Potrebbero piacerti anche
- Alcohol Etílico-2017Documento133 pagineAlcohol Etílico-2017Stefany Hernández CornejoNessuna valutazione finora
- Procesos Industrial de Obtención de EtanolDocumento38 pagineProcesos Industrial de Obtención de EtanolelbetoavilaNessuna valutazione finora
- 1 Iniciacion Alcoholes BCC 2019 PDFDocumento73 pagine1 Iniciacion Alcoholes BCC 2019 PDFrubenNessuna valutazione finora
- Bib2 U2 A2Documento4 pagineBib2 U2 A2mindstorm63Nessuna valutazione finora
- Produccion de Etanol Anhidro en El PerúDocumento22 pagineProduccion de Etanol Anhidro en El Perúkelvin CarreroNessuna valutazione finora
- Obtencion Del VinoDocumento15 pagineObtencion Del Vinoefrain0523Nessuna valutazione finora
- Sesion 9 AlcoholDocumento37 pagineSesion 9 AlcoholFranco OrellanoNessuna valutazione finora
- ETANOLDocumento14 pagineETANOLLalo GonzalezNessuna valutazione finora
- Informe N°1 Estudio de MercadoDocumento24 pagineInforme N°1 Estudio de MercadoAnonymous HCqu6DkJF3Nessuna valutazione finora
- Ntc235-1 Grasas y Aceites Animales y Vegetales. Determinacion de La Materia Insaponificable. Metodo de Extraccion Con Eter EtilicoDocumento13 pagineNtc235-1 Grasas y Aceites Animales y Vegetales. Determinacion de La Materia Insaponificable. Metodo de Extraccion Con Eter Etilicojlrojas7Nessuna valutazione finora
- Actividad 9 Eq 3Documento17 pagineActividad 9 Eq 3Mariana PerezNessuna valutazione finora
- 7 - Ferment-Alcohol-Butanol-Acetona PDFDocumento31 pagine7 - Ferment-Alcohol-Butanol-Acetona PDFHafidVgsCastilloNessuna valutazione finora
- Trabajo N°2 - Estudio Del MercadoDocumento36 pagineTrabajo N°2 - Estudio Del MercadoGUTIERREZ MOLINA CARLOS MISSAELNessuna valutazione finora
- PONENCIA 4to CONGRESO AMBIENTAL CODIA-UCE.Documento26 paginePONENCIA 4to CONGRESO AMBIENTAL CODIA-UCE.orkiniaNessuna valutazione finora
- NTC222Documento7 pagineNTC222LuisaOsorioNessuna valutazione finora
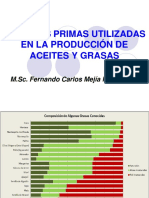
- Materias Primas Utilizadas en La Producción de AceitesDocumento203 pagineMaterias Primas Utilizadas en La Producción de AceitesLuiggi G Quispe RNessuna valutazione finora
- Influencia Del Nivel de Fermentación Del Vino Base Sobre Algunos Compuestos Volátiles Del Pisco Peruano de Uva ItaliaDocumento14 pagineInfluencia Del Nivel de Fermentación Del Vino Base Sobre Algunos Compuestos Volátiles Del Pisco Peruano de Uva ItaliaaaaaNessuna valutazione finora
- Alcohol Etilico 1Documento22 pagineAlcohol Etilico 1Johnnathan Javier MedinaNessuna valutazione finora
- Marco Produccion Etanol CRDocumento43 pagineMarco Produccion Etanol CRGuido PeraltaNessuna valutazione finora
- Emprendimiento IndustrialDocumento33 pagineEmprendimiento IndustrialEleane GDNessuna valutazione finora
- Pc1-Operaciones y Procesos Industriales 15-09-22-1Documento8 paginePc1-Operaciones y Procesos Industriales 15-09-22-1Leydy Edith Diaz VasquesNessuna valutazione finora
- Capítulo ViDocumento34 pagineCapítulo ViMAURICIO HUAMANNessuna valutazione finora
- Upn TareaDocumento25 pagineUpn TareaGianpierre Rojas AgapitoNessuna valutazione finora
- Informe de Elaboracion de Licor de FantasiaDocumento11 pagineInforme de Elaboracion de Licor de FantasiaJuaniix TQNessuna valutazione finora
- Producción de Alcohol PDFDocumento42 pagineProducción de Alcohol PDFJulissa Polo100% (1)
- Alcohol Etilico Etanol Proceso ArtesanalDocumento28 pagineAlcohol Etilico Etanol Proceso ArtesanalGary SalcedoNessuna valutazione finora
- Producción Industrial Del EtanolDocumento2 pagineProducción Industrial Del Etanolcesaraosoriotoro1980Nessuna valutazione finora
- Bioetanol Simulacion Casi FinalDocumento47 pagineBioetanol Simulacion Casi FinalFathy CaceresNessuna valutazione finora
- Power Precursores Quimicos - Curso IntroductorioDocumento29 paginePower Precursores Quimicos - Curso IntroductorioYuliana LescanoNessuna valutazione finora
- Lab 6 Simulacion de Una Planta de EtanolDocumento15 pagineLab 6 Simulacion de Una Planta de EtanolLeidy N. Vasquez LayzaNessuna valutazione finora
- NTC235 2 PDFDocumento12 pagineNTC235 2 PDFInocuidad Quala AlimentosNessuna valutazione finora
- Alcohol Etilico 1Documento22 pagineAlcohol Etilico 1Johnnathan Javier MedinaNessuna valutazione finora
- Banner - Alcohol EtilicoDocumento1 paginaBanner - Alcohol EtilicoMayer ReyesNessuna valutazione finora
- Exposicion de MelazaDocumento10 pagineExposicion de MelazaOliver Jimenez SantiagoNessuna valutazione finora
- TEMA8Documento16 pagineTEMA8Enoy Leiva PantojaNessuna valutazione finora
- Proceso Artesanal Del Alcohol Etílico - EtanolDocumento28 pagineProceso Artesanal Del Alcohol Etílico - Etanoljesus0% (2)
- Conos de Lupulo 2013 08agoDocumento7 pagineConos de Lupulo 2013 08agoallan_tamisNessuna valutazione finora
- Etanol UltimaDocumento36 pagineEtanol UltimaLuis Eduardo Gale ArmestoNessuna valutazione finora
- Trabajo Sobre ImpasaDocumento13 pagineTrabajo Sobre ImpasaKaren GarayNessuna valutazione finora
- Obtencion de Alcohol Etilico A Partir de La Melaza IDocumento35 pagineObtencion de Alcohol Etilico A Partir de La Melaza IFrank Santamaria Ramos57% (14)
- ALCOHOLDocumento20 pagineALCOHOLNorma RamiresNessuna valutazione finora
- Elaboración de Licores e Hidromiel (PDFDrive)Documento18 pagineElaboración de Licores e Hidromiel (PDFDrive)isabel rodriguez100% (1)
- NTC 620 Bebidas Alcoholicas Alcohol EtilicoDocumento15 pagineNTC 620 Bebidas Alcoholicas Alcohol EtilicoSantiago Zuluaga AlzateNessuna valutazione finora
- Etanol Por Fermentación Aca 1 Quimica Ficha 51197Documento28 pagineEtanol Por Fermentación Aca 1 Quimica Ficha 51197Carlos PalaciosNessuna valutazione finora
- Planta de Producción de Alcohol LáuricoDocumento45 paginePlanta de Producción de Alcohol LáuricoDomter100% (3)
- Oferta Exportable - San Martín - AMPEX, Foro MacroregionalDocumento20 pagineOferta Exportable - San Martín - AMPEX, Foro MacroregionalWebmaster_AmpexNessuna valutazione finora
- Etanol A Partir de La UvaDocumento5 pagineEtanol A Partir de La UvaBrian Rodriguez Zambrano100% (1)
- CONESA ROCA Ernesto. Febrero 2018. Poscosecha de Los Cítricos 2.presentaciónDocumento41 pagineCONESA ROCA Ernesto. Febrero 2018. Poscosecha de Los Cítricos 2.presentaciónIris Alejandra Velita EspinozaNessuna valutazione finora
- Proyecto AcidoDocumento34 pagineProyecto AcidoRicardo CastroNessuna valutazione finora
- Obtencion de BioetanolDocumento24 pagineObtencion de BioetanolChihuas PerezNessuna valutazione finora
- NTC 235-1Documento13 pagineNTC 235-1Célico Losada OrtizNessuna valutazione finora
- Alcohol Etílico Destilado de NaranjaDocumento5 pagineAlcohol Etílico Destilado de Naranjagabriela vega bernuy75% (4)
- pc1 en Proceso de Operaciones UniDocumento12 paginepc1 en Proceso de Operaciones UniAraki SgNessuna valutazione finora
- S-3 Elaboracion Del AlcoholDocumento42 pagineS-3 Elaboracion Del AlcoholCesar Paredes GonzalesNessuna valutazione finora
- Clase 6 - Ácido AcéticoDocumento14 pagineClase 6 - Ácido AcéticoJavier Rodriguez0% (1)
- InformeDocumento10 pagineInformeElizabeth KhaterinNessuna valutazione finora
- El aceite de olivas: Su extracción, clarificación, depuración, conservación y envases para su exportación, decoloración y medios propuestos para quitarle la rancidezDa EverandEl aceite de olivas: Su extracción, clarificación, depuración, conservación y envases para su exportación, decoloración y medios propuestos para quitarle la rancidezNessuna valutazione finora
- Chile país del vino: Historia de la industria vitivinícola, 1492-2014Da EverandChile país del vino: Historia de la industria vitivinícola, 1492-2014Nessuna valutazione finora
- Obtención de aceites de oliva refinados. INAK0109Da EverandObtención de aceites de oliva refinados. INAK0109Nessuna valutazione finora
- Mermelada de Naranja Prueba de Analisis SensorialDocumento4 pagineMermelada de Naranja Prueba de Analisis SensorialJose Herrera LizarazoNessuna valutazione finora
- Sacrificio de AvesDocumento135 pagineSacrificio de AvesJose Herrera LizarazoNessuna valutazione finora
- Cuadernillo 1 Lineas de Campo Electrico y Magnetico ReducidoDocumento5 pagineCuadernillo 1 Lineas de Campo Electrico y Magnetico ReducidoCAMILO ANDRES GARZON VILLERONessuna valutazione finora
- Almacen InventarioDocumento4 pagineAlmacen InventarioJose Herrera LizarazoNessuna valutazione finora
- Poda Del CafetalDocumento44 paginePoda Del CafetalJose Herrera LizarazoNessuna valutazione finora
- Guia de Laboratorio de MecanicaDocumento6 pagineGuia de Laboratorio de MecanicaJose Herrera LizarazoNessuna valutazione finora
- PracticaDocumento3 paginePracticaJose Herrera LizarazoNessuna valutazione finora
- Unidad 4 Pronosticos PDFDocumento100 pagineUnidad 4 Pronosticos PDFJose Herrera LizarazoNessuna valutazione finora
- Aceite Extra Vida 1Documento6 pagineAceite Extra Vida 1Julio Cesar Miranda LicasNessuna valutazione finora
- Informe Seda JuliacaDocumento12 pagineInforme Seda JuliacaQuispe Machaca Liz GladysNessuna valutazione finora
- USOEDocumento13 pagineUSOEjulioNessuna valutazione finora
- Diapo - AGUA Y NORMATIVIDADDocumento33 pagineDiapo - AGUA Y NORMATIVIDADJulio H HinostroZzaNessuna valutazione finora
- Contaminacion Ambiental, Municipio Torbes y CardenasDocumento14 pagineContaminacion Ambiental, Municipio Torbes y CardenasEnrique ArroyaveNessuna valutazione finora
- Presupuesto y Curva SDocumento9 paginePresupuesto y Curva SWendyAlvizuriNessuna valutazione finora
- Contaminación Del Agua y Suelo en El Ecosistema Río Agua Prieta, Sonora, MéxicoDocumento10 pagineContaminación Del Agua y Suelo en El Ecosistema Río Agua Prieta, Sonora, MéxicoHernández Calderón María GuadalupeNessuna valutazione finora
- Relacion de Terrenos de Propiedad de La Municipalidad de HuancanDocumento14 pagineRelacion de Terrenos de Propiedad de La Municipalidad de HuancanRosa Beatriz Villalobos HuamanNessuna valutazione finora
- Ejercicio de Apoyo IAEIADocumento3 pagineEjercicio de Apoyo IAEIACristian FuentesNessuna valutazione finora
- Determinacion de Zinc y Cobre Usando El Metaliser HM 3000-Grupo 5Documento11 pagineDeterminacion de Zinc y Cobre Usando El Metaliser HM 3000-Grupo 5ANDRÉS YAÑEZ CABIEDESNessuna valutazione finora
- Contaminación de Las Aguas Generadas Por El Matadero MunicipalDocumento3 pagineContaminación de Las Aguas Generadas Por El Matadero MunicipalAna Ganova Oliva MendezNessuna valutazione finora
- LICITACIONESDocumento4 pagineLICITACIONESnicolas eduardo acosta nossaNessuna valutazione finora
- Planilla de MetradoDocumento11 paginePlanilla de MetradoJohnny CuriNessuna valutazione finora
- Universidad Privada Del NorteDocumento33 pagineUniversidad Privada Del NorteChristian Bernard Aquino LlicoNessuna valutazione finora
- Tesis Icos Rio OroDocumento76 pagineTesis Icos Rio OroCarlos D MorónNessuna valutazione finora
- Trabajo de El Medio Ambiente de El SalvadorDocumento18 pagineTrabajo de El Medio Ambiente de El SalvadorCharles Isaac VenturaNessuna valutazione finora
- Ejercicio 1 - FiltracionDocumento7 pagineEjercicio 1 - FiltracionLIZ DEXI FLORES BARDALESNessuna valutazione finora
- Ficha Técnica PTAR BBC-12-60Documento3 pagineFicha Técnica PTAR BBC-12-60Javier CamposNessuna valutazione finora
- Actividad 1.3 Principales Problemas AmbientalesDocumento9 pagineActividad 1.3 Principales Problemas AmbientalesNisia DivisonNessuna valutazione finora
- Mi Huella HídricaDocumento20 pagineMi Huella HídricaHugo MolinaNessuna valutazione finora
- Reporte 20230410Documento1 paginaReporte 20230410Mata UrielNessuna valutazione finora
- Ahorro Energético y Sus Oracional Del AguaDocumento2 pagineAhorro Energético y Sus Oracional Del AguaAlberson ArangurenNessuna valutazione finora
- Ahorro y Mejor Utilización Del AguaDocumento14 pagineAhorro y Mejor Utilización Del AguaosbauperNessuna valutazione finora
- Ejercicios para ExamenDocumento2 pagineEjercicios para Examenjazzy SanNessuna valutazione finora
- Texto Borrador Del EnsayoDocumento8 pagineTexto Borrador Del EnsayoNelssonNessuna valutazione finora
- Rio HuallagaDocumento11 pagineRio HuallagaJussy PorrasNessuna valutazione finora
- Marco TeóricoDocumento10 pagineMarco TeóricoLuis PerlataNessuna valutazione finora
- Letrinas SanitariasDocumento14 pagineLetrinas SanitariasRodrigo Carpio PostigoNessuna valutazione finora
- Diseño y Construcción de Una CisternaDocumento5 pagineDiseño y Construcción de Una CisternaJuan José ReyesNessuna valutazione finora