Potrebbero piacerti anche
- Hydrogen in Steel: Effect of Hydrogen on Iron and Steel During Production, Fabrication, and UseDa EverandHydrogen in Steel: Effect of Hydrogen on Iron and Steel During Production, Fabrication, and UseNessuna valutazione finora
- Ultra-High Temperature Ceramics: Materials for Extreme Environment ApplicationsDa EverandUltra-High Temperature Ceramics: Materials for Extreme Environment ApplicationsWilliam G. FahrenholtzNessuna valutazione finora
- Assessment of Blast Furnace Behaviour Through Softening-Melting TestDocumento10 pagineAssessment of Blast Furnace Behaviour Through Softening-Melting TestvidhyasagarNessuna valutazione finora
- Experimental Evaluation of Chemical Composition and Viscosity of Melts During Iron Ore SinteringDocumento9 pagineExperimental Evaluation of Chemical Composition and Viscosity of Melts During Iron Ore SinteringolongkodokNessuna valutazione finora
- Superior Glass-Forming Ability of CuZr Alloys From Minor Additions.Documento6 pagineSuperior Glass-Forming Ability of CuZr Alloys From Minor Additions.Kibria ShabbirNessuna valutazione finora
- Lump Ore Characteristics and Their Impact On Blast Furnace OperationDocumento7 pagineLump Ore Characteristics and Their Impact On Blast Furnace Operationalvaroaac4Nessuna valutazione finora
- 045 Tempest2009Documento17 pagine045 Tempest2009Manish ShashikantNessuna valutazione finora
- 029-36 GreetDocumento8 pagine029-36 GreetDon Rayburn PilanNessuna valutazione finora
- The Role of Manganese and Copper in The Eutectoid Transformation of Spheroidal Graphite Cast IronDocumento11 pagineThe Role of Manganese and Copper in The Eutectoid Transformation of Spheroidal Graphite Cast IronChanthar SoeNessuna valutazione finora
- Ref Time Hardness DensityDocumento10 pagineRef Time Hardness DensityOyiFerrerMallariNessuna valutazione finora
- Laboratory Procedures For Mining Pelletizing Characterization of Iron Ore ConcentrationDocumento9 pagineLaboratory Procedures For Mining Pelletizing Characterization of Iron Ore ConcentrationgeodasNessuna valutazione finora
- Reactivity and Performance of Blastfurnace Slags of Differing OriginDocumento6 pagineReactivity and Performance of Blastfurnace Slags of Differing OriginDerekNessuna valutazione finora
- Ijser: Kinetics of Direct Reduction El-Baharia (Egypt) Iron Ore Pellets in Static Bed Via HydrogenDocumento8 pagineIjser: Kinetics of Direct Reduction El-Baharia (Egypt) Iron Ore Pellets in Static Bed Via HydrogenJaq Plin PlinNessuna valutazione finora
- Zhong 2012 Effect of Cooling Rate On Solidification Structure and Linear Contraction of A Duplex Stainless SteelDocumento5 pagineZhong 2012 Effect of Cooling Rate On Solidification Structure and Linear Contraction of A Duplex Stainless Steelmeckup123Nessuna valutazione finora
- Cement & Concrete Composites: S. Geetha, K. RamamurthyDocumento11 pagineCement & Concrete Composites: S. Geetha, K. RamamurthyASWINNessuna valutazione finora
- Krizan 2002Documento8 pagineKrizan 2002Vidyadhara VNessuna valutazione finora
- Aging and Machinability Interactions in Cast IronDocumento11 pagineAging and Machinability Interactions in Cast Ironcleitononline4599Nessuna valutazione finora
- Zaidi 2005Documento5 pagineZaidi 2005daniels calderonNessuna valutazione finora
- Process Modeling of Aluminum Scraps Melting in Molten Salt and Metal Bath in A Rotary FurnaceDocumento7 pagineProcess Modeling of Aluminum Scraps Melting in Molten Salt and Metal Bath in A Rotary FurnaceErnane MagalhãesNessuna valutazione finora
- 2003-Pint - Optimization of Reactive-Element Additions To Improve Oxidation Performance of Alumina-Forming AlloysDocumento10 pagine2003-Pint - Optimization of Reactive-Element Additions To Improve Oxidation Performance of Alumina-Forming AlloysDavid Hernández EscobarNessuna valutazione finora
- Alcohol Selective Oxidation Over Modified Foam-Silver CatalystsDocumento4 pagineAlcohol Selective Oxidation Over Modified Foam-Silver CatalystsAlejandra InsuastyNessuna valutazione finora
- Effect of Elevated Temperature Curing On Properties of Alkali Activation Slag ConcretDocumento7 pagineEffect of Elevated Temperature Curing On Properties of Alkali Activation Slag ConcretAbd El Nour KahlochNessuna valutazione finora
- 59 - Isijint 2018 613Documento8 pagine59 - Isijint 2018 613Satadal GhoraiNessuna valutazione finora
- Effect of Chemical Admixtures On Properties of High-Calcium Fly Ash GeopolymerDocumento6 pagineEffect of Chemical Admixtures On Properties of High-Calcium Fly Ash GeopolymerJHON WILMAR CARDENAS PULIDONessuna valutazione finora
- Analysis of Secondary Refining Slag Parameters WitDocumento11 pagineAnalysis of Secondary Refining Slag Parameters WitAbhinandan ChatterjeeNessuna valutazione finora
- 31 Properties of Fly Ash and Slag BlendedDocumento6 pagine31 Properties of Fly Ash and Slag Blendedaishwarya badkulNessuna valutazione finora
- Construction and Building Materials: N.K. Lee, H.K. LeeDocumento9 pagineConstruction and Building Materials: N.K. Lee, H.K. LeeMohammed Rizwan AliNessuna valutazione finora
- Research ProposalDocumento12 pagineResearch ProposalTinashe MutandwaNessuna valutazione finora
- Recovery of Iron and Zinc From Blast Furnace Dust Using Iron-Bath ReductionDocumento6 pagineRecovery of Iron and Zinc From Blast Furnace Dust Using Iron-Bath ReductionSaghar FarajzadehNessuna valutazione finora
- Journal of Physics and Chemistry of Solids: SciencedirectDocumento9 pagineJournal of Physics and Chemistry of Solids: SciencedirectArlez HernandezNessuna valutazione finora
- Atmosphere Control On Phosphating of High Strength Cold-Rolled SteelDocumento4 pagineAtmosphere Control On Phosphating of High Strength Cold-Rolled Steelgacm98Nessuna valutazione finora
- Ablation Casting of Thin-Wall Ductile IronDocumento12 pagineAblation Casting of Thin-Wall Ductile Ironsalar dadashNessuna valutazione finora
- Effect of Chromium On SmeltingDocumento101 pagineEffect of Chromium On SmeltingGhaaaddiNessuna valutazione finora
- 1 s2.0 S0008884603004095 Main PDFDocumento7 pagine1 s2.0 S0008884603004095 Main PDFdilipNessuna valutazione finora
- 2001 The Importance of Iron Ores in Direct ReductionDocumento9 pagine2001 The Importance of Iron Ores in Direct ReductionsatyajitNessuna valutazione finora
- Effect of Steel Composition and Slag ProDocumento5 pagineEffect of Steel Composition and Slag ProAbhinandan ChatterjeeNessuna valutazione finora
- Texto de Apoyo Unidad 1 - Paper Homogenization AA2099Documento9 pagineTexto de Apoyo Unidad 1 - Paper Homogenization AA2099DiegoNessuna valutazione finora
- Influence of Solidification Rate On Material Properties of Cast Aluminium Alloys Based On Al-Si-Cu and Al-Si-MgDocumento12 pagineInfluence of Solidification Rate On Material Properties of Cast Aluminium Alloys Based On Al-Si-Cu and Al-Si-Mgkt rajaNessuna valutazione finora
- Evaluating Slag-Metal Deoxidation Equilibrium in Secondary SteelmakingDocumento6 pagineEvaluating Slag-Metal Deoxidation Equilibrium in Secondary SteelmakingThayeni Ávila da PazNessuna valutazione finora
- Thermal and Chemical Properties of Diopside-Wollastonite Glass Ceramics in The SiO2-CaO-MgO System From Raw MaterialsDocumento5 pagineThermal and Chemical Properties of Diopside-Wollastonite Glass Ceramics in The SiO2-CaO-MgO System From Raw MaterialsBintang IndrantoNessuna valutazione finora
- AIST2018Grain PDFDocumento12 pagineAIST2018Grain PDFAjeeth KumarNessuna valutazione finora
- Microstructure, Mechanical Properties and Wear Behavior of Metallic, Nonmetallic and Deep Cryogenically Chilled ASTM A216 WCB SteelDocumento8 pagineMicrostructure, Mechanical Properties and Wear Behavior of Metallic, Nonmetallic and Deep Cryogenically Chilled ASTM A216 WCB SteelVeluswamy VeerappanNessuna valutazione finora
- Ijmmp 3 013Documento8 pagineIjmmp 3 013Hossein Hosseini RadNessuna valutazione finora
- Desulphurization of Steel and Pig IronDocumento4 pagineDesulphurization of Steel and Pig IronmarcosdanielgNessuna valutazione finora
- Production and Properties of Silicon Carbide Particles Reinforced Aluminium Alloy CompositesDocumento4 pagineProduction and Properties of Silicon Carbide Particles Reinforced Aluminium Alloy CompositesAlina JumoleaNessuna valutazione finora
- Influence of Milling Atmosphere On The High-Energy Ball-Milling Process of Producing Particle-Reinforced Aluminum Matrix CompositesDocumento5 pagineInfluence of Milling Atmosphere On The High-Energy Ball-Milling Process of Producing Particle-Reinforced Aluminum Matrix CompositesAmar JabarNessuna valutazione finora
- A R C H I V E S The Influence of The Cryogenic ProDocumento7 pagineA R C H I V E S The Influence of The Cryogenic ProSantosh IngoleNessuna valutazione finora
- Thermal Evolution of Metakaolin Geopolymers: Part 1 - Physical EvolutionDocumento15 pagineThermal Evolution of Metakaolin Geopolymers: Part 1 - Physical Evolutionerika yajaira leonNessuna valutazione finora
- Angel Et Al. - 2012 - Synthesis and Characterization of Alumina-Zirconia Powders Obtained by Sol-Gel Method Effect of Solvent and WaterDocumento8 pagineAngel Et Al. - 2012 - Synthesis and Characterization of Alumina-Zirconia Powders Obtained by Sol-Gel Method Effect of Solvent and WaterBFCNessuna valutazione finora
- Chrome Pre Reduced PelletsDocumento9 pagineChrome Pre Reduced PelletsravibelavadiNessuna valutazione finora
- Feo Al2o3 Sio2Documento6 pagineFeo Al2o3 Sio2josem94Nessuna valutazione finora
- Thermodynamic Simulation On Mineralogical Composition of Cao-Sio - Al O - Mgo Quaternary Slag SystemDocumento8 pagineThermodynamic Simulation On Mineralogical Composition of Cao-Sio - Al O - Mgo Quaternary Slag SystemakshukNessuna valutazione finora
- Reduction of Clinkerisation Temperature by Addition of Salts Containing FluorineDocumento9 pagineReduction of Clinkerisation Temperature by Addition of Salts Containing FluorinetazuddinNessuna valutazione finora
- Improving Reducibility of Iron Ore Pellets by Optimization of Physical ParametersDocumento11 pagineImproving Reducibility of Iron Ore Pellets by Optimization of Physical ParametersPSS PrasadNessuna valutazione finora
- Tocci2019 Article TensilePropertiesOfACastAl-SiDocumento12 pagineTocci2019 Article TensilePropertiesOfACastAl-SiSugrib K ShahaNessuna valutazione finora
- Materials Science and Engineering ADocumento9 pagineMaterials Science and Engineering AMohamed YagoubNessuna valutazione finora
- Thermal Resistance, Microstructure and Mechanical Properties of Type I Portland Cement Pastes Containing Low-Cost NanoparticlesDocumento20 pagineThermal Resistance, Microstructure and Mechanical Properties of Type I Portland Cement Pastes Containing Low-Cost NanoparticlesAlfredo Landaverde GarcíaNessuna valutazione finora
- 28 3267am0612 239 252 PDFDocumento14 pagine28 3267am0612 239 252 PDFeidelsayedNessuna valutazione finora
- 2011 01 94 PDFDocumento6 pagine2011 01 94 PDFVel MuruganNessuna valutazione finora
- Pigarev 2013 Structure and Properties of The SlaDocumento6 paginePigarev 2013 Structure and Properties of The SlaSonedi LeonNessuna valutazione finora
- Benchmarking Comminution Energy Consumption For The Processing - Ballantyne2014Documento6 pagineBenchmarking Comminution Energy Consumption For The Processing - Ballantyne2014Gottumukkala Venkateswara RaoNessuna valutazione finora
- PO For Feather LiteDocumento1 paginaPO For Feather LiteGottumukkala Venkateswara RaoNessuna valutazione finora
- Benchmarking Comminution Energy Consumption For The Processing - Ballantyne2014Documento6 pagineBenchmarking Comminution Energy Consumption For The Processing - Ballantyne2014Gottumukkala Venkateswara RaoNessuna valutazione finora
- CritonCuriInt - Symposium 1998Documento11 pagineCritonCuriInt - Symposium 1998Gottumukkala Venkateswara RaoNessuna valutazione finora
- Article - MPT 2019Documento6 pagineArticle - MPT 2019Gottumukkala Venkateswara RaoNessuna valutazione finora
- Existing and New Processes For Beneficiation of Indian Iron OresDocumento10 pagineExisting and New Processes For Beneficiation of Indian Iron OresGottumukkala Venkateswara RaoNessuna valutazione finora
- Tungsten ItiaDocumento24 pagineTungsten ItiaGottumukkala Venkateswara RaoNessuna valutazione finora
- Feasibility Studies For Production of Pellet Grade Concentrate From Sub Grade Iron Ore Using Multi Gravity SeparatorDocumento10 pagineFeasibility Studies For Production of Pellet Grade Concentrate From Sub Grade Iron Ore Using Multi Gravity SeparatorGottumukkala Venkateswara RaoNessuna valutazione finora
- Banned Drugs in IndiaDocumento3 pagineBanned Drugs in IndiaGottumukkala Venkateswara RaoNessuna valutazione finora
- Modelling of Blast Furnace With Layered Cohesive ZoneDocumento20 pagineModelling of Blast Furnace With Layered Cohesive ZoneFilipe MansurNessuna valutazione finora
- Alternate Resources For Ferro Aloy - Steel IndustryDocumento3 pagineAlternate Resources For Ferro Aloy - Steel IndustryGottumukkala Venkateswara RaoNessuna valutazione finora
- Dynamic Determinants in Global Iron Ore Supply Chain: Claude Comtois Brian Slack February 2016Documento29 pagineDynamic Determinants in Global Iron Ore Supply Chain: Claude Comtois Brian Slack February 2016Gottumukkala Venkateswara RaoNessuna valutazione finora
- MPT 2016 Pune Feasibility Studies SGIO Mozley Mineral SeparatorDocumento13 pagineMPT 2016 Pune Feasibility Studies SGIO Mozley Mineral SeparatorGottumukkala Venkateswara RaoNessuna valutazione finora
- Recovery of Iron Values From Donimalai Tailing Dam TailsDocumento8 pagineRecovery of Iron Values From Donimalai Tailing Dam TailsGottumukkala Venkateswara RaoNessuna valutazione finora
- 13 Chapter 7Documento26 pagine13 Chapter 7Gottumukkala Venkateswara RaoNessuna valutazione finora
- TP 2975 PDFDocumento9 pagineTP 2975 PDFGottumukkala Venkateswara RaoNessuna valutazione finora
- TP 2975 PDFDocumento9 pagineTP 2975 PDFGottumukkala Venkateswara RaoNessuna valutazione finora
- How To Make A Powerful Power Point PresentationDocumento10 pagineHow To Make A Powerful Power Point PresentationGottumukkala Venkateswara Rao100% (1)
- TP 2975 PDFDocumento9 pagineTP 2975 PDFGottumukkala Venkateswara RaoNessuna valutazione finora
- BF Abstracts 10Documento7 pagineBF Abstracts 10Gottumukkala Venkateswara RaoNessuna valutazione finora
- CanteenDocumento3 pagineCanteenGottumukkala Venkateswara RaoNessuna valutazione finora
- Banned Drugs in IndiaDocumento3 pagineBanned Drugs in IndiaGottumukkala Venkateswara RaoNessuna valutazione finora
- Steel Making and The Next StepsDocumento160 pagineSteel Making and The Next StepsGottumukkala Venkateswara RaoNessuna valutazione finora
- NCS V5 1.0 Layer Name FormatDocumento4 pagineNCS V5 1.0 Layer Name FormatGouhar NayabNessuna valutazione finora
- CATL 34189-20AH Low Temperature Cell SpecificationDocumento17 pagineCATL 34189-20AH Low Temperature Cell Specificationxueziying741Nessuna valutazione finora
- Unit 2: TransducerDocumento24 pagineUnit 2: TransducerROYAL GAMER YTNessuna valutazione finora
- Neonatal Resuscitation ProgramDocumento6 pagineNeonatal Resuscitation ProgramRick Frea100% (5)
- Al Rafay ProfileDocumento8 pagineAl Rafay ProfileRana UsmanNessuna valutazione finora
- E650E650M-17 Guía Estándar para El Montaje de Sensores Piezoeléctricos de Emisión Acústica1Documento4 pagineE650E650M-17 Guía Estándar para El Montaje de Sensores Piezoeléctricos de Emisión Acústica1fredy lopezNessuna valutazione finora
- Tele-Medicine: Presented by Shyam.s.s I Year M.SC NursingDocumento12 pagineTele-Medicine: Presented by Shyam.s.s I Year M.SC NursingShyamNessuna valutazione finora
- Task 4 - Illustrating Psychoanalytic CriticismDocumento9 pagineTask 4 - Illustrating Psychoanalytic CriticismTroJaf OfficialNessuna valutazione finora
- Hot and Cold TherapyDocumento24 pagineHot and Cold TherapyJo Obs100% (1)
- Brochure Delegation Training For LeadersDocumento6 pagineBrochure Delegation Training For LeadersSupport ALProgramsNessuna valutazione finora
- Chapter 2 Fluid StaticsDocumento26 pagineChapter 2 Fluid StaticsSoban Malik100% (1)
- Course: Consumer Behaviour: Relaunching of Mecca Cola in PakistanDocumento10 pagineCourse: Consumer Behaviour: Relaunching of Mecca Cola in PakistanAnasAhmedNessuna valutazione finora
- Under The SHODH Program For ResearchDocumento3 pagineUnder The SHODH Program For ResearchSurya ShuklaNessuna valutazione finora
- IGCSE Religious Studies (Edexcel - 2009 - Be Careful Not To Choose The New' IGCSE)Documento8 pagineIGCSE Religious Studies (Edexcel - 2009 - Be Careful Not To Choose The New' IGCSE)Robbie TurnerNessuna valutazione finora
- Itf EssayDocumento18 pagineItf EssayTharshiNessuna valutazione finora
- Musical InstrumentsDocumento23 pagineMusical Instrumentssirius scottNessuna valutazione finora
- Service Instruction Selection of Suitable Operating Fluids For ROTAX Engine Type 916 I (Series), 915 I (Series), 912 I (Series), 912 and 914 (Series)Documento15 pagineService Instruction Selection of Suitable Operating Fluids For ROTAX Engine Type 916 I (Series), 915 I (Series), 912 I (Series), 912 and 914 (Series)Martin PilatiNessuna valutazione finora
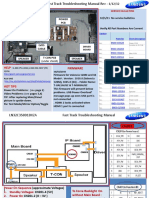
- Samsung LN55C610N1FXZA Fast Track Guide (SM)Documento4 pagineSamsung LN55C610N1FXZA Fast Track Guide (SM)Carlos OdilonNessuna valutazione finora
- Application List: Required Items: A: Cpu-95 Ignition ModuleDocumento12 pagineApplication List: Required Items: A: Cpu-95 Ignition ModuleShubra DebNessuna valutazione finora
- Tabulation Sheet (LABO)Documento9 pagineTabulation Sheet (LABO)KetIanCotalesNessuna valutazione finora
- CH 3 TestDocumento50 pagineCH 3 TestVK ACCANessuna valutazione finora
- Working With Hierarchies External V08Documento9 pagineWorking With Hierarchies External V08Devesh ChangoiwalaNessuna valutazione finora
- Newsite KPI Check. - Ver2Documento4.183 pagineNewsite KPI Check. - Ver2nasircugaxNessuna valutazione finora
- Psych PresurgicalDocumento31 paginePsych Presurgicalriham ammar100% (1)
- Student Exploration: Magnetism (Find Gizmo Icon On Eclass)Documento4 pagineStudent Exploration: Magnetism (Find Gizmo Icon On Eclass)Abdel Majeed Tuffaha0% (1)
- A Person On A Position of Air Traffic ControllerDocumento7 pagineA Person On A Position of Air Traffic ControllerMUHAMMAD RAMZANNessuna valutazione finora
- 4 Qi Imbalances and 5 Elements: A New System For Diagnosis and TreatmentDocumento5 pagine4 Qi Imbalances and 5 Elements: A New System For Diagnosis and Treatmentpixey55100% (1)
- Daftar PustakaDocumento1 paginaDaftar PustakaUlul Azmi Rumalutur NeinaNessuna valutazione finora
- M 3 Nceog 2Documento110 pagineM 3 Nceog 2Bharti SinghalNessuna valutazione finora
- History of Nursing: Nursing in The Near EastDocumento7 pagineHistory of Nursing: Nursing in The Near EastCatherine PradoNessuna valutazione finora