Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- If It' S Not Forever - Durjoy Datta Nikita SinghDocumento152 pagineIf It' S Not Forever - Durjoy Datta Nikita SinghVivek Patel91% (32)
- NPQS C3-20 ReinforcementDocumento0 pagineNPQS C3-20 ReinforcementCasimir Ghee Heng LimNessuna valutazione finora
- PDFDocumento7 paginePDFVinoth Kumar DNessuna valutazione finora
- PDFDocumento7 paginePDFVinoth Kumar DNessuna valutazione finora
- 386 1282 1 PB PDFDocumento5 pagine386 1282 1 PB PDFAhmedNessuna valutazione finora
- 11 UemuraDocumento2 pagine11 UemuraSatish Raja DhulipalaNessuna valutazione finora
- B2 Viscosity of LiquidsDocumento9 pagineB2 Viscosity of LiquidsSatish Raja DhulipalaNessuna valutazione finora
- The Economist Middle East and Africa Edition 11 May 2019Documento12 pagineThe Economist Middle East and Africa Edition 11 May 2019محمد أسامة حفيظNessuna valutazione finora
- Rinl PDFDocumento7 pagineRinl PDFskyway travels gunturNessuna valutazione finora
- 24962CS Advt New 2019 NotificationDocumento4 pagine24962CS Advt New 2019 NotificationSatish Raja DhulipalaNessuna valutazione finora
- 11 UemuraDocumento2 pagine11 UemuraSatish Raja DhulipalaNessuna valutazione finora
- E1 MT1 & MT2 - ME1, ME2, ME3 AttendanceDocumento48 pagineE1 MT1 & MT2 - ME1, ME2, ME3 AttendanceSatish Raja DhulipalaNessuna valutazione finora
- 2020 SBI Clerk NotificationDocumento7 pagine2020 SBI Clerk NotificationSwarna LathaNessuna valutazione finora
- PDFDocumento7 paginePDFVinoth Kumar DNessuna valutazione finora
- Updated - AY-2019-20 - PUC & Engineering Semester-I Assessment Test-1 Examination Time Table PDFDocumento1 paginaUpdated - AY-2019-20 - PUC & Engineering Semester-I Assessment Test-1 Examination Time Table PDFSatish Raja DhulipalaNessuna valutazione finora
- 7 Design For Static LoadingDocumento21 pagine7 Design For Static LoadingPRASAD326100% (1)
- Design of A Bullet-Proof Vest Using Shear Thickening FluidDocumento11 pagineDesign of A Bullet-Proof Vest Using Shear Thickening FluidSatish Raja DhulipalaNessuna valutazione finora
- SurfaceNDT Paper INSURE2001 PDFDocumento9 pagineSurfaceNDT Paper INSURE2001 PDFLaxmi singhNessuna valutazione finora
- HT MT2 1Documento2 pagineHT MT2 1Satish Raja DhulipalaNessuna valutazione finora
- Jsrao Dukkipati PDFDocumento64 pagineJsrao Dukkipati PDFSatish Raja DhulipalaNessuna valutazione finora
- NDT 1Documento16 pagineNDT 1Satish Raja DhulipalaNessuna valutazione finora
- Mod6 - Tool Life & Tool MaterialDocumento45 pagineMod6 - Tool Life & Tool MaterialSatish Raja Dhulipala100% (1)
- TOF - Gate Q PDFDocumento6 pagineTOF - Gate Q PDFSatish Raja DhulipalaNessuna valutazione finora
- Mod17 - Broaching, Gear Cutting OperationsDocumento23 pagineMod17 - Broaching, Gear Cutting OperationsSatish Raja DhulipalaNessuna valutazione finora
- Statistics 2Documento35 pagineStatistics 2Satish Raja DhulipalaNessuna valutazione finora
- GATE Mechanical Engineering (ME) SyllabusDocumento4 pagineGATE Mechanical Engineering (ME) SyllabusCyril JasonNessuna valutazione finora
- A TextBook of Fluid Mechanics and Hydraulic Machines - Dr. R. K. Bansal PDFDocumento287 pagineA TextBook of Fluid Mechanics and Hydraulic Machines - Dr. R. K. Bansal PDFPullavartisrikanthChowdaryNessuna valutazione finora
- Theories of Failure PDFDocumento18 pagineTheories of Failure PDFSatish Raja Dhulipala0% (1)
- Climate Responsive ArchitectureDocumento178 pagineClimate Responsive Architecturevinitvishujha100% (3)
- Bl630 - Bw630 Cut Sheet.Documento8 pagineBl630 - Bw630 Cut Sheet.Pol QuillaNessuna valutazione finora
- Extras ASTM A131 Naval Steel GradesDocumento1 paginaExtras ASTM A131 Naval Steel GradesAnonymous zOJdnwGjBNessuna valutazione finora
- Civil and Environmental Engineering: Department ofDocumento30 pagineCivil and Environmental Engineering: Department ofMir Tareque AliNessuna valutazione finora
- Material Grade S275Documento3 pagineMaterial Grade S275Tran Van DaiNessuna valutazione finora
- Rock Bit Comparison ChartDocumento2 pagineRock Bit Comparison ChartGersonDelgadilloLopez100% (1)
- Supp Elements 17 For Machine DesignDocumento35 pagineSupp Elements 17 For Machine DesignCyron Elden Senarillos-Talita Bangis-BodegasNessuna valutazione finora
- Influence of Blasted Muck On The Performance of Loading EquipmentDocumento7 pagineInfluence of Blasted Muck On The Performance of Loading EquipmentpaulocouceiroNessuna valutazione finora
- 16t-67-Chromite Sand and FlourDocumento3 pagine16t-67-Chromite Sand and FlourCharlie ChongNessuna valutazione finora
- Universities in UKDocumento14 pagineUniversities in UKPuneet JainNessuna valutazione finora
- Principles of Physical Metallurgy Prof. R. N. Ghosh Department of Metallurgical & Materials Engineering Indian Institute of Technology, KharagpurDocumento25 paginePrinciples of Physical Metallurgy Prof. R. N. Ghosh Department of Metallurgical & Materials Engineering Indian Institute of Technology, KharagpurAbhijit DasNessuna valutazione finora
- Equipment Damage Curves CablesDocumento3 pagineEquipment Damage Curves CablesrobertoseniorNessuna valutazione finora
- Compozitie MaterialeDocumento25 pagineCompozitie MaterialeGross Meltiade AlexanderNessuna valutazione finora
- Nickel (II) and Zinc (II) Dibenzoylmethanates: Molecular and Crystal Structure, Polymorphism, and Guest-Or Temperature-Induced OligomerizationDocumento11 pagineNickel (II) and Zinc (II) Dibenzoylmethanates: Molecular and Crystal Structure, Polymorphism, and Guest-Or Temperature-Induced Oligomerizationrishav mansuriNessuna valutazione finora
- Beam Design As Per Is456Documento2 pagineBeam Design As Per Is456mysteryNessuna valutazione finora
- Api 5L, Pipes Size PDFDocumento3 pagineApi 5L, Pipes Size PDFHatem JafouraNessuna valutazione finora
- Design Model For Bolted Moment End Plate With RhsDocumento63 pagineDesign Model For Bolted Moment End Plate With Rhsfirter100% (1)
- Hyrdosheer Suncare PresentationDocumento26 pagineHyrdosheer Suncare PresentationicraoNessuna valutazione finora
- A Short Review On Basalt Fiber Reinforced Polymer Composites - 2015 - Composites Part B EngineeringDocumento16 pagineA Short Review On Basalt Fiber Reinforced Polymer Composites - 2015 - Composites Part B Engineeringmohd asrofi muslimNessuna valutazione finora
- Effect of NCO/OH Molar Ratio On The Structure and Properties of Aqueous Polyurethane From Modified Castor OilDocumento10 pagineEffect of NCO/OH Molar Ratio On The Structure and Properties of Aqueous Polyurethane From Modified Castor Oilhyde2520015754Nessuna valutazione finora
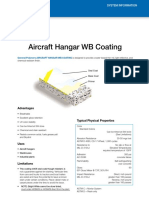
- Aircraft Hangar WB Coating: AdvantagesDocumento4 pagineAircraft Hangar WB Coating: Advantagesjohn christian de leonNessuna valutazione finora
- Crystal DefectsDocumento6 pagineCrystal DefectsTarun GuptaNessuna valutazione finora
- WearDocumento31 pagineWearelias667100% (1)
- Chapter 1 Stress StrainDocumento71 pagineChapter 1 Stress StrainXander ZanderNessuna valutazione finora
- MyFLEX SFG 501A - SFG 510B (ENG Ver.3 September 2020)Documento1 paginaMyFLEX SFG 501A - SFG 510B (ENG Ver.3 September 2020)Wasif AzimNessuna valutazione finora
- Punching of Concrete Slabs Without Shear Reinforcement - GuandaliniDocumento9 paginePunching of Concrete Slabs Without Shear Reinforcement - GuandaliniAnonymous YAHRBwSYnNessuna valutazione finora
- Rheology Notes Introduction To RheologyDocumento30 pagineRheology Notes Introduction To RheologyDoug AmatoNessuna valutazione finora
- Alkali Aggregate ReactionDocumento10 pagineAlkali Aggregate ReactionJayakumar VenkataramanNessuna valutazione finora
- 21-27-Bulk-Density-Apparatus TMI PDFDocumento2 pagine21-27-Bulk-Density-Apparatus TMI PDFMauricio CarestiaNessuna valutazione finora