect: International Conference On Design and Manufacturing, Icondm 2013Documento9 pagineSciencedirect: International Conference On Design and Manufacturing, Icondm 2013Harish MugutkarNessuna valutazione finora
- A Review On Mechanical and Tribological Behaviors of Stir Cast Aluminum Matrix CompositesDocumento10 pagineA Review On Mechanical and Tribological Behaviors of Stir Cast Aluminum Matrix CompositesHarish MugutkarNessuna valutazione finora
- Corrosion Behaviour of Thermal Cycled Aluminium Hybrid Composites Reinforced With Rice Husk Ash and Silicon CarbideDocumento7 pagineCorrosion Behaviour of Thermal Cycled Aluminium Hybrid Composites Reinforced With Rice Husk Ash and Silicon CarbideHarish MugutkarNessuna valutazione finora
- Conic SectionsDocumento1 paginaConic SectionsHarish MugutkarNessuna valutazione finora
- 01 GeoStrucAnal Cylinder Elastic PDFDocumento12 pagine01 GeoStrucAnal Cylinder Elastic PDFSiddhant KaushikNessuna valutazione finora
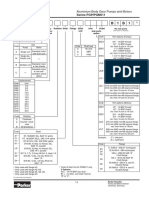
- PG 511 B 1 B 1: Ordering Code Series PGP/PGM511Documento7 paginePG 511 B 1 B 1: Ordering Code Series PGP/PGM511Four SticksNessuna valutazione finora
- 007-013558-001 SAS PCE SPE With Support For HSM PSE2 Integration Feature Documentation RevCDocumento43 pagine007-013558-001 SAS PCE SPE With Support For HSM PSE2 Integration Feature Documentation RevCpietoeNessuna valutazione finora
- Ofdma: LTE Air Interface CourseDocumento63 pagineOfdma: LTE Air Interface CourseAkhtar KhanNessuna valutazione finora
- Triaxial Test Systems enDocumento10 pagineTriaxial Test Systems enDetjan JuniorNessuna valutazione finora
- Know PlywoodDocumento3 pagineKnow PlywoodNirvana NircisNessuna valutazione finora
- Fast, Accurate Data Management Across The Enterprise: Fact Sheet: File-Aid / MvsDocumento4 pagineFast, Accurate Data Management Across The Enterprise: Fact Sheet: File-Aid / MvsLuis RamirezNessuna valutazione finora
- Tharmal Analysis BasicsDocumento56 pagineTharmal Analysis BasicsNetoNessuna valutazione finora
- Safety Data Sheet 84989 41 3 enDocumento4 pagineSafety Data Sheet 84989 41 3 enAdhiatma Arfian FauziNessuna valutazione finora
- Published Document Guidance On The Use of BS EN 13108, Bituminous Mixtures - Material SpecificationsDocumento8 paginePublished Document Guidance On The Use of BS EN 13108, Bituminous Mixtures - Material SpecificationsCristián JiménezNessuna valutazione finora
- Cif Purge Plug Systems en 3Documento3 pagineCif Purge Plug Systems en 3abdeljalil elbadrNessuna valutazione finora
- Comfort and Performance Your Customers DemandDocumento18 pagineComfort and Performance Your Customers Demandgizex2013Nessuna valutazione finora
- Mech 3-Module 1Documento41 pagineMech 3-Module 1melkisidick angloanNessuna valutazione finora
- Acceleration GrpahDocumento14 pagineAcceleration GrpahRAFAEL TORRESNessuna valutazione finora
- David Lowe Thesis PDFDocumento201 pagineDavid Lowe Thesis PDFKRISHNA VAMSHINessuna valutazione finora
- Computer Networking: A Top-Down Approach Featuring The InternetDocumento27 pagineComputer Networking: A Top-Down Approach Featuring The InternetmssacNessuna valutazione finora
- 1998-10 The Computer Paper - Ontario EditionDocumento156 pagine1998-10 The Computer Paper - Ontario Editionthecomputerpaper100% (1)
- Parallel Port Programming (PART 1) With CDocumento13 pagineParallel Port Programming (PART 1) With ChertzoliNessuna valutazione finora
- Material Safety Data Sheet: Roduct Ompany DentificationDocumento6 pagineMaterial Safety Data Sheet: Roduct Ompany DentificationArgade GVNessuna valutazione finora
- Manual CRM-91H 93H 9SDocumento2 pagineManual CRM-91H 93H 9SFilip FilipovicNessuna valutazione finora
- Honeywell P7640B1032 Differential Pressure Sensors PDFDocumento2 pagineHoneywell P7640B1032 Differential Pressure Sensors PDFMarcello PorrinoNessuna valutazione finora
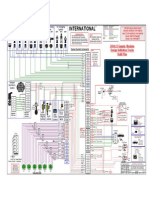
- Esquema Elétrico NGD 9.3Documento2 pagineEsquema Elétrico NGD 9.3LuisCarlosKovalchuk100% (1)
- Apqp - DR SHFTDocumento60 pagineApqp - DR SHFTrajesh5000100% (2)
- Bernard D. Marquez Eduardo M. Axalan Engr. William A.L.T. NGDocumento1 paginaBernard D. Marquez Eduardo M. Axalan Engr. William A.L.T. NGRhon Nem KhoNessuna valutazione finora
- Web 2.0: Dynamic Web PagesDocumento12 pagineWeb 2.0: Dynamic Web PagesAra PantaleonNessuna valutazione finora
- Report On Automatic Phase Changer: Submitted ByDocumento32 pagineReport On Automatic Phase Changer: Submitted ByAndrea JohnsonNessuna valutazione finora
- Final Reporting GuidelinesDocumento183 pagineFinal Reporting GuidelinesAkhmad NuzulNessuna valutazione finora