Potrebbero piacerti anche
- Estima Service ManualDocumento3 pagineEstima Service Manualbobby aldave0% (9)
- Zylite Stabilizer Ds v05Documento5 pagineZylite Stabilizer Ds v05Santiago TuestaNessuna valutazione finora
- 1988 GMC RVGP Light Duty Truck Service Manual PDFDocumento1.576 pagine1988 GMC RVGP Light Duty Truck Service Manual PDFRobert Klitzing100% (3)
- SSPC - Paint 41 PDFDocumento5 pagineSSPC - Paint 41 PDFIvanSanchez100% (1)
- Powder Coating (On Steel) Audit Check Sheet - 23.02.2021 - Rev 1.0Documento7 paginePowder Coating (On Steel) Audit Check Sheet - 23.02.2021 - Rev 1.0N. GuptaNessuna valutazione finora
- A002511 Rev 34Documento9 pagineA002511 Rev 34Bruno AbudNessuna valutazione finora
- Decorative Chromium Plating BasicsDocumento8 pagineDecorative Chromium Plating Basicsm daneshpour100% (1)
- ASTM D 3359-23 Rating Adhesion by Tape Test (X-Cut)Documento5 pagineASTM D 3359-23 Rating Adhesion by Tape Test (X-Cut)z6ytg7mcrjNessuna valutazione finora
- TL 256 en 2022Documento8 pagineTL 256 en 2022Michal BílekNessuna valutazione finora
- Contract of Sale Motor VehicleDocumento3 pagineContract of Sale Motor VehicleZiad DnetNessuna valutazione finora
- GetragDocumento4 pagineGetragA-c RoNessuna valutazione finora
- Cqi 11 BBR-2Documento32 pagineCqi 11 BBR-2trejo0% (1)
- Control of The Mat Gloss BalanceDocumento3 pagineControl of The Mat Gloss Balancejulio100% (1)
- Iso Dis 16232-3 2005-08 enDocumento22 pagineIso Dis 16232-3 2005-08 enMarekNessuna valutazione finora
- Alodine 1200S, Technical BulletinDocumento6 pagineAlodine 1200S, Technical BulletinRamiro ArtazaNessuna valutazione finora
- Gravity-Convection and Forced-Ventilation Ovens: Standard Specification ForDocumento2 pagineGravity-Convection and Forced-Ventilation Ovens: Standard Specification ForAhmed Alzubaidi100% (1)
- Paint Analysis: Roger DietrichDocumento17 paginePaint Analysis: Roger DietrichKhalid HameedNessuna valutazione finora
- Standard Practice For Preparation of Zinc-Coated and Zinc-Alloy-Coated Steel Panels For Testing Paint and Related Coating ProductsDocumento3 pagineStandard Practice For Preparation of Zinc-Coated and Zinc-Alloy-Coated Steel Panels For Testing Paint and Related Coating ProductsAhmad TfailyNessuna valutazione finora
- SSPC Paint 22 Nov 2004 PDFDocumento6 pagineSSPC Paint 22 Nov 2004 PDFMuhammad PervaizNessuna valutazione finora
- Powder Coating Trouble Shooting TVSMDocumento34 paginePowder Coating Trouble Shooting TVSMPinnacle qualityNessuna valutazione finora
- TALAT Lecture 2102.02: An Upper Casing For An Automobile Steering Column, Special Study: Impact ExtrusionDocumento15 pagineTALAT Lecture 2102.02: An Upper Casing For An Automobile Steering Column, Special Study: Impact ExtrusionCORE Materials100% (1)
- TALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalDocumento10 pagineTALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalCORE MaterialsNessuna valutazione finora
- FBE Testleri - DeFelskoDocumento54 pagineFBE Testleri - DeFelskoÖzgür TuştaşNessuna valutazione finora
- User's Guide To Powder Coating: Fourth EditionDocumento10 pagineUser's Guide To Powder Coating: Fourth EditionGaurav AmberkarNessuna valutazione finora
- Overview - Aerospace Anodize Finishes - Products FinishingDocumento20 pagineOverview - Aerospace Anodize Finishes - Products FinishingVu NguyenNessuna valutazione finora
- Esd Floor Coating Certificate Iso Goldmin Detail 1Documento11 pagineEsd Floor Coating Certificate Iso Goldmin Detail 1laiju cs100% (1)
- Sae Ams03-3-2015Documento8 pagineSae Ams03-3-2015raulNessuna valutazione finora
- Anodizing Ver 1Documento14 pagineAnodizing Ver 1aditya_welekarNessuna valutazione finora
- Guidance Note - No.2 Guide To Correct Specification of Powder Coated AluminiumDocumento2 pagineGuidance Note - No.2 Guide To Correct Specification of Powder Coated AluminiumAnwar100% (1)
- Special Process Presentation NewDocumento23 pagineSpecial Process Presentation Newvivek nuthiNessuna valutazione finora
- TALAT Lecture 2301: Design of Members Example 4.1: Bending Moment Resistance of Open Cross Section With Closed PartDocumento7 pagineTALAT Lecture 2301: Design of Members Example 4.1: Bending Moment Resistance of Open Cross Section With Closed PartCORE MaterialsNessuna valutazione finora
- Alodine 120 Kit, Technical Process BulletinDocumento4 pagineAlodine 120 Kit, Technical Process BulletinantblyNessuna valutazione finora
- SSPC Pa1 PDFDocumento14 pagineSSPC Pa1 PDFAnonymous zia5og7psNessuna valutazione finora
- SSPC Standards Update PresentationDocumento30 pagineSSPC Standards Update PresentationAnbalagan Ravichandran100% (1)
- Paint TroubleshootingDocumento23 paginePaint TroubleshootingNooruddin SheikNessuna valutazione finora
- Iso Dis 16232-2 2005-08 enDocumento21 pagineIso Dis 16232-2 2005-08 enMarekNessuna valutazione finora
- Qualanod SpecDocumento62 pagineQualanod SpecwilliamNessuna valutazione finora
- Astm E1558.24503Documento13 pagineAstm E1558.24503Juan Shevchenko100% (1)
- Special Process Audit Check Sheet - PlatingDocumento8 pagineSpecial Process Audit Check Sheet - PlatingHariprasanth ChandranNessuna valutazione finora
- Painting of Structure Piping Equipment 22Documento5 paginePainting of Structure Piping Equipment 22Saurabh Kumar VermaNessuna valutazione finora
- 2021-02-09 Approved Coating Systems Letter To Jotun (Signed MHH) - R1Documento7 pagine2021-02-09 Approved Coating Systems Letter To Jotun (Signed MHH) - R1Mohd Effiezool Yaser100% (1)
- Hard Chrome Plating PlantsDocumento5 pagineHard Chrome Plating Plants19bt01019Nessuna valutazione finora
- Surface Treatments Rust Preventer Phosphatic Coating On Ferrous Materials Norm 2801Documento4 pagineSurface Treatments Rust Preventer Phosphatic Coating On Ferrous Materials Norm 2801anhthoNessuna valutazione finora
- 1method Statement For Passivation and PicklingDocumento6 pagine1method Statement For Passivation and PicklinggatoNessuna valutazione finora
- Sae Ams 2759-3H-2019Documento20 pagineSae Ams 2759-3H-2019Reza NooriNessuna valutazione finora
- SOP For Dye Sealing Test For Anodized AluminiumDocumento1 paginaSOP For Dye Sealing Test For Anodized AluminiumSuraj RawatNessuna valutazione finora
- Surface Treatment Passivation PD6103 CPBok 017 PL 2 REV. NA 13aug20 FinalDocumento10 pagineSurface Treatment Passivation PD6103 CPBok 017 PL 2 REV. NA 13aug20 Finalamirkhakzad498Nessuna valutazione finora
- Iso 3210 2010Documento9 pagineIso 3210 2010Jigar GalaNessuna valutazione finora
- GB5237.2-2017 英文Documento16 pagineGB5237.2-2017 英文TheAnh TranNessuna valutazione finora
- HR S 50 B (Bright Nickel Bath)Documento8 pagineHR S 50 B (Bright Nickel Bath)Sinar Cemaramas AbadiNessuna valutazione finora
- ASTM E8-04 - Tension Testing of Metallic MaterialsDocumento24 pagineASTM E8-04 - Tension Testing of Metallic MaterialsSỹ HiệpNessuna valutazione finora
- 7570 SigmaZinc 170 Sigmazinc 9 (January 2014)Documento6 pagine7570 SigmaZinc 170 Sigmazinc 9 (January 2014)Akhtar AnsariNessuna valutazione finora
- As NZS 1580.481.1.10-1998 Paints and Related Materials - Methods of Test Coatings - Exposed To Weathering - DDocumento2 pagineAs NZS 1580.481.1.10-1998 Paints and Related Materials - Methods of Test Coatings - Exposed To Weathering - DSAI Global - APAC100% (1)
- Safety Data-Sheet According To Regulation (EC) No. 1907/2006 (REACH)Documento6 pagineSafety Data-Sheet According To Regulation (EC) No. 1907/2006 (REACH)gro loka100% (1)
- SP 18 Thoro Spot & Sweep 12-30-20Documento7 pagineSP 18 Thoro Spot & Sweep 12-30-20Donzt Dontz FaujiNessuna valutazione finora
- Mil PRF 85285eDocumento24 pagineMil PRF 85285emurphygtNessuna valutazione finora
- Powder CoatDocumento10 paginePowder CoatsouravNessuna valutazione finora
- TALAT Lecture 5203: Anodizing of AluminiumDocumento27 pagineTALAT Lecture 5203: Anodizing of AluminiumCORE Materials100% (2)
- Coating Defects: Protective Coatings For Internal Use Only - Not To Be Circulated Outside AkzonobelDocumento36 pagineCoating Defects: Protective Coatings For Internal Use Only - Not To Be Circulated Outside AkzonobelBinto ThomasNessuna valutazione finora
- Solid Film LubricantsDocumento4 pagineSolid Film LubricantsDyego MonteiroNessuna valutazione finora
- Coating System Standard Ps 28.02: SSPC: The Society For Protective CoatingsDocumento6 pagineCoating System Standard Ps 28.02: SSPC: The Society For Protective CoatingsUrbanizacion XochitlanNessuna valutazione finora
- 2b AIAG CQI 12 Coating System AssessmentDocumento69 pagine2b AIAG CQI 12 Coating System AssessmentAngie GuerreroNessuna valutazione finora
- Welding ProcessDocumento112 pagineWelding ProcessaadmaadmNessuna valutazione finora
- Welding Inspector May 2021Documento8 pagineWelding Inspector May 2021SUNIL BABURAO GAVADENessuna valutazione finora
- Critical To Quality in Welding-1Documento29 pagineCritical To Quality in Welding-1aadmaadmNessuna valutazione finora
- Welding in Power SectorDocumento50 pagineWelding in Power SectoraadmaadmNessuna valutazione finora
- Solidification & Phase Transformations in WeldingDocumento33 pagineSolidification & Phase Transformations in WeldingaadmaadmNessuna valutazione finora
- Welding Imperfection & MaterialDocumento57 pagineWelding Imperfection & MaterialRushangNessuna valutazione finora
- Design Recommendations: For Pump Stations With Large Centrifugal Wastewater PumpsDocumento12 pagineDesign Recommendations: For Pump Stations With Large Centrifugal Wastewater PumpsTuấn Anh NguyễnNessuna valutazione finora
- Commonly Used Welding Process Techniques-OverviewDocumento51 pagineCommonly Used Welding Process Techniques-OverviewaadmaadmNessuna valutazione finora
- Ewm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 71Documento1 paginaEwm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 71aadmaadmNessuna valutazione finora
- Ewm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 73Documento1 paginaEwm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 73aadmaadmNessuna valutazione finora
- Ewm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 69Documento1 paginaEwm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 69aadmaadmNessuna valutazione finora
- Ewm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 72Documento1 paginaEwm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 72aadmaadmNessuna valutazione finora
- Ewm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 70Documento1 paginaEwm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 70aadmaadmNessuna valutazione finora
- Smart WeldDocumento39 pagineSmart WeldaadmaadmNessuna valutazione finora
- Ewm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 23Documento1 paginaEwm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 23aadmaadmNessuna valutazione finora
- Order Information Material Now or Simply Get in Touch With Us. We Will Be Happy To Advise You! Download PDFDocumento1 paginaOrder Information Material Now or Simply Get in Touch With Us. We Will Be Happy To Advise You! Download PDFaadmaadmNessuna valutazione finora
- Saturated Vs Superheated Steam: Often Asked Question On LNDocumento1 paginaSaturated Vs Superheated Steam: Often Asked Question On LNaadmaadmNessuna valutazione finora
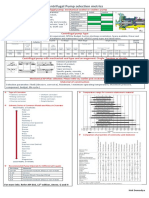
- Centrifugal Pump: Selection MatrixDocumento1 paginaCentrifugal Pump: Selection MatrixaadmaadmNessuna valutazione finora
- Ewm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 20Documento1 paginaEwm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 20aadmaadmNessuna valutazione finora
- Temperature Rise Across A PumpDocumento3 pagineTemperature Rise Across A PumpaadmaadmNessuna valutazione finora
- List of QAQC Tests - Physical, Chemical, Metallurgical, NDTDocumento6 pagineList of QAQC Tests - Physical, Chemical, Metallurgical, NDTaadmaadmNessuna valutazione finora
- Ewm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 22Documento1 paginaEwm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 22aadmaadmNessuna valutazione finora
- CBB Exam Preparation CourseDocumento2 pagineCBB Exam Preparation CourseaadmaadmNessuna valutazione finora
- PM XXX 2U/DX PM XXX Standard Torch: Standard Torch Trigger For All MIG/MAG MachinesDocumento1 paginaPM XXX 2U/DX PM XXX Standard Torch: Standard Torch Trigger For All MIG/MAG MachinesaadmaadmNessuna valutazione finora
- Ewm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 45Documento1 paginaEwm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 45aadmaadmNessuna valutazione finora
- Ewm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 42Documento1 paginaEwm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 42aadmaadmNessuna valutazione finora
- Order Information Material Now or Simply Get in Touch With Us. We Will Be Happy To Advise You! Download PDFDocumento1 paginaOrder Information Material Now or Simply Get in Touch With Us. We Will Be Happy To Advise You! Download PDFaadmaadmNessuna valutazione finora
- Ewm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 11Documento1 paginaEwm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 11aadmaadmNessuna valutazione finora
- Ewm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 44Documento1 paginaEwm - Titan - XQ - en - Brochure - 053 - 000020 - 00001 (1) - 44aadmaadmNessuna valutazione finora
- Your Requirements Our Solution - Coldarc®/Rootarc®/Standard: Minimised Spatter Similar To Mixed GasDocumento1 paginaYour Requirements Our Solution - Coldarc®/Rootarc®/Standard: Minimised Spatter Similar To Mixed GasaadmaadmNessuna valutazione finora
- Comprehension Assignment No 2Documento8 pagineComprehension Assignment No 2Usama QureshiNessuna valutazione finora
- Company ProfileDocumento24 pagineCompany ProfilebaabNessuna valutazione finora
- Why Ford Shutting Plants in India?: - by Ankit AgrawalDocumento22 pagineWhy Ford Shutting Plants in India?: - by Ankit AgrawalCompetitive GyanNessuna valutazione finora
- Siddiqui Faisal AhmedDocumento2 pagineSiddiqui Faisal AhmedfrostysidNessuna valutazione finora
- FLSmidth Vecor HoistsDocumento6 pagineFLSmidth Vecor HoistsAnonymous ntE0hG2TPNessuna valutazione finora
- BMW X3 F25 Spark Plug DIYDocumento11 pagineBMW X3 F25 Spark Plug DIYc3uoNessuna valutazione finora
- Control de Ignicion ElectronicoDocumento36 pagineControl de Ignicion Electronicosil.vermercurioNessuna valutazione finora
- Tesla Collaborative InnovationDocumento3 pagineTesla Collaborative InnovationAdnan Ahmed0% (1)
- GR00002400 54BcDocumento146 pagineGR00002400 54BcArt Del R Salonga100% (1)
- 0000004232-Ashok Leyland LTD FullDocumento5 pagine0000004232-Ashok Leyland LTD FullVenkat Parthasarathy100% (1)
- 4839 2 PDFDocumento192 pagine4839 2 PDFyan ming fokNessuna valutazione finora
- TEST 1pathfinderDocumento20 pagineTEST 1pathfinderLuis Alfonso Ortiz ESpinosaNessuna valutazione finora
- B&M Transpak Kit TH700Documento14 pagineB&M Transpak Kit TH700Ghostrider1100% (1)
- 1999 BMW E39 5 Series Owner S HandbookDocumento238 pagine1999 BMW E39 5 Series Owner S HandbookEgbo EseNessuna valutazione finora
- Surat Sewa KetaDocumento4 pagineSurat Sewa KetaASHNessuna valutazione finora
- Logo Quiz Hard 4Documento22 pagineLogo Quiz Hard 4Leigh HoskinsNessuna valutazione finora
- Volvo Accessories PDFDocumento16 pagineVolvo Accessories PDFDougNewNessuna valutazione finora
- Esquire Builders Hoist Opt & Maint ManualDocumento15 pagineEsquire Builders Hoist Opt & Maint Manualmailme_viju100% (1)
- Birla Power - MBA ProjectDocumento23 pagineBirla Power - MBA ProjectBibhu Prasad SahooNessuna valutazione finora
- FullDocumento12 pagineFullgbiyer1234Nessuna valutazione finora
- T800 PDFDocumento28 pagineT800 PDFJose Daniel Fuquen Vargas100% (1)
- Drona FDR Nkrc15-023Documento7 pagineDrona FDR Nkrc15-023Gautam AdhikariNessuna valutazione finora
- Foc 1Documento4 pagineFoc 1Ajwad HaziqNessuna valutazione finora
- Pune Institute of Business Management: BATCH 2019 - 2021Documento24 paginePune Institute of Business Management: BATCH 2019 - 2021Pragati ChaudharyNessuna valutazione finora
- Customer Satisfaction Towards Maruti SwiftDocumento71 pagineCustomer Satisfaction Towards Maruti SwiftMohit kolli50% (2)
- 2016 Lexus RC Product InfoDocumento9 pagine2016 Lexus RC Product InfoPaul TanNessuna valutazione finora