Potrebbero piacerti anche
- Vehicle Fuel Economy Improvement Through Thermoelectric Waste Heat RecoveryDocumento24 pagineVehicle Fuel Economy Improvement Through Thermoelectric Waste Heat RecoveryGlen YNessuna valutazione finora
- Tank vs. Battery Emissions 0202.2021Documento8 pagineTank vs. Battery Emissions 0202.2021pkumarNessuna valutazione finora
- Marktinfo - 17. Auflage - 2020-03-06 - InTDocumento875 pagineMarktinfo - 17. Auflage - 2020-03-06 - InTOliver FrereNessuna valutazione finora
- Frame 5/2E Gas Turbine (33.8 MW, 50/60 HZ) : Heavy-Duty Power With Aero EfficiencyDocumento7 pagineFrame 5/2E Gas Turbine (33.8 MW, 50/60 HZ) : Heavy-Duty Power With Aero EfficiencyhasnaNessuna valutazione finora
- Fuel Optimized: Specification SheetDocumento3 pagineFuel Optimized: Specification SheetTesla GeneradoresNessuna valutazione finora
- PC45MR 5 To PC55MR 5Documento20 paginePC45MR 5 To PC55MR 5Raimundo Coulon S.Nessuna valutazione finora
- Ski Doo 600 H.O. E-TEC Engine ManualDocumento10 pagineSki Doo 600 H.O. E-TEC Engine ManualGus McGrathNessuna valutazione finora
- 1.8l ENGINEDocumento304 pagine1.8l ENGINEjoao xavierNessuna valutazione finora
- Tier 4 Engine OverviewDocumento22 pagineTier 4 Engine OverviewferraryNessuna valutazione finora
- Crompton Greaves: Quality Management 008Documento12 pagineCrompton Greaves: Quality Management 008Dhiraj KumarNessuna valutazione finora
- V1505 Ficha TecnicaDocumento2 pagineV1505 Ficha Tecnicacarlos miras mondejarNessuna valutazione finora
- D1703-M-DI-E4B: 18.5 KW at 2200 RPMDocumento2 pagineD1703-M-DI-E4B: 18.5 KW at 2200 RPMabdul Kadir100% (1)
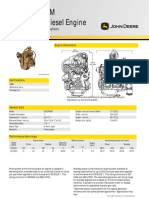
- Powertech ™ M 3029Tfg89 Diesel Engine: Generator Drive Engine SpecificationsDocumento2 paginePowertech ™ M 3029Tfg89 Diesel Engine: Generator Drive Engine SpecificationsChrist Rodney MAKANANessuna valutazione finora
- Goran Kovacic MANDocumento16 pagineGoran Kovacic MANpauloNessuna valutazione finora
- Ge GT2000CS-60Documento9 pagineGe GT2000CS-60eiparraguirrevNessuna valutazione finora
- Positive Displacement Blowers: Delta Blower Generation 5 E-DesignDocumento4 paginePositive Displacement Blowers: Delta Blower Generation 5 E-DesignFatih YAŞARNessuna valutazione finora
- 10 Kva Eicher Diesel GeneratorDocumento2 pagine10 Kva Eicher Diesel GeneratorPankaj TiwariNessuna valutazione finora
- Iveco - Iv332e - enDocumento6 pagineIveco - Iv332e - enibrahemNessuna valutazione finora
- Base Engine - NEF45 Eletronic On Road: June, 2017Documento15 pagineBase Engine - NEF45 Eletronic On Road: June, 2017Daniel AyalaNessuna valutazione finora
- One Part Number: Engineered To PerfectionDocumento2 pagineOne Part Number: Engineered To PerfectionEdgardoCadaganNessuna valutazione finora
- SS 11240728 1000028919 129Documento12 pagineSS 11240728 1000028919 129Samir YahiaNessuna valutazione finora
- Cat c6 - 6 c4Documento153 pagineCat c6 - 6 c4Leandro Ribeiro100% (7)
- 402J and 402F Electric Power EnginesDocumento4 pagine402J and 402F Electric Power Enginesnabiloo47Nessuna valutazione finora
- Qdoc - Tips - Ge Gas Turbine ControlDocumento35 pagineQdoc - Tips - Ge Gas Turbine ControlIbrahim AhmedNessuna valutazione finora
- En Vol74 8-12Documento8 pagineEn Vol74 8-12Aakash AllanNessuna valutazione finora
- Base Engine - NEF67 Eletronic On Road / Bus: June 2017Documento15 pagineBase Engine - NEF67 Eletronic On Road / Bus: June 2017Daniel Ayala100% (2)
- 05 Toaz - Info Ge Gas Turbine Control PRDocumento35 pagine05 Toaz - Info Ge Gas Turbine Control PRrachidNessuna valutazione finora
- PC300-8M0 - PB - 130412 Perbedaan - 8 Dan - 8moDocumento33 paginePC300-8M0 - PB - 130412 Perbedaan - 8 Dan - 8mowahyu nurcahyo100% (2)
- CVT Chain and Design InfoDocumento14 pagineCVT Chain and Design InfocivicbladeNessuna valutazione finora
- Brochure Kubota D1105-E4BDocumento2 pagineBrochure Kubota D1105-E4BCarlosNessuna valutazione finora
- Green Gas EngineDocumento1 paginaGreen Gas EnginePavan KumarNessuna valutazione finora
- Configuration ROTOmotor UAV 1.09Documento7 pagineConfiguration ROTOmotor UAV 1.09M Ilman NuryakusumahNessuna valutazione finora
- Motor 2.4L MMC - 4.3L GM - Manual de Serviço (2007)Documento116 pagineMotor 2.4L MMC - 4.3L GM - Manual de Serviço (2007)José MaliciaNessuna valutazione finora
- Review On Efficiency Improvement of 3 Phase Induction Motor PDFDocumento10 pagineReview On Efficiency Improvement of 3 Phase Induction Motor PDFIjabiNessuna valutazione finora
- E GEA M1019Documento8 pagineE GEA M1019matealoredana8015100% (1)
- Cirkulac Pumpe BUHLER De370001Documento8 pagineCirkulac Pumpe BUHLER De370001sealion72100% (1)
- Evaluation and Application of Energy Efficient MotorsDocumento8 pagineEvaluation and Application of Energy Efficient Motorsrefu87Nessuna valutazione finora
- Atlas Copco: Small Portable Air CompressorsDocumento2 pagineAtlas Copco: Small Portable Air CompressorsAsad AijazNessuna valutazione finora
- HD785 - 7 Transmission0Documento7 pagineHD785 - 7 Transmission0Susti AwanNessuna valutazione finora
- Doosan Mitsubishi 2.4L - Product Overview Training PDFDocumento105 pagineDoosan Mitsubishi 2.4L - Product Overview Training PDFkhairul100% (1)
- 125 Kva Tata Diesel GeneratorDocumento3 pagine125 Kva Tata Diesel GeneratorMuthalagu J (Aravindh)Nessuna valutazione finora
- #02. ST1051E - D30G Training Manual - CompDocumento78 pagine#02. ST1051E - D30G Training Manual - CompAugusto NuñezNessuna valutazione finora
- Cummins China 4BTA3.9 G2Documento5 pagineCummins China 4BTA3.9 G2joshua surbaktiNessuna valutazione finora
- 4M10 - Engine OnlyDocumento3 pagine4M10 - Engine OnlyAhmad El KhatibNessuna valutazione finora
- Sseg 001ar WebDocumento8 pagineSseg 001ar WebJuanDavidBermudezNessuna valutazione finora
- 6BTA5.9-G6: Fuel OptimizedDocumento3 pagine6BTA5.9-G6: Fuel OptimizedFrank Joel Herrera ApaesteguiNessuna valutazione finora
- SS 9641183 18331028 008Documento7 pagineSS 9641183 18331028 008Salem AliNessuna valutazione finora
- SS 9641220 18331028 003Documento7 pagineSS 9641220 18331028 003Stanislas Massengo LondeNessuna valutazione finora
- PC200-8M0 IndonesiaTraining 121120Documento28 paginePC200-8M0 IndonesiaTraining 121120Jumriah JumriahNessuna valutazione finora
- The New 7G-DCT From Mercedes-BenzDocumento43 pagineThe New 7G-DCT From Mercedes-BenzautomaticosbrasilNessuna valutazione finora
- Vdi2012 06Documento43 pagineVdi2012 06Joan Callau FuentesNessuna valutazione finora
- Siemens Gas Turbine SGT 300 2S Launch PaperDocumento11 pagineSiemens Gas Turbine SGT 300 2S Launch PaperDanny Srty100% (1)
- TMP 21165-S220 Cagi 1001802177504Documento1 paginaTMP 21165-S220 Cagi 1001802177504John TheodorouNessuna valutazione finora
- 4BTAA3.3-G12: EPA Tier 3 CertifiedDocumento3 pagine4BTAA3.3-G12: EPA Tier 3 CertifiedLawternay Stevaneli BritoNessuna valutazione finora
- THM Gas TurbinesDocumento4 pagineTHM Gas TurbinesAminovic MostafaNessuna valutazione finora
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesDa EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNessuna valutazione finora
- BMW 5 & 6 Series E12 - E24 - E28 -E34 Restoration Tips and TechniquesDa EverandBMW 5 & 6 Series E12 - E24 - E28 -E34 Restoration Tips and TechniquesNessuna valutazione finora
- Reducing Business Jet Carbon Footprint: Using the Power of the Aircraft Electric Taxi SystemDa EverandReducing Business Jet Carbon Footprint: Using the Power of the Aircraft Electric Taxi SystemNessuna valutazione finora
- Main Idea Tugas VidyaDocumento1 paginaMain Idea Tugas VidyaMusrady MulyadiNessuna valutazione finora
- Tor InternshipDocumento4 pagineTor InternshipMusrady MulyadiNessuna valutazione finora
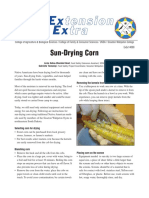
- Sun-Drying Corn: Removing The Kernels From The CobDocumento2 pagineSun-Drying Corn: Removing The Kernels From The CobMusrady MulyadiNessuna valutazione finora
- TOR Tutrial EnglishDocumento3 pagineTOR Tutrial EnglishMusrady MulyadiNessuna valutazione finora
- 797 1294 1 PB PDFDocumento28 pagine797 1294 1 PB PDFGhalieb IdroesNessuna valutazione finora
- CFD-Driven Valve Shape Optimization For Performance Improvement of A Micro Cross-Flow TurbineDocumento19 pagineCFD-Driven Valve Shape Optimization For Performance Improvement of A Micro Cross-Flow TurbineMusrady MulyadiNessuna valutazione finora
- QUIS MKDocumento22 pagineQUIS MKMusrady MulyadiNessuna valutazione finora
- Research Article: Effect of Glass Thickness On Performance of Flat Plate Solar Collectors For Fruits DryingDocumento9 pagineResearch Article: Effect of Glass Thickness On Performance of Flat Plate Solar Collectors For Fruits DryingMusrady MulyadiNessuna valutazione finora
- Rancang Bangun Alat Pengering Tipe Rak Dengan System Hybrid Untuk Usaha Pisang SaleDocumento7 pagineRancang Bangun Alat Pengering Tipe Rak Dengan System Hybrid Untuk Usaha Pisang SaleMusrady MulyadiNessuna valutazione finora
- 29Documento8 pagine29Sidak Singh WaraichNessuna valutazione finora
- Heat Retention Solar OvenDocumento14 pagineHeat Retention Solar OvenMusrady MulyadiNessuna valutazione finora
- Renewable and Sustainable Energy Reviews: Lalit M. Bal, Santosh Satya, S.N. NaikDocumento17 pagineRenewable and Sustainable Energy Reviews: Lalit M. Bal, Santosh Satya, S.N. NaikMusrady MulyadiNessuna valutazione finora
- Rancang BangunDocumento15 pagineRancang BangunPerdana JayaNessuna valutazione finora
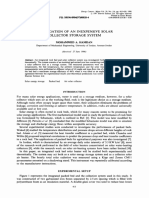
- Investigation of An Inexpensive Solar Collector Storage SystemDocumento6 pagineInvestigation of An Inexpensive Solar Collector Storage SystemMusrady MulyadiNessuna valutazione finora
- 2010 Excel Advanced Manual As of March 2010Documento175 pagine2010 Excel Advanced Manual As of March 2010arielfontecoba83% (6)
- 29Documento8 pagine29Sidak Singh WaraichNessuna valutazione finora
- Research Article: Effect of Installation of Solar Collector On Performance of Balcony Split Type Solar Water HeatersDocumento10 pagineResearch Article: Effect of Installation of Solar Collector On Performance of Balcony Split Type Solar Water HeatersMusrady MulyadiNessuna valutazione finora
- Research Article: Designing and Evaluating An Innovative Solar Air Collector With Transpired Absorber and CoverDocumento6 pagineResearch Article: Designing and Evaluating An Innovative Solar Air Collector With Transpired Absorber and CoverMusrady MulyadiNessuna valutazione finora
- NewEnergyTechnologies 1Documento160 pagineNewEnergyTechnologies 1Musrady MulyadiNessuna valutazione finora
- Active Solar Distillation-A Detailed ReviewDocumento25 pagineActive Solar Distillation-A Detailed ReviewMusrady MulyadiNessuna valutazione finora
- Research ArticleDocumento9 pagineResearch ArticleMusrady MulyadiNessuna valutazione finora
- Excel 2016 Formulas, Charts, and PivotTableDocumento50 pagineExcel 2016 Formulas, Charts, and PivotTableYorcy A. DiazNessuna valutazione finora
- United States Patent: (75) Inventors: Danny Parker, Cocoa Beach, FL (US)Documento45 pagineUnited States Patent: (75) Inventors: Danny Parker, Cocoa Beach, FL (US)Musrady MulyadiNessuna valutazione finora
- Energy and The Environment PDFDocumento337 pagineEnergy and The Environment PDFiresa_nurat71% (7)
- CostofWindEnergy 1Documento111 pagineCostofWindEnergy 1Musrady MulyadiNessuna valutazione finora
- Relationship Between Torque and PowerDocumento4 pagineRelationship Between Torque and PowerMusrady MulyadiNessuna valutazione finora
- SMALL WIND TURBINES GUIDE Final PDFDocumento41 pagineSMALL WIND TURBINES GUIDE Final PDFgabrielitos7891Nessuna valutazione finora
- Wind Power Wind Power Fundamentals Fundamentals: Presented byDocumento42 pagineWind Power Wind Power Fundamentals Fundamentals: Presented byMusrady MulyadiNessuna valutazione finora
- Analysis of in Uence of Panel Size On PV Panel Operating TemperatureDocumento7 pagineAnalysis of in Uence of Panel Size On PV Panel Operating TemperatureMusrady MulyadiNessuna valutazione finora
- Becoming Good Author by Being Good Reviewer-Workshop at PNUP 16-17 Nov 2017-Denni PDFDocumento49 pagineBecoming Good Author by Being Good Reviewer-Workshop at PNUP 16-17 Nov 2017-Denni PDFMusrady MulyadiNessuna valutazione finora
- 0.the Water Vapour Permeability Mechanical Properties and Solubility of Fish Gelatin Chitosan Films Modified With Transglutaminase or 1 Ethyl 3 3 DimethDocumento6 pagine0.the Water Vapour Permeability Mechanical Properties and Solubility of Fish Gelatin Chitosan Films Modified With Transglutaminase or 1 Ethyl 3 3 DimethValentina RoznovNessuna valutazione finora
- Note CHP 1-Material Science 281 Uitm Em110Documento59 pagineNote CHP 1-Material Science 281 Uitm Em110bino_rye100% (3)
- P23-Gears Pumps Cataloque - v0.6 - NZDocumento38 pagineP23-Gears Pumps Cataloque - v0.6 - NZRogerio DiasNessuna valutazione finora
- ANSYS Mechanical APDL Fluids Analysis Guide PDFDocumento46 pagineANSYS Mechanical APDL Fluids Analysis Guide PDFda_pinon100% (1)
- Deep BeamDocumento59 pagineDeep BeamNumair Ahmad FarjanNessuna valutazione finora
- Situation 1. Oil at Specific Gravity 0.761 Flows From Tank A To Tank E, As ShownDocumento2 pagineSituation 1. Oil at Specific Gravity 0.761 Flows From Tank A To Tank E, As ShownAgerico FunelasNessuna valutazione finora
- Biomechanical Analisys of Military BootsDocumento42 pagineBiomechanical Analisys of Military Bootsbungureanu_6100% (1)
- Lab 5 Extraction 3 Trimyristin From Nutmeg FS2010Documento3 pagineLab 5 Extraction 3 Trimyristin From Nutmeg FS2010Sandip ThorveNessuna valutazione finora
- 1.introduction To Mechanical VibrationsDocumento64 pagine1.introduction To Mechanical Vibrationspiravi66Nessuna valutazione finora
- 2500 Busbar CalculationDocumento4 pagine2500 Busbar CalculationPramod B.Wankhade100% (1)
- Daikin Individual Control Systems Technical Data BookDocumento37 pagineDaikin Individual Control Systems Technical Data BooktonylyfNessuna valutazione finora
- BillDipenser NCR 5633Documento166 pagineBillDipenser NCR 5633Amanda Brown100% (1)
- Synthetic Aperture Focussing Technique For Testing The Defects in Concrete Using LS DynaDocumento27 pagineSynthetic Aperture Focussing Technique For Testing The Defects in Concrete Using LS DynaAnishu RahmanNessuna valutazione finora
- SI-E1-2009-R001-Structural Calculation-15-05-20 PDFDocumento138 pagineSI-E1-2009-R001-Structural Calculation-15-05-20 PDFரதி சுரேஷ்100% (1)
- Microsoft Word - Introduction V3Documento220 pagineMicrosoft Word - Introduction V3glennNessuna valutazione finora
- The Poisson DistributionDocumento9 pagineThe Poisson Distributionsyedah1985Nessuna valutazione finora
- Final School TranscriptDocumento3 pagineFinal School TranscriptSteven TeguhNessuna valutazione finora
- 2 Torsion of ThinWalled StructuresDocumento12 pagine2 Torsion of ThinWalled StructuresJ.p. ZhuNessuna valutazione finora
- 2013Documento302 pagine2013Alexandra Dumitrescu100% (1)
- Concrete SyllabusDocumento4 pagineConcrete SyllabusBibudh DwaNessuna valutazione finora
- Junior Design Project Meat Grinder 2016 2Documento44 pagineJunior Design Project Meat Grinder 2016 2api-328800450100% (10)
- TDS 188-2 - RGA - CatalogueDocumento20 pagineTDS 188-2 - RGA - CatalogueClausio Junior MeloNessuna valutazione finora
- Road Construction NotesDocumento19 pagineRoad Construction NotesVanessa Apolinario100% (7)
- The Pore-Pressure Coefficients A and B: A (Ao, - AU,) ) Est Mentally B Are Given. BDocumento5 pagineThe Pore-Pressure Coefficients A and B: A (Ao, - AU,) ) Est Mentally B Are Given. BdaveNessuna valutazione finora
- Elasticity - HeatDocumento13 pagineElasticity - HeatHarsh GuptaNessuna valutazione finora
- LZ96a Dist - Relay1Documento40 pagineLZ96a Dist - Relay1RK K0% (1)
- Photodegradation and Photostabilization of PSDocumento32 paginePhotodegradation and Photostabilization of PSMinhAnhNessuna valutazione finora
- Leica Reflectors DSDocumento1 paginaLeica Reflectors DSpleyvazeNessuna valutazione finora
- Shepard Metzler 1971Documento4 pagineShepard Metzler 1971Tobias CavalcantiNessuna valutazione finora
- Visual Design Elements and PrinciplesDocumento9 pagineVisual Design Elements and PrinciplesgamerootNessuna valutazione finora