Potrebbero piacerti anche
- Diagnostic Medicine Cardiology StethoscopeDocumento10 pagineDiagnostic Medicine Cardiology StethoscopeMarkVincentTulinaoNessuna valutazione finora
- Yes No at Shiny: Yes Gigantamax: No Ability: Adaptability Ot: Neoxiv Neoxiv Evs: NatureDocumento48 pagineYes No at Shiny: Yes Gigantamax: No Ability: Adaptability Ot: Neoxiv Neoxiv Evs: NatureMarkVincentTulinaoNessuna valutazione finora
- December 2019 PokemonDocumento70 pagineDecember 2019 PokemonMarkVincentTulinaoNessuna valutazione finora
- MATHEMATICS, SURVEYING & TRANSPORTATION ENGINIRING PROBLEMSDocumento97 pagineMATHEMATICS, SURVEYING & TRANSPORTATION ENGINIRING PROBLEMSalfredo100% (1)
- Sikolohiyang Pilipino: A legacy of Virgilio G. EnriquezDocumento23 pagineSikolohiyang Pilipino: A legacy of Virgilio G. EnriquezEureka Irish Pineda Ebbay75% (4)
- Love Is A FallacyDocumento8 pagineLove Is A FallacyRon GonzalesNessuna valutazione finora
- Mathematical Language and Symbols: Mathematics in The Modern WorldDocumento9 pagineMathematical Language and Symbols: Mathematics in The Modern WorldMarkVincentTulinaoNessuna valutazione finora
- Schedule of Mee-WPS OfficeDocumento3 pagineSchedule of Mee-WPS OfficeMarkVincentTulinaoNessuna valutazione finora
- Solved Probs in Hydro R by Eng'r. Ben David PDFDocumento46 pagineSolved Probs in Hydro R by Eng'r. Ben David PDFMarkVincentTulinao100% (1)
- ConstructioDocumento13 pagineConstructioMarkVincentTulinaoNessuna valutazione finora
- PDFDocumento10 paginePDFMarkVincentTulinaoNessuna valutazione finora
- Strength of Material Luctures - Part27Documento5 pagineStrength of Material Luctures - Part27thephantom096100% (1)
- 2018 Boards (Math & Structural) - Printer Friendly Version PDFDocumento52 pagine2018 Boards (Math & Structural) - Printer Friendly Version PDFMarkVincentTulinaoNessuna valutazione finora
- Reporting Guidelines: Supplementary Brochures For Your Product (50%)Documento2 pagineReporting Guidelines: Supplementary Brochures For Your Product (50%)MarkVincentTulinaoNessuna valutazione finora
- Flow Rate Calculation for PipeDocumento146 pagineFlow Rate Calculation for PipeKarl Anne DomingoNessuna valutazione finora
- UTHMDocumento8 pagineUTHMJoena LindaNessuna valutazione finora
- 2 1-Simplestrain PDFDocumento21 pagine2 1-Simplestrain PDFMarkVincentTulinaoNessuna valutazione finora
- Pre StressedDocumento10 paginePre StressedMarkVincentTulinaoNessuna valutazione finora
- Introduction To Prestressed Concrete Design PDFDocumento43 pagineIntroduction To Prestressed Concrete Design PDFMarkVincentTulinaoNessuna valutazione finora
- Introduction To Prestressed Concrete Design PDFDocumento43 pagineIntroduction To Prestressed Concrete Design PDFMarkVincentTulinaoNessuna valutazione finora
- UTHMDocumento8 pagineUTHMJoena LindaNessuna valutazione finora
- PDFDocumento7 paginePDFMarkVincentTulinaoNessuna valutazione finora
- PDFDocumento10 paginePDFMarkVincentTulinaoNessuna valutazione finora
- Losses in Prestress-Friction, Anchorage SlipDocumento16 pagineLosses in Prestress-Friction, Anchorage SlipSravanthi MeharNessuna valutazione finora
- PDFDocumento7 paginePDFMarkVincentTulinaoNessuna valutazione finora
- 2 1-Simplestrain PDFDocumento21 pagine2 1-Simplestrain PDFMarkVincentTulinaoNessuna valutazione finora
- WI Presentation MelodyJaniceDocumento30 pagineWI Presentation MelodyJaniceYetifshumNessuna valutazione finora
- PDFDocumento10 paginePDFMarkVincentTulinaoNessuna valutazione finora
- 5 6336713827039576196Documento8 pagine5 6336713827039576196MarkVincentTulinaoNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
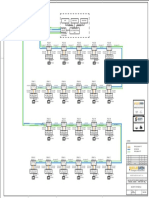
- Bsl1-Ele-032 Security System SLD .Rev 0Documento1 paginaBsl1-Ele-032 Security System SLD .Rev 0jdzarzalejoNessuna valutazione finora
- Cloud Computing in Google GlassDocumento2 pagineCloud Computing in Google GlassseventhsensegroupNessuna valutazione finora
- God of War Ghost of Sparta - IGNDocumento27 pagineGod of War Ghost of Sparta - IGNAndreas SchröderNessuna valutazione finora
- Travelmate 200: Service GuideDocumento131 pagineTravelmate 200: Service GuidescribdermaniacNessuna valutazione finora
- Hearst Tower Feb 06Documento0 pagineHearst Tower Feb 06denis1808scribdNessuna valutazione finora
- American Gardener 0102 2017Documento64 pagineAmerican Gardener 0102 2017valysa100% (1)
- Vishnusree - சுடர் விளக்கினைப் போல் நெஞ்சந் துடித்த தடீDocumento126 pagineVishnusree - சுடர் விளக்கினைப் போல் நெஞ்சந் துடித்த தடீkottieshwariNessuna valutazione finora
- RS9110 - Install Manual - FinalDocumento28 pagineRS9110 - Install Manual - FinaljcarlosaguiarNessuna valutazione finora
- DGS 1005D - Manual - V - 4 - 3 - 0 - EN - UK PDFDocumento20 pagineDGS 1005D - Manual - V - 4 - 3 - 0 - EN - UK PDFAdrianHomescuNessuna valutazione finora
- Karnataka Housing Board Suvarna Karnataka Housing Programme: Detaails of Completed ProjectsDocumento3 pagineKarnataka Housing Board Suvarna Karnataka Housing Programme: Detaails of Completed ProjectsRavi KumarNessuna valutazione finora
- Influence of Silica Fume On High Strength Lightweight ConcreteDocumento8 pagineInfluence of Silica Fume On High Strength Lightweight ConcreteIon RusuNessuna valutazione finora
- Gambit TutorialDocumento41 pagineGambit TutorialFikru GebreNessuna valutazione finora
- Wind Load Calculation for Large Industrial BuildingDocumento76 pagineWind Load Calculation for Large Industrial Buildingnayeem_rayhanNessuna valutazione finora
- João Vilanova Artigas and the Meanings of Concrete in BrazilDocumento30 pagineJoão Vilanova Artigas and the Meanings of Concrete in Brazilshumispace319Nessuna valutazione finora
- Learn About Distributed File SystemsDocumento59 pagineLearn About Distributed File SystemssaiprashantNessuna valutazione finora
- Interior Design Freshmen Parents Program OrientationDocumento73 pagineInterior Design Freshmen Parents Program OrientationCrisencio M. PanerNessuna valutazione finora
- Chitkara School of Planning & Architecture Building Materials and Construction CourseDocumento37 pagineChitkara School of Planning & Architecture Building Materials and Construction CourseDivya PardalNessuna valutazione finora
- Life and Works of Architect Minoo P MistriDocumento12 pagineLife and Works of Architect Minoo P MistriabedinzNessuna valutazione finora
- Change Management in Office 365Documento6 pagineChange Management in Office 365TomNessuna valutazione finora
- Cache DesignDocumento59 pagineCache DesignChunkai HuangNessuna valutazione finora
- Mala Noche (1985 Draft Script)Documento99 pagineMala Noche (1985 Draft Script)Natalio RuizNessuna valutazione finora
- TypingDocumento2 pagineTypinglakpatNessuna valutazione finora
- Https Solengreenfieldcity - Weebly.com Model-HousesDocumento65 pagineHttps Solengreenfieldcity - Weebly.com Model-HousesLuis S Alvarez JrNessuna valutazione finora
- Nieco Modelo 1424G PDFDocumento26 pagineNieco Modelo 1424G PDFAbimael AlonsoNessuna valutazione finora
- Pile Stiffness Calculation for 900mm Dia PileDocumento2 paginePile Stiffness Calculation for 900mm Dia PilePriyabrata Mahata100% (10)
- Districts Alphabetical EastGodavariDocumento23 pagineDistricts Alphabetical EastGodavarirameshraju_nitwNessuna valutazione finora
- A Survey of Fog Computing: Concepts, Applications and IssuesDocumento6 pagineA Survey of Fog Computing: Concepts, Applications and IssuesSammy PakNessuna valutazione finora
- Aggregate For Single or Multiple Bituminous Surface TreatmentsDocumento3 pagineAggregate For Single or Multiple Bituminous Surface TreatmentsrajithfernandoNessuna valutazione finora
- Boq-Ac For Esd PremisesDocumento11 pagineBoq-Ac For Esd Premisesfarshan296015Nessuna valutazione finora
- Wika LMB Eng Ik CCB Hvac 01Documento22 pagineWika LMB Eng Ik CCB Hvac 01riyadigeng19gmailcomNessuna valutazione finora