Potrebbero piacerti anche
- Sistema de control en cocimientos de azúcarDocumento27 pagineSistema de control en cocimientos de azúcarAlexa DelattibodierNessuna valutazione finora
- Industrias de Los CerealesDocumento23 pagineIndustrias de Los CerealesLeonel GarcetteNessuna valutazione finora
- Mantenimiento preventivo compresor aire-38Documento14 pagineMantenimiento preventivo compresor aire-38rosa iglesiasNessuna valutazione finora
- Mantenimiento preventivo envasadoraDocumento3 pagineMantenimiento preventivo envasadoraMauriPaceNessuna valutazione finora
- Pérdidas en cosecha de mangoDocumento16 paginePérdidas en cosecha de mangoSegundo Loconi LlontopNessuna valutazione finora
- Flujo Del Proceso Productivo y Escalas de ProduccionDocumento10 pagineFlujo Del Proceso Productivo y Escalas de ProduccionEnioNessuna valutazione finora
- POLÍTICA SEGURIDAD MINERA ZALDIVARDocumento10 paginePOLÍTICA SEGURIDAD MINERA ZALDIVARCristobal NuñezNessuna valutazione finora
- Parámetros de inyección y masajeadoDocumento28 pagineParámetros de inyección y masajeadoRaquel Huaraz ZavaletaNessuna valutazione finora
- Conserva de Durazno TerminadoDocumento21 pagineConserva de Durazno TerminadoDanyNessuna valutazione finora
- 2-Confiabilidad de Una Linea de ProduccionDocumento20 pagine2-Confiabilidad de Una Linea de ProduccionNicolasIbacacheRoblesNessuna valutazione finora
- Instructivo AlmacenDocumento14 pagineInstructivo Almacenjuan10ariasNessuna valutazione finora
- Instructivo de Pulidora de Granos.Documento5 pagineInstructivo de Pulidora de Granos.Luzana Ñañez HuarancaNessuna valutazione finora
- Encapsuladora Automática NJP400Documento3 pagineEncapsuladora Automática NJP400Hans Contreras WaissNessuna valutazione finora
- Mantenimiento preventivo sierra cintaDocumento4 pagineMantenimiento preventivo sierra cintaJair AlejandroNessuna valutazione finora
- Determinacion de Cafeina en Bebidas GasificadasDocumento5 pagineDeterminacion de Cafeina en Bebidas GasificadasGeovani Mendoza MedinaNessuna valutazione finora
- 01-Anejo #1 Fichas Tecnicas EquiposDocumento76 pagine01-Anejo #1 Fichas Tecnicas EquiposJimenez PJ100% (1)
- Manual Sobadora ReferenciaDocumento6 pagineManual Sobadora ReferenciaBATIPLANE S.R.L.Nessuna valutazione finora
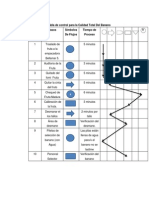
- Tabla de Control para La Calidad Total Del BananoDocumento4 pagineTabla de Control para La Calidad Total Del BananoMike CastilloNessuna valutazione finora
- Tanque de Proceso de JarabeDocumento13 pagineTanque de Proceso de JarabeStalyn Malavé GalarzaNessuna valutazione finora
- Trabajo Final Fundamentos ElectromecanicoDocumento22 pagineTrabajo Final Fundamentos ElectromecanicoSheyla Baldera Ramirez100% (1)
- Trabajo Arandanos DeshidratadosDocumento5 pagineTrabajo Arandanos DeshidratadosMafer Mabel GalarzaNessuna valutazione finora
- Nomenclatura y Notación Química (2) - 1Documento78 pagineNomenclatura y Notación Química (2) - 1LetiziaNessuna valutazione finora
- Check list requisitos sistemas gestión empresaDocumento2 pagineCheck list requisitos sistemas gestión empresaCristhian Caso VegaNessuna valutazione finora
- Henkovac Serie e - I - Basic Manual Del Usuario 0Documento46 pagineHenkovac Serie e - I - Basic Manual Del Usuario 0Migue ZabaletaNessuna valutazione finora
- Parreño Cotizacion Laminadoras Disegmaq PDFDocumento2 pagineParreño Cotizacion Laminadoras Disegmaq PDFadrianusedNessuna valutazione finora
- Cambio de llanta guía paso a pasoDocumento3 pagineCambio de llanta guía paso a pasoJuan DavidNessuna valutazione finora
- La Torrefacción Del CaféDocumento6 pagineLa Torrefacción Del Cafépol_fs_Nessuna valutazione finora
- Confitadode Equipos y MaquinariasDocumento9 pagineConfitadode Equipos y MaquinariasAlejandro Choquela VenturaNessuna valutazione finora
- Manual de Planta Piloto 222Documento41 pagineManual de Planta Piloto 222Ortega Martinez Johanitha100% (1)
- 003 Pets - Oc Mantenimiento de Valvula Guillotina Deslizante Neumatica CFDocumento15 pagine003 Pets - Oc Mantenimiento de Valvula Guillotina Deslizante Neumatica CFEmerson Quiroz AguilarNessuna valutazione finora
- Codex AvenaDocumento4 pagineCodex AvenaNeyda EspínNessuna valutazione finora
- Riesgos LocativosDocumento28 pagineRiesgos LocativosOmar Alejandro Rivera PerezNessuna valutazione finora
- Tapadora de Botellas Plásticas Tipo Espiral - Equipos de Bebidas - JinriDocumento4 pagineTapadora de Botellas Plásticas Tipo Espiral - Equipos de Bebidas - Jinribryan cmNessuna valutazione finora
- DETERGENTES SINTETICOS SindetsDocumento9 pagineDETERGENTES SINTETICOS SindetsBrenda Vasquez ChungNessuna valutazione finora
- Mantenimiento de Cámaras de Refrigeración y Congelación.Documento23 pagineMantenimiento de Cámaras de Refrigeración y Congelación.LuisAlbertoMartínezNessuna valutazione finora
- Ficha Técnica de La CalderaDocumento4 pagineFicha Técnica de La CalderaJoel Guillen IparraguirreNessuna valutazione finora
- Gestion de La Calidad para Las ExportacionesDocumento27 pagineGestion de La Calidad para Las ExportacionesVictor Villanueva100% (1)
- 363 PDFDocumento1 pagina363 PDFdextercitomanNessuna valutazione finora
- El Azucar Es Un Insumo Importante en La Elaboración Del Manjar Ya Que Ayuda A La Conservación y Consistencia Del MismoDocumento3 pagineEl Azucar Es Un Insumo Importante en La Elaboración Del Manjar Ya Que Ayuda A La Conservación y Consistencia Del MismoJhonnathanMarciNinaNessuna valutazione finora
- Aprovechamiento Del Calor en Una CalderaDocumento3 pagineAprovechamiento Del Calor en Una CalderaJG Ramirez MNessuna valutazione finora
- Sistemas de acondicionamiento y almacenamiento de cerealesDocumento7 pagineSistemas de acondicionamiento y almacenamiento de cerealesErick RH0% (1)
- Hoja de SeguridadDocumento2 pagineHoja de SeguridadAdriana CruzadoNessuna valutazione finora
- Sopas Veganas de Vegetales y FrutasDocumento8 pagineSopas Veganas de Vegetales y FrutasYenifer Borja SibajaNessuna valutazione finora
- Manual de Mantenimiento Capacidad CongeladorDocumento7 pagineManual de Mantenimiento Capacidad CongeladorJose Luis Vargas MartinNessuna valutazione finora
- Proceso de Elaboración de Pulpa Congelada de GuayabaDocumento4 pagineProceso de Elaboración de Pulpa Congelada de GuayabaGvrNessuna valutazione finora
- Insumos Industria Carnica y de EmbutidosDocumento7 pagineInsumos Industria Carnica y de EmbutidosJhoselyn Castillo BlasNessuna valutazione finora
- Tolvas de recepción acero inoxidable almacenamiento productos agricolasDocumento2 pagineTolvas de recepción acero inoxidable almacenamiento productos agricolasFrank Cusi YucraNessuna valutazione finora
- Ají AmarilloDocumento11 pagineAjí AmarilloJesús Yalta Novoa0% (1)
- Yogurtera y CutterDocumento18 pagineYogurtera y CutterCielo Napa GuerreroNessuna valutazione finora
- Florissima Acua 2Documento5 pagineFlorissima Acua 2leon medinaNessuna valutazione finora
- Estandarización microbiológica lecheDocumento27 pagineEstandarización microbiológica lecheMaría Fernanda VegaNessuna valutazione finora
- Trabajo Practico: Ejercicio 01Documento2 pagineTrabajo Practico: Ejercicio 01Anyela PeredaNessuna valutazione finora
- Foro Analisis de AlimentosDocumento5 pagineForo Analisis de Alimentosdeysi0% (1)
- 03 - Secado de Granos y Secadoras - El Problema de La Humedad, Tipos de Secadoras, Energia y CombustionDocumento12 pagine03 - Secado de Granos y Secadoras - El Problema de La Humedad, Tipos de Secadoras, Energia y CombustionMGNM0% (1)
- 10 pasos proceso IPER riesgo trabajoDocumento3 pagine10 pasos proceso IPER riesgo trabajojonatan noel vargasNessuna valutazione finora
- Ficha Tecnica Evaporador CD304C4Documento1 paginaFicha Tecnica Evaporador CD304C4Jhonatan Ccanqquere CastroNessuna valutazione finora
- ATOMIZADORDocumento6 pagineATOMIZADORDianaSandovalNessuna valutazione finora
- Analisis Instrumental para La Determinacion de Textura en Seis Variedades de Papas Fritas ComercialesDocumento4 pagineAnalisis Instrumental para La Determinacion de Textura en Seis Variedades de Papas Fritas ComercialesMonica GomezNessuna valutazione finora
- Diagnostico EmpresarialDocumento17 pagineDiagnostico EmpresarialOscar Mauricio Ospina JimenezNessuna valutazione finora
- Transformadores en AceiteDocumento12 pagineTransformadores en AceiteSaturnino42Nessuna valutazione finora
- Caballete No.1 y No.6Documento15 pagineCaballete No.1 y No.6Osvaldo PuentesNessuna valutazione finora
- Segunda Ley de La TermodinamicaDocumento11 pagineSegunda Ley de La TermodinamicaJhon Jairo Intriago CabreraNessuna valutazione finora
- Maual de Intercambiador de Calor ColumbiaDocumento22 pagineMaual de Intercambiador de Calor ColumbiaRonaldo Javier Cabello GárateNessuna valutazione finora
- Acfrogd7ecrocf5wt0hjvz8q3ibehlpmcdg4gvwb Ir1vnyeztjbahxoqeyu Jwvzznosn Uf Zojih Bfsvnckuvoiv94bzkqcbojjsots2anyth4r1gqbsyidyj99qplnytr3y7zn8x0kuzedcDocumento2 pagineAcfrogd7ecrocf5wt0hjvz8q3ibehlpmcdg4gvwb Ir1vnyeztjbahxoqeyu Jwvzznosn Uf Zojih Bfsvnckuvoiv94bzkqcbojjsots2anyth4r1gqbsyidyj99qplnytr3y7zn8x0kuzedcCesarAlfonsoPerezOlivarNessuna valutazione finora
- Rodamientos y cojinetes: tipos y clasificaciónDocumento8 pagineRodamientos y cojinetes: tipos y clasificaciónElJuanV2Nessuna valutazione finora
- Verificación segunda condición equilibrio cuerpo rígidoDocumento12 pagineVerificación segunda condición equilibrio cuerpo rígidoOrlando Quispe ChoqueNessuna valutazione finora
- Ejercicios Resueltos Ecuaciones de Energía y TrabajoDocumento6 pagineEjercicios Resueltos Ecuaciones de Energía y TrabajoHeriberto Gonzalez RuelasNessuna valutazione finora
- Manual Del Mecánico de Servicios Automotríz Básico Cr4pH31Documento79 pagineManual Del Mecánico de Servicios Automotríz Básico Cr4pH31alexNessuna valutazione finora
- Generador Instalacion Telefonica Tipo EmpresarialDocumento39 pagineGenerador Instalacion Telefonica Tipo EmpresarialDiego OnofreNessuna valutazione finora
- Bombas de Desplazamiento Positivo: Características y TiposDocumento20 pagineBombas de Desplazamiento Positivo: Características y TiposrtegrojNessuna valutazione finora
- 1 3 1Documento18 pagine1 3 1Carlos JiménezNessuna valutazione finora
- Máquinas Simples-Tapa Con RoscaDocumento2 pagineMáquinas Simples-Tapa Con RoscaCatherine GasparNessuna valutazione finora
- Calibración inyectores motor diéselDocumento12 pagineCalibración inyectores motor diéselKevin ProañoNessuna valutazione finora
- Laboratorio 6 Fisica IDocumento28 pagineLaboratorio 6 Fisica IJose Jesus Peralta NapanNessuna valutazione finora
- Laboratorio de PsicrometríaDocumento17 pagineLaboratorio de PsicrometríaOmarCruzOrtegaNessuna valutazione finora
- Motores Diesel-Tecnología y MantenimientoDocumento28 pagineMotores Diesel-Tecnología y MantenimientoCésar Arturo Bautista UcNessuna valutazione finora
- SISTEMA de FraccionamientoDocumento13 pagineSISTEMA de FraccionamientoJaiber Sanchez DiazNessuna valutazione finora
- Seleccion de VentiladorDocumento23 pagineSeleccion de Ventiladoryamir_gacoNessuna valutazione finora
- Fuerza de presión en superficies sumergidasDocumento12 pagineFuerza de presión en superficies sumergidasMEIER JOSUE QUILLAHUAMAN HUAMANNessuna valutazione finora
- Tarea BCP Produccion 3Documento4 pagineTarea BCP Produccion 3Gunnar Leonardo Gutiérrez QuisbertNessuna valutazione finora
- Act 2 PREGUNTAS ALEACIONESDocumento6 pagineAct 2 PREGUNTAS ALEACIONESLUAR PADRONNessuna valutazione finora
- Fundamentos de HidraulicaDocumento264 pagineFundamentos de HidraulicagomibatNessuna valutazione finora
- Prac 9Documento1 paginaPrac 9Abraham Valencia SaavedraNessuna valutazione finora
- Vigas Hiperestáticas y Esfuerzos CombinadosDocumento31 pagineVigas Hiperestáticas y Esfuerzos CombinadosGetza RumboNessuna valutazione finora
- Soluciones de Las Ecuaciones de Convección para Una Placa PlanaDocumento5 pagineSoluciones de Las Ecuaciones de Convección para Una Placa PlanaRAUL APAZA ROQUENessuna valutazione finora
- Gost Iso 4032-2014 RusoDocumento14 pagineGost Iso 4032-2014 RusoCarmen CespedesNessuna valutazione finora
- Propiedades estado líquidoDocumento6 paginePropiedades estado líquidoJuan Jesús OrtízNessuna valutazione finora
- Conceptos Generales de Las Propiedades de Los MaterialesDocumento15 pagineConceptos Generales de Las Propiedades de Los MaterialesJosé Oscar Vázquez EspinosaNessuna valutazione finora
- Elementos para Obtener El Módulo de Reacción de SubrasanteDocumento14 pagineElementos para Obtener El Módulo de Reacción de Subrasantebcsalcedo1994Nessuna valutazione finora
- Elevador Hidráulico 2Documento6 pagineElevador Hidráulico 2Jesus AlfredoNessuna valutazione finora