Potrebbero piacerti anche
- Bechem Lubricants For High Load and High TemperatureDocumento3 pagineBechem Lubricants For High Load and High TemperatureShukor AzNessuna valutazione finora
- 26 Core SolutionsDocumento32 pagine26 Core SolutionsSunil SinghNessuna valutazione finora
- Belzona Protective LiningsDocumento32 pagineBelzona Protective Liningsjose corrosion100% (2)
- Belzona - Cold Curing WrapsDocumento4 pagineBelzona - Cold Curing WrapsNay ThihaNessuna valutazione finora
- BELZONA 1111 Product Specification SheetDocumento2 pagineBELZONA 1111 Product Specification Sheetsibi_s_rajNessuna valutazione finora
- Mobilgrease XHP 460Documento3 pagineMobilgrease XHP 460Jaime Miloz Masle JaksicNessuna valutazione finora
- Kirloskar Corrocoat GFC CaseStudyDocumento35 pagineKirloskar Corrocoat GFC CaseStudyAbhishek SharmaNessuna valutazione finora
- High Performance Lubricants: Molykote Molykote MolykoteDocumento4 pagineHigh Performance Lubricants: Molykote Molykote Molykoteestebang956Nessuna valutazione finora
- Klueberquiet BQH 72 102-EnDocumento2 pagineKlueberquiet BQH 72 102-Enвлад камрNessuna valutazione finora
- Firex EC-43 DemoDocumento10 pagineFirex EC-43 DemoBanani SahuNessuna valutazione finora
- Coating Handout PDFDocumento2 pagineCoating Handout PDFVictoria MirkoNessuna valutazione finora
- Cement Plant CorrosionDocumento7 pagineCement Plant CorrosionHemlata ChandelNessuna valutazione finora
- Heavy-Duty, Reinforced Range Heavy-Duty, Reinforced Range Heavy-Duty, Reinforced RangeDocumento8 pagineHeavy-Duty, Reinforced Range Heavy-Duty, Reinforced Range Heavy-Duty, Reinforced RangeengindmecNessuna valutazione finora
- Training Report FINAL0000 RajatDocumento50 pagineTraining Report FINAL0000 Rajatrajat sharmaNessuna valutazione finora
- Mechanical Workshop Name Addresses 170118Documento3 pagineMechanical Workshop Name Addresses 170118vk mishraNessuna valutazione finora
- Belzona 5892 - BrochureDocumento2 pagineBelzona 5892 - BrochureANIBALLOPEZVEGANessuna valutazione finora
- FAQ - What Is The Procedure For Welding En24 (Subsequently Known As 817M40 and 1.6582 34CrNiMo6), A 0.4% C, 1.25% CR, 0.3% Mo LowDocumento2 pagineFAQ - What Is The Procedure For Welding En24 (Subsequently Known As 817M40 and 1.6582 34CrNiMo6), A 0.4% C, 1.25% CR, 0.3% Mo LowSubhra S SanyalNessuna valutazione finora
- Krytox Typical Properties GPL 227Documento2 pagineKrytox Typical Properties GPL 227Ramu NallathambiNessuna valutazione finora
- Engineering Corrosion Protection at Hub Power Station: Tariq Aziz Nace Level 2Documento50 pagineEngineering Corrosion Protection at Hub Power Station: Tariq Aziz Nace Level 2Hasan AhmedNessuna valutazione finora
- High Temperature Solid LubricantDocumento19 pagineHigh Temperature Solid Lubricantgcytd65e756c56e765rNessuna valutazione finora
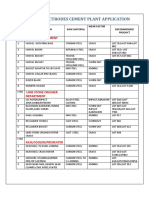
- Lotherme Electrodes Cement Plant Application: Mining DepartmentDocumento2 pagineLotherme Electrodes Cement Plant Application: Mining DepartmentGyanaranjan2011Nessuna valutazione finora
- Aditivi Materiale PlasticeDocumento4 pagineAditivi Materiale PlasticeLavinia CalinNessuna valutazione finora
- Advanced Coating Solutions For The OilDocumento4 pagineAdvanced Coating Solutions For The OilManivannanMudhaliarNessuna valutazione finora
- SKF Insocoat 2017 BrochureDocumento5 pagineSKF Insocoat 2017 BrochureHector MaldonadoNessuna valutazione finora
- Workshop All AnnexuresDocumento18 pagineWorkshop All AnnexuresLavee ChandrakarNessuna valutazione finora
- Ash Handling CatalogueDocumento8 pagineAsh Handling CatalogueVaijayanti JoshiNessuna valutazione finora
- Loctite Solutions For Power PlantsDocumento14 pagineLoctite Solutions For Power PlantsHusen TaufiqNessuna valutazione finora
- BelzonaDocumento4 pagineBelzonaSara BrownNessuna valutazione finora
- of NE Railway Summer TrainingDocumento18 pagineof NE Railway Summer TrainingAkhilesh Singh80% (5)
- Belzona 1391Documento2 pagineBelzona 1391AsadAliNessuna valutazione finora
- EnDOtec Welding Cored WireDocumento12 pagineEnDOtec Welding Cored WirecriuvosNessuna valutazione finora
- Final Draft 1 Abhishek VermaDocumento60 pagineFinal Draft 1 Abhishek VermaMasir SinghNessuna valutazione finora
- High Performance Lining Selection Chart For 90C Immersion - Belzona GuidesDocumento2 pagineHigh Performance Lining Selection Chart For 90C Immersion - Belzona GuidesBobby SatheesanNessuna valutazione finora
- Belzona 3111Documento2 pagineBelzona 3111Bobby SatheesanNessuna valutazione finora
- 1027 Application GuidelineDocumento6 pagine1027 Application GuidelineJORGEALEXERNessuna valutazione finora
- Sealing Compounds From Project Sales CorpDocumento34 pagineSealing Compounds From Project Sales CorpProject Sales CorpNessuna valutazione finora
- Offer For HPCLDocumento2 pagineOffer For HPCLhello tumNessuna valutazione finora
- Chemilube E C G X: Description:-Grease For Lubricating Electrical Contacts Customer BenefitsDocumento1 paginaChemilube E C G X: Description:-Grease For Lubricating Electrical Contacts Customer BenefitssatfasNessuna valutazione finora
- Grease Stock Date:30-06-2020: SR.# Code Grease Name Remaing QTY Required QTY RemarksDocumento1 paginaGrease Stock Date:30-06-2020: SR.# Code Grease Name Remaing QTY Required QTY RemarksMuhammad Waqar AhsanNessuna valutazione finora
- Belzona 1311 UnlockedDocumento8 pagineBelzona 1311 UnlockedUud NasrullohNessuna valutazione finora
- Concrete Repair Q & A: by Bill Scannell and Ali SohanghpurwalaDocumento2 pagineConcrete Repair Q & A: by Bill Scannell and Ali SohanghpurwalaSiva Jothi100% (1)
- InPlant Training at Bharat Forge Limited, Pune.: by Pritam Shahu PawarDocumento34 pagineInPlant Training at Bharat Forge Limited, Pune.: by Pritam Shahu PawarpritamspawarNessuna valutazione finora
- Manufacturer Brand Viscosity Base Oil Drop PointDocumento8 pagineManufacturer Brand Viscosity Base Oil Drop PointPhillip Feng100% (1)
- Tabela de Similaridade de Lubrificantes Industriais: Sistema Hidráulico & CirculaçãoDocumento2 pagineTabela de Similaridade de Lubrificantes Industriais: Sistema Hidráulico & CirculaçãoAdilson Tiago da SilvaNessuna valutazione finora
- Rotary Kiln Supporting Roll:: Case Histories On Integrity and Failures in Industry (Chifi)Documento20 pagineRotary Kiln Supporting Roll:: Case Histories On Integrity and Failures in Industry (Chifi)Ramakrishnan AmbiSubbiahNessuna valutazione finora
- Pitting Repairs For High-Temperature/ High-Pressure Process VesselsDocumento8 paginePitting Repairs For High-Temperature/ High-Pressure Process VesselsRaghavanNessuna valutazione finora
- 5 Polysiloxane Coatings PublicDocumento24 pagine5 Polysiloxane Coatings PublicChaitanya M MundheNessuna valutazione finora
- Restrict Corrosion Failures at The Roots To Enhance Relaibility and Reduce O&M Costs PDFDocumento45 pagineRestrict Corrosion Failures at The Roots To Enhance Relaibility and Reduce O&M Costs PDFMaymole BobenNessuna valutazione finora
- Belzona 5851 PDFDocumento2 pagineBelzona 5851 PDFBobby SatheesanNessuna valutazione finora
- Conformal Coating Curing and Drying Technical Bulletin Apr 09Documento2 pagineConformal Coating Curing and Drying Technical Bulletin Apr 09Lee HitchensNessuna valutazione finora
- Belzona 1391 Dta SheetDocumento4 pagineBelzona 1391 Dta SheetMuthuKumarNessuna valutazione finora
- The Light Machine Shop Divided Into The Following SectionDocumento5 pagineThe Light Machine Shop Divided Into The Following Sectionyogendra singhNessuna valutazione finora
- In Focus Pipe Wraps BelzonaDocumento4 pagineIn Focus Pipe Wraps BelzonaAhmed ELmlahyNessuna valutazione finora
- 80 3689 01 Threaded ConnectionsDocumento12 pagine80 3689 01 Threaded ConnectionsMiguel Alfonso Ruiz MendezNessuna valutazione finora
- Corex - Gunniting - Oct 09 - JSWDocumento42 pagineCorex - Gunniting - Oct 09 - JSWSaumit PalNessuna valutazione finora
- Metal matrix composites: Processing and InterfacesDa EverandMetal matrix composites: Processing and InterfacesR EverettNessuna valutazione finora
- Stress Strain Curve - SS - Gayathri.mDocumento50 pagineStress Strain Curve - SS - Gayathri.mGayathri kalkiNessuna valutazione finora
- API 571 Training CourseDocumento140 pagineAPI 571 Training Courseapply1984237197% (29)
- Interlloy 440C MartensiticDocumento4 pagineInterlloy 440C MartensiticGuillaume BoyerNessuna valutazione finora
- How To Weld S Duplex SsDocumento47 pagineHow To Weld S Duplex Sszebra9368Nessuna valutazione finora
- 1 Electric Charges and Fields: SolutionsDocumento36 pagine1 Electric Charges and Fields: SolutionsArdh0072100% (1)
- Indian Geography: Energy ResourcesDocumento60 pagineIndian Geography: Energy ResourcesArdh0072Nessuna valutazione finora
- Basic Concepts in Organic Chemistry and Stereochemistry: UNIT-7Documento41 pagineBasic Concepts in Organic Chemistry and Stereochemistry: UNIT-7Ardh0072Nessuna valutazione finora
- Xam Idea Chemistry XII QuestionsDocumento478 pagineXam Idea Chemistry XII QuestionsADWAITH LALU100% (1)
- 11-Cylindrical Roller Bearing PDFDocumento21 pagine11-Cylindrical Roller Bearing PDFSari RafiNessuna valutazione finora
- Cone Crusher - Mineral Processing & Extractive MetallurgyDocumento23 pagineCone Crusher - Mineral Processing & Extractive MetallurgyArdh0072Nessuna valutazione finora
- New Doc 2019-11-27 12.39.28Documento1 paginaNew Doc 2019-11-27 12.39.28Ardh0072Nessuna valutazione finora
- Organisational Behaviour Notes PTUDocumento89 pagineOrganisational Behaviour Notes PTUOsamaAnjumNessuna valutazione finora
- Step - 1: Solar Panel Installation Made Easy Which Direction Should Be The Solar Panel Face?Documento7 pagineStep - 1: Solar Panel Installation Made Easy Which Direction Should Be The Solar Panel Face?Ardh0072Nessuna valutazione finora
- Supply Chain Management TutorialDocumento52 pagineSupply Chain Management Tutorialterjun rustiaNessuna valutazione finora
- MechanicalDocumento4 pagineMechanicalArdh0072Nessuna valutazione finora
- SC-14 Safety Code For Work On Electric Overhead Travelling - EOT - CraneDocumento18 pagineSC-14 Safety Code For Work On Electric Overhead Travelling - EOT - CraneArdh0072Nessuna valutazione finora
- Ub CouplingsDocumento1 paginaUb CouplingsArdh0072Nessuna valutazione finora
- Solar Power in IndiaDocumento15 pagineSolar Power in IndiaArdh0072Nessuna valutazione finora
- Lecture 9Documento12 pagineLecture 9Ardh0072Nessuna valutazione finora
- Job Safety AnalysisDocumento1 paginaJob Safety AnalysisChowKC03100% (4)
- Pollution Control and Waste ManagementDocumento13 paginePollution Control and Waste ManagementArdh0072Nessuna valutazione finora
- Polity One Liner in EnglishDocumento12 paginePolity One Liner in EnglishArdh0072100% (1)
- Crane Program and SopDocumento22 pagineCrane Program and SopAriangga Bagas WibisonoNessuna valutazione finora
- Aerb Safety Guidelines No. Aerb/Rf-Igd/Sg-1Documento55 pagineAerb Safety Guidelines No. Aerb/Rf-Igd/Sg-1Ardh0072Nessuna valutazione finora
- Permit To Work SystemsDocumento8 paginePermit To Work Systemsbmckevitt100% (3)
- Gas Cylinder Safety 0 0Documento39 pagineGas Cylinder Safety 0 0rabeemhNessuna valutazione finora
- PTW PDFDocumento74 paginePTW PDFArdh0072Nessuna valutazione finora
- JHA Maintenance WorkerDocumento2 pagineJHA Maintenance WorkerArdh0072Nessuna valutazione finora
- City and Guilds 302 Students VersionDocumento204 pagineCity and Guilds 302 Students VersionHatem Hussein100% (1)
- Metallurgy Module One Notes CompleteDocumento45 pagineMetallurgy Module One Notes CompleteMutai Daniel50% (2)
- DIN 7190 2001 Interference Fits Calculation and Design Rules 1Documento43 pagineDIN 7190 2001 Interference Fits Calculation and Design Rules 1Nuno Miguel TorcatoNessuna valutazione finora
- Imco End MillsDocumento36 pagineImco End MillsgurdeeNessuna valutazione finora
- Gold DrillsDocumento28 pagineGold DrillsGrant CunninghamNessuna valutazione finora
- Blast Furnace and T 004219 MBPDocumento365 pagineBlast Furnace and T 004219 MBPVictor EricNessuna valutazione finora
- Apolinaria Ulo 3 PDFDocumento2 pagineApolinaria Ulo 3 PDFJoy RamirezNessuna valutazione finora
- Hazra Chowdhury - CompressedDocumento31 pagineHazra Chowdhury - CompressedSamrat BandyopadhyayNessuna valutazione finora
- Reed'S General Engineering Knowledge FOR Marine Engineers: Leslie JacksonDocumento265 pagineReed'S General Engineering Knowledge FOR Marine Engineers: Leslie JacksonJose RamonNessuna valutazione finora
- Adobe Scan Apr 27, 2023 PDFDocumento14 pagineAdobe Scan Apr 27, 2023 PDFMOHD OWAIS ANSARINessuna valutazione finora
- LESSON 3.1 (Iron Ore and Pig Iron) (Autosaved)Documento27 pagineLESSON 3.1 (Iron Ore and Pig Iron) (Autosaved)Lovely Jaze SalgadoNessuna valutazione finora
- Physical and Chemical Tests of Cast Iron 1906Documento114 paginePhysical and Chemical Tests of Cast Iron 1906OceanNessuna valutazione finora
- Cast Iron SolidificationDocumento12 pagineCast Iron Solidificationkatchani123100% (1)
- Engineering Materials Reviewer 3Documento23 pagineEngineering Materials Reviewer 3Ronald O.Nessuna valutazione finora
- Mfe QBDocumento4 pagineMfe QBV VikasNessuna valutazione finora
- PSC ProfileDocumento2 paginePSC ProfilePrakasa Spectro CastNessuna valutazione finora
- BS 779 Cast Iron Boilers 44kW & Above.Documento20 pagineBS 779 Cast Iron Boilers 44kW & Above.Salman MNessuna valutazione finora
- DS DVS DML DLDocumento4 pagineDS DVS DML DLGabi PNessuna valutazione finora
- Manufacturing Range En-2012Documento32 pagineManufacturing Range En-2012mmihai_popa200650% (2)
- Non-Clog Submersible Pump Non-Clog Submersible Pump DML DMLDocumento6 pagineNon-Clog Submersible Pump Non-Clog Submersible Pump DML DMLAgus YohanesNessuna valutazione finora
- Machine Design 9Documento6 pagineMachine Design 9Symon FeolinoNessuna valutazione finora
- T-18 - Recommended Target Analysis For Ductile IronsDocumento2 pagineT-18 - Recommended Target Analysis For Ductile Ironscrazy dNessuna valutazione finora
- NACE Section C - ManufacturingDocumento10 pagineNACE Section C - ManufacturingГеоргий РомановNessuna valutazione finora
- AlSi9 MicroDocumento22 pagineAlSi9 MicroSantosh KumarNessuna valutazione finora
- 03 Solid Carbide Drills Metric 2018Documento58 pagine03 Solid Carbide Drills Metric 2018AshishJoshiNessuna valutazione finora
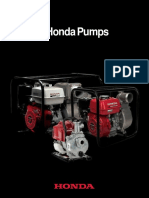
- Honda PumpsDocumento16 pagineHonda PumpsYash RohiraNessuna valutazione finora
- UNIT 2 PPT 1Documento42 pagineUNIT 2 PPT 1neha yarrapothuNessuna valutazione finora
- Eab2103 Construction Science-1 PDFDocumento111 pagineEab2103 Construction Science-1 PDFJoshua KiptooNessuna valutazione finora
- Diagram VoluteDocumento2 pagineDiagram VoluteM Ferry AnwarNessuna valutazione finora
- Recommended Target Analysis For Ductile IronDocumento2 pagineRecommended Target Analysis For Ductile Ironarnaldorcr8646100% (2)