
Potrebbero piacerti anche
- Automated RTG: The Yard RevolutionDocumento12 pagineAutomated RTG: The Yard Revolutionjppn33Nessuna valutazione finora
- Converting A Manual RTG Terminal To An AutoRTG TerminalDocumento16 pagineConverting A Manual RTG Terminal To An AutoRTG Terminalacanbasri1980Nessuna valutazione finora
- RTG CraneDocumento9 pagineRTG CraneUttam Animireddy100% (3)
- L9 - Future Port TechnologiesDocumento91 pagineL9 - Future Port TechnologiesIseei RoxNessuna valutazione finora
- SIWZ RMGs Schedule 5 Technical Specification PDFDocumento109 pagineSIWZ RMGs Schedule 5 Technical Specification PDFgafscottNessuna valutazione finora
- Yard CraneDocumento5 pagineYard CraneAhmed Hanafy0% (1)
- Dual-Hoist, Tandem 40 Crane ConsiderationsDocumento11 pagineDual-Hoist, Tandem 40 Crane ConsiderationsMAGSTNessuna valutazione finora
- Dockside Container Crane Workshop StructuralDocumento30 pagineDockside Container Crane Workshop StructuralMAGSTNessuna valutazione finora
- Straddle CarriersDocumento13 pagineStraddle Carriersyousuf79Nessuna valutazione finora
- Lecture 2 - AGVDocumento68 pagineLecture 2 - AGVUswatun HasanahNessuna valutazione finora
- Powering The Port of The Future With Eco-Efficient SolutionsDocumento28 paginePowering The Port of The Future With Eco-Efficient Solutionsbobbyhardian100% (1)
- R-GAGE Radar SensorDocumento6 pagineR-GAGE Radar Sensors_alishNessuna valutazione finora
- Brochure Integrated Container Terminal Planning Optimization EN PDFDocumento10 pagineBrochure Integrated Container Terminal Planning Optimization EN PDFHerum ManaluNessuna valutazione finora
- QC Technical Specification - Schedule 5 BCT 14 Jan 13 PoprDocumento160 pagineQC Technical Specification - Schedule 5 BCT 14 Jan 13 PoprCarlos Luis Esquerdo MarcanoNessuna valutazione finora
- Container Terminal Management System (CTMS)Documento11 pagineContainer Terminal Management System (CTMS)Abhijeet KendoleNessuna valutazione finora
- B-Repair Ad Maintenance Manual - Rev0Documento82 pagineB-Repair Ad Maintenance Manual - Rev0Carlos Alberto Cortes OlivanNessuna valutazione finora
- SANY - Ship To Shore Container CranesDocumento11 pagineSANY - Ship To Shore Container CranesGema Mahardika YogatamaNessuna valutazione finora
- Sarens Annual Report 2015 Highlights GrowthDocumento41 pagineSarens Annual Report 2015 Highlights GrowthCristianoCapassi100% (1)
- Quay Container Crane Productivity Effectiveness Analysis Case Study PT Jakarta International Container TerminalDocumento9 pagineQuay Container Crane Productivity Effectiveness Analysis Case Study PT Jakarta International Container TerminalInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Part of My Book of Preventive MaibtenanceDocumento5 paginePart of My Book of Preventive MaibtenanceMohamed Elnagdy0% (1)
- KPT Long Report - 1Documento22 pagineKPT Long Report - 1Syed Arsalan AbbasNessuna valutazione finora
- Dockside Container Cranes PDFDocumento12 pagineDockside Container Cranes PDFmaxamaxa0% (1)
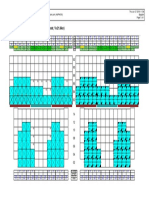
- Bays 35 - 33 (Aft) Twin (GM 3.27 M, R Unrestr, V 21.6kn)Documento1 paginaBays 35 - 33 (Aft) Twin (GM 3.27 M, R Unrestr, V 21.6kn)Jeanclaude NtoumbaNessuna valutazione finora
- Proposal For Container Yard ManagementDocumento12 pagineProposal For Container Yard ManagementChandrashekar MurthyNessuna valutazione finora
- A Lifetime of High Performance: Konecranes Straddle CarriersDocumento22 pagineA Lifetime of High Performance: Konecranes Straddle CarriersДенис ГильдеевNessuna valutazione finora
- SCU IntroductionDocumento10 pagineSCU IntroductionMahen PereraNessuna valutazione finora
- Apm Terminals Hopper Manual: Port of CallaoDocumento34 pagineApm Terminals Hopper Manual: Port of CallaoSaray Fernández SaavedraNessuna valutazione finora
- Quay Crane Productivity Paper PDFDocumento12 pagineQuay Crane Productivity Paper PDFAdnan BhuttoNessuna valutazione finora
- PT34 18Documento3 paginePT34 18Ashley DeanNessuna valutazione finora
- Port Cargo Handling and Mobile EquipmentsDocumento14 paginePort Cargo Handling and Mobile EquipmentsRoshan MaindanNessuna valutazione finora
- Services Quick Reference Guide: QRG-2021-02-26-revision - Indd 1Documento104 pagineServices Quick Reference Guide: QRG-2021-02-26-revision - Indd 1MahmoudNessuna valutazione finora
- TMEIC Container Crane Modernization 2011 Low-Res 1317751432Documento8 pagineTMEIC Container Crane Modernization 2011 Low-Res 1317751432escupabloNessuna valutazione finora
- Ship to Shore Crane DetailsDocumento1 paginaShip to Shore Crane DetailsgermainarthurNessuna valutazione finora
- Visaka Container TerminalDocumento48 pagineVisaka Container TerminalKrutarth PatraNessuna valutazione finora
- Parallel Motion Fenders: Handling, Storage, Installation and Maintenance ManualDocumento28 pagineParallel Motion Fenders: Handling, Storage, Installation and Maintenance ManualSKEPT.OMENOSNessuna valutazione finora
- MLTC CATRAM Market Study Container Terminals West and Central AfricaDocumento133 pagineMLTC CATRAM Market Study Container Terminals West and Central AfricazymiscNessuna valutazione finora
- ASC SpecificationsDocumento6 pagineASC SpecificationsChan Sek YeongNessuna valutazione finora
- Rope-Towed Trolley or Machinery TrolleyDocumento11 pagineRope-Towed Trolley or Machinery Trolleyflasnicug100% (1)
- Thong So Ky ThuatDocumento30 pagineThong So Ky ThuatQuang HưngNessuna valutazione finora
- KC SC Spreader en 01Documento7 pagineKC SC Spreader en 01Mohammed Muzzammil100% (1)
- Container Terminal Operational GuidelinesDocumento30 pagineContainer Terminal Operational GuidelinesAbdelkader ChaouiNessuna valutazione finora
- Bromma YardDocumento20 pagineBromma YardDickson Leong100% (1)
- MoorMaster Reference List - Lres May 2011Documento17 pagineMoorMaster Reference List - Lres May 2011Hani AprianiNessuna valutazione finora
- STS45 May-2016 LR Compressed EN PDFDocumento24 pagineSTS45 May-2016 LR Compressed EN PDFAmel Abbas Abbas Abbaker100% (1)
- Portal Crane: Shanghai Zhenhua Heavy Industries Co., LTDDocumento14 paginePortal Crane: Shanghai Zhenhua Heavy Industries Co., LTDYao XiaoNessuna valutazione finora
- RT378 379 Spreader Electrical Schematics BRMY ARF 1849-15-21268 70 - ADocumento44 pagineRT378 379 Spreader Electrical Schematics BRMY ARF 1849-15-21268 70 - AMIGUEL PEÑANessuna valutazione finora
- Section 3 - Maintenance Instruction - ZPMCDocumento38 pagineSection 3 - Maintenance Instruction - ZPMCGer Bos100% (1)
- RTG Konecranes Booklet RTG Retrofits 2015 enDocumento28 pagineRTG Konecranes Booklet RTG Retrofits 2015 enFendy KurniadiNessuna valutazione finora
- Sany Container Gantry Crane: Rubber TyreDocumento10 pagineSany Container Gantry Crane: Rubber TyreRami AbdelaalNessuna valutazione finora
- Ports Maritime CatalogueDocumento16 paginePorts Maritime CatalogueKoketso NkosiNessuna valutazione finora
- Rubber Tyre Gantry ReportDocumento2 pagineRubber Tyre Gantry Reportdjrashid100% (1)
- Hydraulic valve block and solenoid functionsDocumento8 pagineHydraulic valve block and solenoid functionsThanh CongNessuna valutazione finora
- Article On Pakistan Deep Water Container PortDocumento8 pagineArticle On Pakistan Deep Water Container PortMuntazir MehdiNessuna valutazione finora
- Tran Studyelectrical 2012ADocumento221 pagineTran Studyelectrical 2012ARamesh AnanthanarayananNessuna valutazione finora
- 8 Rope Reeving 3 PDFDocumento4 pagine8 Rope Reeving 3 PDFsanjay aNessuna valutazione finora
- STS Container Cranes - Anti-Sway ControlDocumento15 pagineSTS Container Cranes - Anti-Sway ControlLeJanx0% (1)
- Cranes With Brains: Euromax - The Modern Automatic Container TerminalDocumento4 pagineCranes With Brains: Euromax - The Modern Automatic Container TerminalElafanNessuna valutazione finora
- Training For KOJA RTGDocumento211 pagineTraining For KOJA RTGAntonio100% (1)
- Converting A Manual RTG Terminal To An AutoRTG TerminalDocumento16 pagineConverting A Manual RTG Terminal To An AutoRTG TerminalkolathathsaNessuna valutazione finora
- 433807.advances in Container Cranes Automation CD PDFDocumento5 pagine433807.advances in Container Cranes Automation CD PDFElafanNessuna valutazione finora
- Gfps System Specification PVC C Metric en PDFDocumento24 pagineGfps System Specification PVC C Metric en PDFMohammed sabatinNessuna valutazione finora
- Din en 1561 - en - 1997-08Documento21 pagineDin en 1561 - en - 1997-08AlissonFernandes17Nessuna valutazione finora
- Accenture Inside Corporate MandADocumento28 pagineAccenture Inside Corporate MandAshshanksNessuna valutazione finora
- 1989 Volvo 740 Instruments and ControlsDocumento107 pagine1989 Volvo 740 Instruments and Controlsskyliner538Nessuna valutazione finora
- D16021.1200.RE.10-003 REV.1 Datasheet (1200-P-3003AB)Documento3 pagineD16021.1200.RE.10-003 REV.1 Datasheet (1200-P-3003AB)anwar sadatNessuna valutazione finora
- Installation Guide: For Packetfence Version 8.3.0Documento270 pagineInstallation Guide: For Packetfence Version 8.3.0Ferjani TarekNessuna valutazione finora
- VF1 Technicalspecifications 031997 EN PDFDocumento43 pagineVF1 Technicalspecifications 031997 EN PDFelectricistNessuna valutazione finora
- Safety Analysis of Mooring Hawser of FSO and SPM B PDFDocumento10 pagineSafety Analysis of Mooring Hawser of FSO and SPM B PDFORUGANessuna valutazione finora
- Wulf 2018Documento12 pagineWulf 2018Nida iqbalNessuna valutazione finora
- Diligence International Group Understands MexicoDocumento2 pagineDiligence International Group Understands MexicoPR.comNessuna valutazione finora
- Lancashire BoilerDocumento28 pagineLancashire BoilerDr. BIBIN CHIDAMBARANATHANNessuna valutazione finora
- Fire Fighting LayoutDocumento1 paginaFire Fighting LayoutNoufal OthupurayilNessuna valutazione finora
- Insulation ProductsDocumento1 paginaInsulation ProductsDygoPalNessuna valutazione finora
- 2007 Output Stops RemovedDocumento45 pagine2007 Output Stops RemovedAisyah DzulqaidahNessuna valutazione finora
- Model Manajemen Rantai Pasok Industri Perikanan Tangkap Berkelanjutan Di Propinsi MalukuDocumento12 pagineModel Manajemen Rantai Pasok Industri Perikanan Tangkap Berkelanjutan Di Propinsi MalukuEmanuellaNessuna valutazione finora
- CTLS Interface Developers GuideDocumento242 pagineCTLS Interface Developers GuideLucas Pires SimãoNessuna valutazione finora
- Design of Miniature Maglev Using Hybrid MagnetsDocumento4 pagineDesign of Miniature Maglev Using Hybrid MagnetsErmin FazlicNessuna valutazione finora
- SmartPlant Instrumentation installation checklistDocumento2 pagineSmartPlant Instrumentation installation checklistmnoormohamed82Nessuna valutazione finora
- TM4320 PDFDocumento85 pagineTM4320 PDFandres cortezNessuna valutazione finora
- RRB Group DDocumento35 pagineRRB Group DRITESH KUMARNessuna valutazione finora
- Sevice Manual BOBCAT S630 PDFDocumento890 pagineSevice Manual BOBCAT S630 PDFArtemio Garcia Barrientos100% (11)
- C Programming: Charudatt KadolkarDocumento34 pagineC Programming: Charudatt KadolkarDhiliban SwaminathanNessuna valutazione finora
- Sat - RPMSDocumento4 pagineSat - RPMSAeroz RednaxelaNessuna valutazione finora
- My Ideal Week PDFDocumento1 paginaMy Ideal Week PDFAnonymous QE45TVC9e3Nessuna valutazione finora
- Manufacturing Sodium Hyposulfite SolutionDocumento2 pagineManufacturing Sodium Hyposulfite SolutionAravind KumarNessuna valutazione finora
- Tugas Dinamika Struktur Shape Function - Kelompok 6Documento8 pagineTugas Dinamika Struktur Shape Function - Kelompok 6Mochammad Choirul RizkyNessuna valutazione finora
- .Anber Globe!Documento20 pagine.Anber Globe!Cristina GabaroiNessuna valutazione finora
- Threadmilling Brochure SecoDocumento16 pagineThreadmilling Brochure SecoIvica LabudovicNessuna valutazione finora
- Floor ManualDocumento35 pagineFloor ManualGihan ChathurangaNessuna valutazione finora
- Designing Data-Intensive Applications: The Big Ideas Behind Reliable, Scalable, and Maintainable SystemsDa EverandDesigning Data-Intensive Applications: The Big Ideas Behind Reliable, Scalable, and Maintainable SystemsValutazione: 5 su 5 stelle5/5 (6)
- Notion for Beginners: Notion for Work, Play, and ProductivityDa EverandNotion for Beginners: Notion for Work, Play, and ProductivityValutazione: 4 su 5 stelle4/5 (7)
- ChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveDa EverandChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveNessuna valutazione finora
- ChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessDa EverandChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessNessuna valutazione finora
- Excel for Finance and Accounting: Learn how to optimize Excel formulas and functions for financial analysis (English Edition)Da EverandExcel for Finance and Accounting: Learn how to optimize Excel formulas and functions for financial analysis (English Edition)Nessuna valutazione finora
- Change Management for Beginners: Understanding Change Processes and Actively Shaping ThemDa EverandChange Management for Beginners: Understanding Change Processes and Actively Shaping ThemValutazione: 4.5 su 5 stelle4.5/5 (3)
- Excel 2023: A Comprehensive Quick Reference Guide to Master All You Need to Know about Excel Fundamentals, Formulas, Functions, & Charts with Real-World ExamplesDa EverandExcel 2023: A Comprehensive Quick Reference Guide to Master All You Need to Know about Excel Fundamentals, Formulas, Functions, & Charts with Real-World ExamplesNessuna valutazione finora
- Design and Build Modern Datacentres, A to Z practical guideDa EverandDesign and Build Modern Datacentres, A to Z practical guideValutazione: 3 su 5 stelle3/5 (2)
- Computer Science Beginners Crash Course: Coding Data, Python, Algorithms & HackingDa EverandComputer Science Beginners Crash Course: Coding Data, Python, Algorithms & HackingValutazione: 3.5 su 5 stelle3.5/5 (12)
- Excel for Beginners 2023: A Step-by-Step and Quick Reference Guide to Master the Fundamentals, Formulas, Functions, & Charts in Excel with Practical Examples | A Complete Excel Shortcuts Cheat SheetDa EverandExcel for Beginners 2023: A Step-by-Step and Quick Reference Guide to Master the Fundamentals, Formulas, Functions, & Charts in Excel with Practical Examples | A Complete Excel Shortcuts Cheat SheetNessuna valutazione finora
- Learn Power BI: A beginner's guide to developing interactive business intelligence solutions using Microsoft Power BIDa EverandLearn Power BI: A beginner's guide to developing interactive business intelligence solutions using Microsoft Power BIValutazione: 5 su 5 stelle5/5 (1)
- Product Operations: How successful companies build better products at scaleDa EverandProduct Operations: How successful companies build better products at scaleNessuna valutazione finora
- A Modern Enterprise Architecture Approach: Enterprise ArchitectureDa EverandA Modern Enterprise Architecture Approach: Enterprise ArchitectureValutazione: 4 su 5 stelle4/5 (3)
- The AI-Powered Product Manager: Combining Strategy and TechnologyDa EverandThe AI-Powered Product Manager: Combining Strategy and TechnologyValutazione: 5 su 5 stelle5/5 (3)
- Creating Online Courses with ChatGPT | A Step-by-Step Guide with Prompt TemplatesDa EverandCreating Online Courses with ChatGPT | A Step-by-Step Guide with Prompt TemplatesValutazione: 4 su 5 stelle4/5 (4)
- Power BI for Jobseekers: Learn how to create interactive dashboards and reports, and gain insights from the data (English Edition)Da EverandPower BI for Jobseekers: Learn how to create interactive dashboards and reports, and gain insights from the data (English Edition)Nessuna valutazione finora
- Microsoft Access Guide to Success: From Fundamentals to Mastery in Crafting Databases, Optimizing Tasks, & Making Unparalleled Impressions [III EDITION]Da EverandMicrosoft Access Guide to Success: From Fundamentals to Mastery in Crafting Databases, Optimizing Tasks, & Making Unparalleled Impressions [III EDITION]Valutazione: 5 su 5 stelle5/5 (8)
- Agile Metrics in Action: How to measure and improve team performanceDa EverandAgile Metrics in Action: How to measure and improve team performanceNessuna valutazione finora
- Google Cloud Cookbook: Practical Solutions for Building and Deploying Cloud Services, 1st EditionDa EverandGoogle Cloud Cookbook: Practical Solutions for Building and Deploying Cloud Services, 1st EditionValutazione: 5 su 5 stelle5/5 (1)
- Fundamentals of Data Engineering: Plan and Build Robust Data SystemsDa EverandFundamentals of Data Engineering: Plan and Build Robust Data SystemsValutazione: 5 su 5 stelle5/5 (1)
- Balanced Scorecards and Operational Dashboards with Microsoft ExcelDa EverandBalanced Scorecards and Operational Dashboards with Microsoft ExcelValutazione: 2 su 5 stelle2/5 (1)
- Monolith to Microservices: Evolutionary Patterns to Transform Your MonolithDa EverandMonolith to Microservices: Evolutionary Patterns to Transform Your MonolithValutazione: 4 su 5 stelle4/5 (1)





































































































![Microsoft Access Guide to Success: From Fundamentals to Mastery in Crafting Databases, Optimizing Tasks, & Making Unparalleled Impressions [III EDITION]](https://imgv2-1-f.scribdassets.com/img/word_document/610686937/149x198/9ccfa6158e/1713743787?v=1)





