Potrebbero piacerti anche
- Spinning Maths-1Documento12 pagineSpinning Maths-1tsukuyomi03Nessuna valutazione finora
- Weaving Calculations FM-4023 (Part 1) PDFDocumento13 pagineWeaving Calculations FM-4023 (Part 1) PDFMuhammad Waqas Ahmed HundalNessuna valutazione finora
- Descriptive So LnsDocumento4 pagineDescriptive So LnsShailendra MishraNessuna valutazione finora
- Yarn Numbering System Yarn Count Direct Count System Indirect Count SystemDocumento3 pagineYarn Numbering System Yarn Count Direct Count System Indirect Count SystemTanmay JagetiaNessuna valutazione finora
- Yarn Lea Strength Tester:: Prepared By-S. M. Masum AlamDocumento3 pagineYarn Lea Strength Tester:: Prepared By-S. M. Masum AlamTouhidul HassanNessuna valutazione finora
- Effect of Cleaning Point of Uniclean Machine in Blow Room On Cleaning Efficiency and Yarn QualityDocumento21 pagineEffect of Cleaning Point of Uniclean Machine in Blow Room On Cleaning Efficiency and Yarn QualitySantoshNessuna valutazione finora
- Production Calculation of Blow RoomDocumento21 pagineProduction Calculation of Blow RoomAbel Taye100% (1)
- Blowroom CalculationDocumento14 pagineBlowroom CalculationIrfan Ali100% (1)
- Yarn AssignmentDocumento10 pagineYarn AssignmentHIMASHA SAMARANAYAKANessuna valutazione finora
- Solved QP of Knit Tech April 2023Documento4 pagineSolved QP of Knit Tech April 2023RajendrakumarNessuna valutazione finora
- Yarn Count (Yarn Numbaring System)Documento3 pagineYarn Count (Yarn Numbaring System)Mohammed Atiqul Hoque ChowdhuryNessuna valutazione finora
- Constants and Calculations: Micronaire Value (Cotton)Documento5 pagineConstants and Calculations: Micronaire Value (Cotton)Bhaskar Mitra100% (1)
- Aring Diagram of A Tappet LoomDocumento12 pagineAring Diagram of A Tappet LoomAfjal Hossain Sujan100% (1)
- Winding Efficiency and CalculationDocumento16 pagineWinding Efficiency and CalculationTanzila NusratNessuna valutazione finora
- What Is AutolevellerDocumento3 pagineWhat Is AutolevellersafiaNessuna valutazione finora
- Calculation Related To ProductionDocumento5 pagineCalculation Related To ProductionNazmul-HassanNessuna valutazione finora
- Weekly learning objectives for blow room machinesDocumento24 pagineWeekly learning objectives for blow room machinesTalha saeedNessuna valutazione finora
- This Study Resource Was: Speed FrameDocumento9 pagineThis Study Resource Was: Speed FrameRatul HasanNessuna valutazione finora
- Welcome To Our PresentationDocumento40 pagineWelcome To Our PresentationAbdul AzizNessuna valutazione finora
- Yarn Manufacturing - I Carding ProcessDocumento31 pagineYarn Manufacturing - I Carding ProcessSantoshNessuna valutazione finora
- Airjet PracDocumento12 pagineAirjet PracJunaid SuhailNessuna valutazione finora
- Auto ConerDocumento47 pagineAuto Conerkaniappan sakthivelNessuna valutazione finora
- 1.bale Management SystemDocumento8 pagine1.bale Management SystemMd NurunnabiNessuna valutazione finora
- Unit - IiDocumento27 pagineUnit - IiJoseph KuruvilaNessuna valutazione finora
- Draw Frame StudyDocumento51 pagineDraw Frame StudySushil Mali100% (4)
- 1ci3pqr1q 814635Documento5 pagine1ci3pqr1q 814635Santosh50% (2)
- Yarn Manufacturing Tandem CardingDocumento5 pagineYarn Manufacturing Tandem CardingIndrajit BoseNessuna valutazione finora
- Uster Statistics-50s CBD Compact ConeDocumento6 pagineUster Statistics-50s CBD Compact Coneselvapdm100% (1)
- Calculation of Count Ne of Yarn and RovingDocumento8 pagineCalculation of Count Ne of Yarn and RovingNain JNessuna valutazione finora
- Neps and Trash IndicatorDocumento8 pagineNeps and Trash IndicatorShoaib ArifNessuna valutazione finora
- Gujarat Technological University: W.E.F. AY 2018-19Documento2 pagineGujarat Technological University: W.E.F. AY 2018-19Rushi TannaNessuna valutazione finora
- All Deptment Textilecalculation PDFDocumento15 pagineAll Deptment Textilecalculation PDFlalit kashyapNessuna valutazione finora
- Textile Mathematics J.E. BOOTH Vol 3 PDFDocumento30 pagineTextile Mathematics J.E. BOOTH Vol 3 PDFdipoNessuna valutazione finora
- Production Process Chart For SpinningDocumento16 pagineProduction Process Chart For SpinningAdarsh GiladaNessuna valutazione finora
- Alif Sheikh I'D-18192107032 Assignment-1 TXE-206Documento6 pagineAlif Sheikh I'D-18192107032 Assignment-1 TXE-206Alif SheikhNessuna valutazione finora
- Spinnability of cotton/milkweed blends on different spinning systemsDocumento8 pagineSpinnability of cotton/milkweed blends on different spinning systemsJigneshSaradavaNessuna valutazione finora
- HVIDocumento13 pagineHVIDIPAK VINAYAK SHIRBHATE100% (3)
- Basic operations and technological points in the blowroomDocumento7 pagineBasic operations and technological points in the blowroomVikrant KanugondaNessuna valutazione finora
- TQE Assgn 3-Problems SolvedDocumento6 pagineTQE Assgn 3-Problems SolvedSENTHIL KUMARNessuna valutazione finora
- Mathematics of Yarn IIDocumento5 pagineMathematics of Yarn IIRobotrix100% (1)
- Inspection of Waste Extracted by Different Machines of Spinning Department.Documento3 pagineInspection of Waste Extracted by Different Machines of Spinning Department.Ammar Naeem BhattiNessuna valutazione finora
- Fiber Fineness, Yarn Counts and ConversionsDocumento11 pagineFiber Fineness, Yarn Counts and ConversionsBhaskar LoganathanNessuna valutazione finora
- Compact Yarn: S.M. Farhana Iqbal Associate Prof. ButexDocumento22 pagineCompact Yarn: S.M. Farhana Iqbal Associate Prof. ButexSadia TabassumNessuna valutazione finora
- Vortex Spinning 2Documento6 pagineVortex Spinning 2Salome KyatuheireNessuna valutazione finora
- Working Procedure of Comber MachineDocumento3 pagineWorking Procedure of Comber MachineRatul HasanNessuna valutazione finora
- Lecture 5 Dobby Shedding (JBA)Documento17 pagineLecture 5 Dobby Shedding (JBA)Sajib IglesiasNessuna valutazione finora
- Picking in Projectile LoomDocumento2 paginePicking in Projectile LoomAniket Khot100% (2)
- 05 Passage AirjetDocumento2 pagine05 Passage Airjetnil006Nessuna valutazione finora
- Concept of High Volume Instrument (HVI) HVI Used in Bale MDocumento15 pagineConcept of High Volume Instrument (HVI) HVI Used in Bale MS.m. MahasinNessuna valutazione finora
- 5-6 Winding Part 2Documento28 pagine5-6 Winding Part 2Md. Towfiq ImrozNessuna valutazione finora
- Yarn Preparation For WeavingDocumento5 pagineYarn Preparation For WeavingSenthilNessuna valutazione finora
- Weaving Technology 3rd Sem Unit - II DHTTDocumento59 pagineWeaving Technology 3rd Sem Unit - II DHTTSANJIT JANANessuna valutazione finora
- Faq of Module11Documento3 pagineFaq of Module11Subburaj Karthick100% (1)
- LRTDocumento5 pagineLRTAnish akNessuna valutazione finora
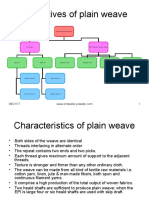
- Plain WeaveDocumento8 paginePlain Weaveghosh7171Nessuna valutazione finora
- Lesson 6 Noil Extraction Theory PDFDocumento20 pagineLesson 6 Noil Extraction Theory PDFabhishekNessuna valutazione finora
- Yarn Manufacturing 3Documento12 pagineYarn Manufacturing 3Muhammad Farooq Kokab0% (1)
- Mining and Earthmoving: Estimating Production Off-the-Job Example Problem (English) Example Problem (Metric)Documento4 pagineMining and Earthmoving: Estimating Production Off-the-Job Example Problem (English) Example Problem (Metric)ali alilouNessuna valutazione finora
- European Patent Specification: To Make Elastic Shirting Fabric Comprising Spandex and Hard YarnDocumento22 pagineEuropean Patent Specification: To Make Elastic Shirting Fabric Comprising Spandex and Hard YarnSantoshNessuna valutazione finora
- Get PDFDocumento10 pagineGet PDFSantoshNessuna valutazione finora
- Study On The Effect of Air Suction Pressure On The Quality of Compact Yarn by Changing The Frequency of InverterDocumento7 pagineStudy On The Effect of Air Suction Pressure On The Quality of Compact Yarn by Changing The Frequency of InverterSantoshNessuna valutazione finora
- Cardingmachine 140324082245 Phpapp01Documento33 pagineCardingmachine 140324082245 Phpapp01SantoshNessuna valutazione finora
- SE-640 Description of The Features 1Documento24 pagineSE-640 Description of The Features 1SantoshNessuna valutazione finora
- TRI 1008 Quality CardingDocumento17 pagineTRI 1008 Quality Cardingalcon1Nessuna valutazione finora
- Yarn Manufacturing I Blow RoomDocumento39 pagineYarn Manufacturing I Blow RoomSantoshNessuna valutazione finora
- Draw FrameDocumento4 pagineDraw Framemohsin soomroNessuna valutazione finora
- Yarn PDFDocumento8 pagineYarn PDFSantoshNessuna valutazione finora
- Production Planning in SpinningDocumento15 pagineProduction Planning in SpinningSantoshNessuna valutazione finora
- Yarn Manufacturing - I Carding ProcessDocumento31 pagineYarn Manufacturing - I Carding ProcessSantoshNessuna valutazione finora
- Card Setting A Factor For Controlling Sliver Quality and Yarn 2165 8064 1000246Documento3 pagineCard Setting A Factor For Controlling Sliver Quality and Yarn 2165 8064 1000246aniruddhaNessuna valutazione finora
- Production Planning in SpinningDocumento15 pagineProduction Planning in SpinningSantoshNessuna valutazione finora
- Card Setting A Factor For Controlling Sliver Quality and Yarn 2165 8064 1000246Documento3 pagineCard Setting A Factor For Controlling Sliver Quality and Yarn 2165 8064 1000246aniruddhaNessuna valutazione finora
- IPL 2021 Schedule Fixture and Time TableDocumento2 pagineIPL 2021 Schedule Fixture and Time Tableprasanna220274Nessuna valutazione finora
- COVID-19 Vaccination Certificate 1st DoseDocumento1 paginaCOVID-19 Vaccination Certificate 1st DoseSantoshNessuna valutazione finora
- V10I3 (2) U. HussainDocumento8 pagineV10I3 (2) U. HussainSantoshNessuna valutazione finora
- Fibres To FabricDocumento23 pagineFibres To FabricPallavi Luthra KapoorNessuna valutazione finora
- Plan Vouchers 17 July 2020Documento11 paginePlan Vouchers 17 July 2020Rajat SooodNessuna valutazione finora
- 1ci3pqr1q 814635Documento5 pagine1ci3pqr1q 814635Santosh50% (2)
- Q: What Is Technical Textiles?Documento7 pagineQ: What Is Technical Textiles?SantoshNessuna valutazione finora
- Textile Engineering AND Fibre ScienceDocumento9 pagineTextile Engineering AND Fibre ScienceSantosh0% (1)
- GATE 2011 TF PaperDocumento12 pagineGATE 2011 TF PaperRakeahkumarDabkeyaNessuna valutazione finora
- COVID-19 Vaccination Certificate 1st DoseDocumento1 paginaCOVID-19 Vaccination Certificate 1st DoseSantoshNessuna valutazione finora
- OPTIMIZE BLOW ROOM PROCESS PARAMETERSDocumento7 pagineOPTIMIZE BLOW ROOM PROCESS PARAMETERSKhan Ali100% (2)
- Chemical Processing IIDocumento2 pagineChemical Processing IISantoshNessuna valutazione finora
- Fibre to Fabric: Understanding Textile Production ProcessDocumento41 pagineFibre to Fabric: Understanding Textile Production ProcessSantoshNessuna valutazione finora
- Model Apt Test PaperMADocumento6 pagineModel Apt Test PaperMASantoshNessuna valutazione finora
- True or False: Assignment 04Documento3 pagineTrue or False: Assignment 04SantoshNessuna valutazione finora
- Q.No. Type Section Key MarksDocumento3 pagineQ.No. Type Section Key MarksSantoshNessuna valutazione finora
- List of Yale University GraduatesDocumento158 pagineList of Yale University GraduatesWilliam Litynski100% (1)
- Keltbray Crude Oil and Gas LTDDocumento2 pagineKeltbray Crude Oil and Gas LTDIana LeynoNessuna valutazione finora
- Valuing Common and Preferred SharesDocumento31 pagineValuing Common and Preferred SharesAdam Mo AliNessuna valutazione finora
- Career As A Pharmacist in South AfricaDocumento2 pagineCareer As A Pharmacist in South AfricaPaul WasikeNessuna valutazione finora
- Estimate For New College BuildingDocumento8 pagineEstimate For New College BuildingslummdogNessuna valutazione finora
- Focus ManualDocumento597 pagineFocus ManualSabareesan SundarNessuna valutazione finora
- Generator Exciter & Voltage ExciterDocumento34 pagineGenerator Exciter & Voltage ExciterYasir MehmoodNessuna valutazione finora
- Rift Valley University Office of The Registrar Registration SlipDocumento2 pagineRift Valley University Office of The Registrar Registration SlipHACHALU FAYENessuna valutazione finora
- Only PandasDocumento8 pagineOnly PandasJyotirmay SahuNessuna valutazione finora
- Vda. de Villanueva vs. JuicoDocumento3 pagineVda. de Villanueva vs. JuicoLucas Gabriel Johnson100% (1)
- QSK60 G6 PDFDocumento2 pagineQSK60 G6 PDFShahzad Ali100% (2)
- DTC CommandDocumento3 pagineDTC CommandAod CsgNessuna valutazione finora
- The crucial step to a great careerDocumento96 pagineThe crucial step to a great careerVinod ThukarulNessuna valutazione finora
- App Form BLIDocumento8 pagineApp Form BLIPaulo LuizNessuna valutazione finora
- 2018 Scaffold and Access Inspection Checklist FDocumento6 pagine2018 Scaffold and Access Inspection Checklist FTaufiq YahayaNessuna valutazione finora
- Three Column Cash BookDocumento3 pagineThree Column Cash Bookahmad381Nessuna valutazione finora
- This Study Resource Was: Artur Vartanyan Supply Chain and Operations Management MGMT25000D Tesla Motors, IncDocumento9 pagineThis Study Resource Was: Artur Vartanyan Supply Chain and Operations Management MGMT25000D Tesla Motors, IncNguyễn Như QuỳnhNessuna valutazione finora
- Royal Harare Golf Club: An Oasis of Excellence in The Midst of Political and Economic DevastationDocumento24 pagineRoyal Harare Golf Club: An Oasis of Excellence in The Midst of Political and Economic DevastationCompleatGolferNessuna valutazione finora
- Maisie Klompus Resume 02Documento1 paginaMaisie Klompus Resume 02api-280374991Nessuna valutazione finora
- Philippine Constitutional Commissions Powers and FunctionsDocumento36 paginePhilippine Constitutional Commissions Powers and Functionssharlica1990Nessuna valutazione finora
- 3 IT18 Information Assurance and Security 2 Prelim ExamDocumento2 pagine3 IT18 Information Assurance and Security 2 Prelim Examsarah miinggNessuna valutazione finora
- Sample Demand LetterDocumento3 pagineSample Demand LetterShaniemielle Torres-BairanNessuna valutazione finora
- Zelio Plug-In Relays: RPM Power RangeDocumento16 pagineZelio Plug-In Relays: RPM Power RangeSimon MouneNessuna valutazione finora
- Cau Truc To HopDocumento1.258 pagineCau Truc To Hopkhôi trươngNessuna valutazione finora
- Optical Fiber LecturesDocumento161 pagineOptical Fiber LecturesZakareya FathallaNessuna valutazione finora
- DigitalForensics 05 NOV2010Documento84 pagineDigitalForensics 05 NOV2010hhhzineNessuna valutazione finora
- Opentbs Demo: Merge Data With A ChartDocumento4 pagineOpentbs Demo: Merge Data With A Charteduarditom1Nessuna valutazione finora
- Business Analysis-Xiaomi 30.8.15Documento8 pagineBusiness Analysis-Xiaomi 30.8.15ocgNessuna valutazione finora
- Final ThoughtDocumento6 pagineFinal ThoughtHaroon HussainNessuna valutazione finora
- Probe Filter 5.1 SNMP Support Reference GuideDocumento8 pagineProbe Filter 5.1 SNMP Support Reference GuideOrlando MondlaneNessuna valutazione finora