Potrebbero piacerti anche
- Problemas Resueltos ManufacturaDocumento7 pagineProblemas Resueltos Manufacturapatrick81% (16)
- Caso Singapur AirlinesDocumento22 pagineCaso Singapur AirlinesLalo Falcón69% (13)
- 1 Deformacion Plastica - ForjadoDocumento4 pagine1 Deformacion Plastica - ForjadoLesly Sb'75% (4)
- Problemas MecanizadoDocumento4 pagineProblemas MecanizadoChärly Zumbä100% (3)
- 1 Una Pieza de Trabajo Cilíndrica de 200mm de Diámetro y 700 MM de Largo Se Va A Tornear en Un Torno MecánicoDocumento6 pagine1 Una Pieza de Trabajo Cilíndrica de 200mm de Diámetro y 700 MM de Largo Se Va A Tornear en Un Torno Mecánicodeniis0bryan0prz100% (4)
- Problemas de Laminado 2Documento2 pagineProblemas de Laminado 2jorge mercado50% (2)
- Problemas de Mazarota y Tiempo de VertidoDocumento1 paginaProblemas de Mazarota y Tiempo de Vertidoshamedalfredo180% (1)
- ConforDocumento32 pagineConforEdinson Raul Quispe50% (12)
- Problemas - FundamentosDocumento16 pagineProblemas - Fundamentosfranck50% (10)
- 12 EJERCICIOS Unidad 20 Tec MecDocumento6 pagine12 EJERCICIOS Unidad 20 Tec MecChristian Alejandro Bell Muller100% (1)
- RespuestasDocumento9 pagineRespuestasAndres Meneses0% (1)
- Problemas de LaminadoDocumento11 pagineProblemas de LaminadoRubinno TtitoNessuna valutazione finora
- Ejemplos ProblemasDocumento79 pagineEjemplos ProblemasOscar Quiros50% (2)
- Ejercicios de ForjaDocumento3 pagineEjercicios de Forjatemiga57% (7)
- Problemas de ManufacturaDocumento4 pagineProblemas de Manufacturaantonyjp0% (4)
- Ejercicios para 1er ParcialDocumento123 pagineEjercicios para 1er ParcialCynthia Guerra100% (1)
- Practica #2 Manufactura 1Documento6 paginePractica #2 Manufactura 1Alexander Encinas Salaues100% (2)
- Ejercicios TrefiladoDocumento3 pagineEjercicios TrefiladoMa Vi Garzón PazmiñoNessuna valutazione finora
- EjerciciosDocumento29 pagineEjerciciossantiago147852Nessuna valutazione finora
- Problemas Propuestos ManufacturaDocumento8 pagineProblemas Propuestos ManufacturaEduardo Huanca50% (2)
- Ejercicios Resueltos ManufacturaDocumento3 pagineEjercicios Resueltos Manufacturagreedling79% (14)
- Ejercicios Schey 9C 3,8,9,14,22,24,25,27,28,31 Groveer 21 - 6,7,14,15,17,20,24,27,29Documento116 pagineEjercicios Schey 9C 3,8,9,14,22,24,25,27,28,31 Groveer 21 - 6,7,14,15,17,20,24,27,29Javier Guzman100% (1)
- Tisalema 7720 Cap 19Documento44 pagineTisalema 7720 Cap 19carmen tisalemaNessuna valutazione finora
- Sin TítuloDocumento7 pagineSin TítuloAndres Quino Melgarejo100% (1)
- Ejercicios para 1er ParcialDocumento117 pagineEjercicios para 1er Parcialsince_201095% (20)
- Formulas de Laminado y ForjadoDocumento5 pagineFormulas de Laminado y ForjadoG-sus Vi Britannia0% (1)
- Ejercicios de EmbutidoDocumento5 pagineEjercicios de EmbutidoFabri Benalcazar29% (7)
- Tarea TP31Documento11 pagineTarea TP31AleG. 14100% (1)
- Ejercicios - Procesos de ConformadoDocumento7 pagineEjercicios - Procesos de ConformadoleonardoNessuna valutazione finora
- El Fresado1Documento21 pagineEl Fresado1Hervin Vargas100% (4)
- This Study Resource Was: Ingeniería de ManufacturaDocumento3 pagineThis Study Resource Was: Ingeniería de ManufacturaERIKA JOHANA RAMIREZ OCAMPONessuna valutazione finora
- Problemas Sobre Torno (Clases)Documento5 pagineProblemas Sobre Torno (Clases)GonzaloNessuna valutazione finora
- Problemas de Extrusión y Trefilado FinalDocumento14 pagineProblemas de Extrusión y Trefilado FinalGRACIELA QUISPE HUAMAN100% (1)
- PROBLEMAS DE LAMINAcionDocumento2 paginePROBLEMAS DE LAMINAcionjorge mercadoNessuna valutazione finora
- Ejercicio Laminadoy OtrosDocumento14 pagineEjercicio Laminadoy OtrosRichard Lopez0% (1)
- Torno NCNDocumento15 pagineTorno NCNkelverNessuna valutazione finora
- (D&D 3.5) Recopilacion ConjurosDocumento712 pagine(D&D 3.5) Recopilacion ConjurosJoel Arduengo HurtadoNessuna valutazione finora
- Ada 4 Caso 2Documento2 pagineAda 4 Caso 2jose100% (3)
- Ejercicio Resuelto de Ciclo Real de RefrigeraciónDocumento8 pagineEjercicio Resuelto de Ciclo Real de RefrigeraciónK-milo Serna75% (8)
- Escritos Del Último CriolloDocumento205 pagineEscritos Del Último CriolloDefensor ArcanoNessuna valutazione finora
- Hanan Díaz - LIJ, Bordes y FronterasDocumento4 pagineHanan Díaz - LIJ, Bordes y FronterasFlor Palermo100% (1)
- Osteología de La Alpaca Adulta (Atlas)Documento63 pagineOsteología de La Alpaca Adulta (Atlas)rocky71% (14)
- 1234567890Documento8 pagine1234567890Kelly De La CruzNessuna valutazione finora
- EJERCICIOS Laminacio-Forjado y ExtruccionDocumento30 pagineEJERCICIOS Laminacio-Forjado y ExtruccionAyr TonNessuna valutazione finora
- EmbutidoDocumento1 paginaEmbutidoayrton100% (1)
- Ejercicios TrefiladoDocumento3 pagineEjercicios TrefiladoCardenas Donay Kin83% (6)
- Problemas de FundiciónDocumento29 pagineProblemas de FundiciónImportaciones China78% (9)
- Practica Procesos en LáminaDocumento5 paginePractica Procesos en LáminaNayda Pérez33% (3)
- Ejercicio ExamenDocumento8 pagineEjercicio Examenv7danielNessuna valutazione finora
- Ejercicio ResueltoDocumento1 paginaEjercicio Resueltogabriel castroNessuna valutazione finora
- Tarea TP41Documento33 pagineTarea TP41AleG. 1467% (3)
- Problemas de Laminado 5Documento2 pagineProblemas de Laminado 5jorge mercadoNessuna valutazione finora
- Problemas Tipo de MAZAROTASDocumento4 pagineProblemas Tipo de MAZAROTASPablo RomeroNessuna valutazione finora
- 25 29Documento6 pagine25 29juanNessuna valutazione finora
- Extrusión 1Documento15 pagineExtrusión 1Kevin Guzman100% (1)
- NoseDocumento4 pagineNosejuan0% (1)
- Ejercicios de Formado de MetalesDocumento30 pagineEjercicios de Formado de MetalesRonald Gomez OrellanaNessuna valutazione finora
- (PDF) Problemas de Laminado - CompressDocumento12 pagine(PDF) Problemas de Laminado - Compressantonio gilNessuna valutazione finora
- LaminadoDocumento9 pagineLaminadosofiluluNessuna valutazione finora
- ProblemasDocumento19 pagineProblemasRodri Condori BedoyaNessuna valutazione finora
- Pdf-Problemas CompressDocumento19 paginePdf-Problemas CompressAngie Paola Diaz FontalvoNessuna valutazione finora
- Problemas Enviados 2019-IIDocumento6 pagineProblemas Enviados 2019-IIMiryam Ysabel Romero MendezNessuna valutazione finora
- Problemas de Laminación PDFDocumento13 pagineProblemas de Laminación PDFANDRES JOSEHT DE LA HOZ RUBIONessuna valutazione finora
- Problemas Conformacion de AleacionesDocumento13 pagineProblemas Conformacion de AleacionesJosueNessuna valutazione finora
- Guiadeproblemas PDFDocumento5 pagineGuiadeproblemas PDFJaime OrmeñoNessuna valutazione finora
- Libro de Procesos SDocumento59 pagineLibro de Procesos Sgianfrancoo3Nessuna valutazione finora
- Ejemplo 1Documento10 pagineEjemplo 1antonyNessuna valutazione finora
- Datos PokemonDocumento3 pagineDatos PokemonBlacky LeonNessuna valutazione finora
- Capitulo 5 Corriente AlternaDocumento4 pagineCapitulo 5 Corriente AlternaBlacky LeonNessuna valutazione finora
- Plan de EstudioDocumento3 paginePlan de EstudioDennis WheelerNessuna valutazione finora
- Arancel de Aduanas 2012Documento285 pagineArancel de Aduanas 2012Mini Espinoza100% (1)
- Andes Product Quotation (Eltom2015.6.18)Documento4 pagineAndes Product Quotation (Eltom2015.6.18)Blacky LeonNessuna valutazione finora
- Industrial 2014-1 X GES-PYM Sustitutorio CevallosDocumento1 paginaIndustrial 2014-1 X GES-PYM Sustitutorio CevallosBlacky LeonNessuna valutazione finora
- Arancel de Aduanas 2012Documento285 pagineArancel de Aduanas 2012Mini Espinoza100% (1)
- Diodo SemiconductorDocumento3 pagineDiodo SemiconductorcdlalexisNessuna valutazione finora
- Metodo de Travel ChartingDocumento1 paginaMetodo de Travel ChartingBlacky LeonNessuna valutazione finora
- S1proceso de Toma de DecisionesDocumento23 pagineS1proceso de Toma de DecisionesBlacky LeonNessuna valutazione finora
- LineaaaaDocumento1 paginaLineaaaaBlacky LeonNessuna valutazione finora
- Universidad Alas PeruanasDocumento39 pagineUniversidad Alas PeruanasRichard ChampiNessuna valutazione finora
- Tipos de ConjuntosDocumento3 pagineTipos de ConjuntosJurgen Helmut Siebenhor Raymundo100% (1)
- Administración de Procesos Evidencias de Aprendizaje S1 PDocumento3 pagineAdministración de Procesos Evidencias de Aprendizaje S1 PRaul Dacker WellsNessuna valutazione finora
- El Evangelio para Los GentilesDocumento4 pagineEl Evangelio para Los GentilesRuben Monrroy CNessuna valutazione finora
- CENSO 2018 - Fernando TelloDocumento5 pagineCENSO 2018 - Fernando TellocarlitosstrikeNessuna valutazione finora
- Prueba Bimestral de Estadística 6° 2020 Primer PeriodoDocumento2 paginePrueba Bimestral de Estadística 6° 2020 Primer PeriodoYULI CANTOR.100% (1)
- Ce Gr4 Conchambay Alexis Practica#1 InformeDocumento3 pagineCe Gr4 Conchambay Alexis Practica#1 InformeAlexis ConchambayNessuna valutazione finora
- Departamento Gobernador DupuyDocumento4 pagineDepartamento Gobernador Dupuywayay pu puNessuna valutazione finora
- Morfo - Respiratorio - Practica 6Documento23 pagineMorfo - Respiratorio - Practica 6Magaly SanchezNessuna valutazione finora
- Pract Intro Tele 3Documento22 paginePract Intro Tele 3Emerson KleemNessuna valutazione finora
- ¿Quieres Saber Cuál Es Tu Ojo Dominante - Admira Visión PDFDocumento3 pagine¿Quieres Saber Cuál Es Tu Ojo Dominante - Admira Visión PDFLuis Fernando OsorioNessuna valutazione finora
- Pitol Traductor PDFDocumento3 paginePitol Traductor PDFEston Pierre AbloNessuna valutazione finora
- Ficha de ComprensiónDocumento3 pagineFicha de ComprensiónMagda Del Carpio H.Nessuna valutazione finora
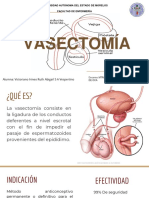
- VASECTOMÍADocumento9 pagineVASECTOMÍARuth Abigail Victoriano IrineoNessuna valutazione finora
- Jose A. Benitez - EnsayoDocumento2 pagineJose A. Benitez - EnsayoJose Antonio Benitez PedrozoNessuna valutazione finora
- L2. Ofek, E. and Wathieu, L. (2010) Are You Ignoring Trends That Could Shape Up Your - SpanishDocumento9 pagineL2. Ofek, E. and Wathieu, L. (2010) Are You Ignoring Trends That Could Shape Up Your - SpanishMILAGROS PAOLA RUIZ GALVEZNessuna valutazione finora
- Unidad 1Documento5 pagineUnidad 1Ambar Torres PerezNessuna valutazione finora
- Ica Calderon Baiocchi Lino Francisco An Cultura Artistica Continua 111Documento4 pagineIca Calderon Baiocchi Lino Francisco An Cultura Artistica Continua 111Marcos AntonioNessuna valutazione finora
- Hiper ConectadosDocumento21 pagineHiper Conectadoslale1409Nessuna valutazione finora
- Canales de MarketingDocumento15 pagineCanales de MarketingJuliana Salazar0% (1)
- Corrección de Fondo O RuidoDocumento4 pagineCorrección de Fondo O Ruidomiguel lopezNessuna valutazione finora
- Guia N°4 SocialesDocumento6 pagineGuia N°4 SocialesSamuel Montoya ZapataNessuna valutazione finora
- School Brass 2Documento13 pagineSchool Brass 2my domp100% (1)