Potrebbero piacerti anche
- Process of Refinery: Chapter-1Documento43 pagineProcess of Refinery: Chapter-1veena0602Nessuna valutazione finora
- Characteristics and Uses of Petroleum FractionsDocumento1 paginaCharacteristics and Uses of Petroleum FractionsXiiao Xiiao Lingzz100% (1)
- HPCL IT DHDS Block OverviewDocumento37 pagineHPCL IT DHDS Block OverviewSrija Mummidi100% (1)
- Brochure Uk ProductsDocumento2 pagineBrochure Uk ProductsJavier TrujillanoNessuna valutazione finora
- ESP Pakistan Equity Strategy 2018Documento53 pagineESP Pakistan Equity Strategy 2018Farhan RafiqNessuna valutazione finora
- DCC EngDocumento1 paginaDCC Engwahaha06Nessuna valutazione finora
- Ertc 2017 PTQDocumento20 pagineErtc 2017 PTQnghiemta18Nessuna valutazione finora
- Assignment NO 3:: Question 1: Define Cracking. Classify Cracking OperationsDocumento6 pagineAssignment NO 3:: Question 1: Define Cracking. Classify Cracking OperationsMilan MoradiyaNessuna valutazione finora
- Annexure - 1 Fuel and Ash AnalysisDocumento3 pagineAnnexure - 1 Fuel and Ash AnalysisashokNessuna valutazione finora
- 00 PR PH 00002 - 2 Service Definition PhilosophyDocumento8 pagine00 PR PH 00002 - 2 Service Definition PhilosophyStevanNikolicNessuna valutazione finora
- Equatran-G Units PDFDocumento4 pagineEquatran-G Units PDFKyle LazzaroNessuna valutazione finora
- Uses of PetroleumDocumento2 pagineUses of PetroleumXiiao Xiiao LingzzNessuna valutazione finora
- Innovation For Refinery With ModellingDocumento5 pagineInnovation For Refinery With ModellingJulio Adolfo López PortocarreroNessuna valutazione finora
- Murphy Oil USA, Inc Meraux Refinery SO2 Emission Basis ObjectionsDocumento43 pagineMurphy Oil USA, Inc Meraux Refinery SO2 Emission Basis ObjectionsHot TopicsNessuna valutazione finora
- Petroleum Refinery: Fryad Mohammed SharifDocumento8 paginePetroleum Refinery: Fryad Mohammed SharifSander LukeNessuna valutazione finora
- Advanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsDocumento12 pagineAdvanced Catalytic Olefins ACO First Commercial Demonstration Unit Begins OperationsmakhadermfNessuna valutazione finora
- sơ đồ công nghệDocumento8 paginesơ đồ công nghệDương Nguyễn TùngNessuna valutazione finora
- Mathura Refinery ReportDocumento82 pagineMathura Refinery ReportAbhisheik Tripathi80% (5)
- Cryogenic and Its ApplicationDocumento11 pagineCryogenic and Its ApplicationBhoomika MansharamaniNessuna valutazione finora
- TCM 701Documento20 pagineTCM 701OYINLOLA ADESOKANNessuna valutazione finora
- TOTAL Modeling and Optimization of Fluid Catalytic Cracking UnitsDocumento19 pagineTOTAL Modeling and Optimization of Fluid Catalytic Cracking Unitssaleh4060Nessuna valutazione finora
- BFD Coal To PropyleneDocumento1 paginaBFD Coal To PropyleneEmir DjafarNessuna valutazione finora
- 112 Refinery Overview ChevronDocumento2 pagine112 Refinery Overview Chevronupender345Nessuna valutazione finora
- Enhancement of Hydrotreating Process Evaluation: Correlation Between Feedstock Properties, In-Line Monitoring and Catalyst DeactivationDocumento13 pagineEnhancement of Hydrotreating Process Evaluation: Correlation Between Feedstock Properties, In-Line Monitoring and Catalyst Deactivationleilasalimleal_27406Nessuna valutazione finora
- Solvent Deasphalting of Saudi Residue To Produce Hard AsphaltDocumento7 pagineSolvent Deasphalting of Saudi Residue To Produce Hard AsphaltBahar MeschiNessuna valutazione finora
- Process ManualDocumento47 pagineProcess ManualmayankkhNessuna valutazione finora
- Coke Drum DesignDocumento6 pagineCoke Drum Designkutts76Nessuna valutazione finora
- JamnagarDocumento3 pagineJamnagarkallurisuryaNessuna valutazione finora
- SMID - 213 - Natural Gas Condensate Sour PDFDocumento13 pagineSMID - 213 - Natural Gas Condensate Sour PDFmahdiscribdNessuna valutazione finora
- 6 UOP. Honeywel Egypt - Technologies For Distillate Production - Hydrocracking - E SvenssonDocumento17 pagine6 UOP. Honeywel Egypt - Technologies For Distillate Production - Hydrocracking - E SvenssonCamilo inversionesNessuna valutazione finora
- 2014 PTQ q1Documento156 pagine2014 PTQ q1coolvishal2003100% (1)
- New Hydroprocessing Approaches To Increase Petrochemicals Production Rev 4Documento11 pagineNew Hydroprocessing Approaches To Increase Petrochemicals Production Rev 4nishilgeorgeNessuna valutazione finora
- 2012 PTQ q1Documento132 pagine2012 PTQ q1jainrakeshj4987Nessuna valutazione finora
- Fluid Catalytic Cracking of Heavy (Residual) Oil Fractions A Review PDFDocumento21 pagineFluid Catalytic Cracking of Heavy (Residual) Oil Fractions A Review PDFMmediong UdofiaNessuna valutazione finora
- Composition Gas OilDocumento14 pagineComposition Gas OilRavikant KumarNessuna valutazione finora
- Removal+Characteristics+of+CO2+Using+Aqueous+MEA AMP+Solutions+in+the+Absorption+and+Regeneration+ProcessDocumento7 pagineRemoval+Characteristics+of+CO2+Using+Aqueous+MEA AMP+Solutions+in+the+Absorption+and+Regeneration+ProcessEduardoToscano7Nessuna valutazione finora
- Modeling of Hydro CrackerDocumento19 pagineModeling of Hydro Crackerapi-3709413100% (2)
- HPCL Vizag RefineryDocumento26 pagineHPCL Vizag RefinerykshitijNessuna valutazione finora
- 10 - Latest Developments in Hydrocracking Catalysts Proceedings PDFDocumento26 pagine10 - Latest Developments in Hydrocracking Catalysts Proceedings PDFmujeebtalib100% (1)
- 27 UnionfiningDocumento2 pagine27 Unionfiningali11111Nessuna valutazione finora
- Energy Optimization of Crude Oil Distillation Using Different Designs of Pre-Flash Drums PDFDocumento7 pagineEnergy Optimization of Crude Oil Distillation Using Different Designs of Pre-Flash Drums PDFGabriela Urdaneta100% (1)
- 104SE-Combining New and Old Technologies - Inlet Diffuser and Random Packing Dramatically Improve Reactor PerformanceDocumento10 pagine104SE-Combining New and Old Technologies - Inlet Diffuser and Random Packing Dramatically Improve Reactor PerformanceSHINessuna valutazione finora
- HPCL-Mittal Energy Limited: Corporate ProfileDocumento11 pagineHPCL-Mittal Energy Limited: Corporate ProfileJordan RockNessuna valutazione finora
- Abelmarle Referencia KF-868 PDFDocumento24 pagineAbelmarle Referencia KF-868 PDFEdgar Hector GarciaNessuna valutazione finora
- Petroleum Refining and Economics: Kobbina Awuah (Machinery Engineer/Project Manager, Conocophillips-Bayway Refinery)Documento21 paginePetroleum Refining and Economics: Kobbina Awuah (Machinery Engineer/Project Manager, Conocophillips-Bayway Refinery)GNessuna valutazione finora
- Properties : Naphtha (Documento3 pagineProperties : Naphtha (Sampathkumar AttuluriNessuna valutazione finora
- Reforming Catalyst Regenration: M.Saleem Chohan Syed Kashif HassanDocumento17 pagineReforming Catalyst Regenration: M.Saleem Chohan Syed Kashif HassanSaleem ChohanNessuna valutazione finora
- Fluid Catalytic Craking Unit (Fccu)Documento6 pagineFluid Catalytic Craking Unit (Fccu)Nitin VarshneyNessuna valutazione finora
- Sintering The Main Cause of DeactivationDocumento2 pagineSintering The Main Cause of DeactivationCai ZiminNessuna valutazione finora
- JPT 2017-NoviembreDocumento84 pagineJPT 2017-Noviembreabraham dominguezNessuna valutazione finora
- Preflash DrumDocumento27 paginePreflash DrumGarry David100% (1)
- Sweetening LPG With AminesDocumento8 pagineSweetening LPG With AminessizwehNessuna valutazione finora
- Eliminating Inert Entry For CatalystDocumento2 pagineEliminating Inert Entry For CatalystAndri SaputraNessuna valutazione finora
- Coking and Thermal ProcessesDocumento8 pagineCoking and Thermal ProcessesWulandariNessuna valutazione finora
- Hydrogen and Syngas Production and Purification TechnologiesDa EverandHydrogen and Syngas Production and Purification TechnologiesNessuna valutazione finora
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsDa EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNessuna valutazione finora
- Control Systems (CY2C2) S - Plane: Xia HongDocumento12 pagineControl Systems (CY2C2) S - Plane: Xia HongSadagopan RajaNessuna valutazione finora
- Lecture 9 - Discrete Fourier Transform and Fast Fourier Transform (I)Documento19 pagineLecture 9 - Discrete Fourier Transform and Fast Fourier Transform (I)Sadagopan RajaNessuna valutazione finora
- 1 Discrete-Time Fourier Transform (DTFT) : Indian Institute of Technology BombayDocumento14 pagine1 Discrete-Time Fourier Transform (DTFT) : Indian Institute of Technology BombaySadagopan RajaNessuna valutazione finora
- Fundamentals Training: Think About ControlDocumento23 pagineFundamentals Training: Think About ControlSadagopan RajaNessuna valutazione finora
- Vacancy Tanca20Documento87 pagineVacancy Tanca20Sadagopan RajaNessuna valutazione finora
- Anna University Chennai:: Chennai - 600025. Office of The Controller of Examinations Rank List April / May 2020 ExaminationsDocumento43 pagineAnna University Chennai:: Chennai - 600025. Office of The Controller of Examinations Rank List April / May 2020 ExaminationsSadagopan RajaNessuna valutazione finora
- Anna University Chennai:: Chennai - 600025. Office of The Controller of Examinations Rank List April / May 2020 ExaminationsDocumento30 pagineAnna University Chennai:: Chennai - 600025. Office of The Controller of Examinations Rank List April / May 2020 ExaminationsSadagopan RajaNessuna valutazione finora
- Ma3024: Statistical Digital Signal ProcessingDocumento1 paginaMa3024: Statistical Digital Signal ProcessingSadagopan RajaNessuna valutazione finora
- Ma3024: Statistical Digital Signal ProcessingDocumento1 paginaMa3024: Statistical Digital Signal ProcessingSadagopan RajaNessuna valutazione finora
- Ma3024 Statistical Digital Signal Processing PDFDocumento1 paginaMa3024 Statistical Digital Signal Processing PDFSadagopan RajaNessuna valutazione finora
- 13-Ec 535 Statistical Signal ProcessingDocumento1 pagina13-Ec 535 Statistical Signal ProcessingSadagopan RajaNessuna valutazione finora
- INDUSTRIAL REPORT - Water - TreatmentDocumento37 pagineINDUSTRIAL REPORT - Water - TreatmentSadagopan RajaNessuna valutazione finora
- Conductivity of Water: Based On ISO Standard 7888:1985Documento4 pagineConductivity of Water: Based On ISO Standard 7888:1985Sadagopan RajaNessuna valutazione finora
- SAT Subject Physics Formula ReferenceDocumento14 pagineSAT Subject Physics Formula Referencementalist302Nessuna valutazione finora
- Sharp CD-M5000W CP-M5000Documento6 pagineSharp CD-M5000W CP-M5000Unsk Vocesmuertas AsperNessuna valutazione finora
- Solar Energy and Radiation Terminologies: Dr. Sudhir KumarDocumento24 pagineSolar Energy and Radiation Terminologies: Dr. Sudhir KumarAyman OsamaNessuna valutazione finora
- Trabajo Con NeplanDocumento122 pagineTrabajo Con NeplanrdelgranadoNessuna valutazione finora
- Conservation of Energy LabDocumento2 pagineConservation of Energy Labapi-292550476Nessuna valutazione finora
- GE MCBsDocumento1 paginaGE MCBsakhileshgoswami5533Nessuna valutazione finora
- Elecments of Mechanical Engineering June 2012 NewDocumento3 pagineElecments of Mechanical Engineering June 2012 NewPrasad C MNessuna valutazione finora
- Pump Energy Efficiency Calculation ToolDocumento8 paginePump Energy Efficiency Calculation Toolqwerty_conanNessuna valutazione finora
- Biogas Operational ParametersDocumento5 pagineBiogas Operational ParametersJDPSoaresNessuna valutazione finora
- B. Sc. Engg. Session: 2008-2009: Department of Chemical Engineering & Polymer Science, SUSTDocumento18 pagineB. Sc. Engg. Session: 2008-2009: Department of Chemical Engineering & Polymer Science, SUSTshajib_sustNessuna valutazione finora
- 010 Tank Condition 03-05-20Documento22 pagine010 Tank Condition 03-05-20Nur SahirohNessuna valutazione finora
- En B06 Inverter, Soft - StarterDocumento20 pagineEn B06 Inverter, Soft - Startertokio2424Nessuna valutazione finora
- Breathe Your Limitations Away FullDocumento88 pagineBreathe Your Limitations Away FullNikolina Zaljubljena JajacNessuna valutazione finora
- Coal Milling System Gyanendra Sharma NPTI DelhiDocumento79 pagineCoal Milling System Gyanendra Sharma NPTI DelhiNPTINessuna valutazione finora
- Design of Mechanical Drive For Diesel Engine Test Rig: BackgroundDocumento10 pagineDesign of Mechanical Drive For Diesel Engine Test Rig: BackgroundAyuguNessuna valutazione finora
- Performance Analysis of Three Phase Integrated Generation of SOFC Solid Oxide Fuel Cell PV Photovoltaic With IC MPPT Maximum Power Point Tracking ControllerDocumento5 paginePerformance Analysis of Three Phase Integrated Generation of SOFC Solid Oxide Fuel Cell PV Photovoltaic With IC MPPT Maximum Power Point Tracking ControllerLala MosaNessuna valutazione finora
- Flicker Analysis and Methods For Electric Arc Furnace Flicker (EAF) MitigationDocumento6 pagineFlicker Analysis and Methods For Electric Arc Furnace Flicker (EAF) MitigationIndah PermataNessuna valutazione finora
- Growatt HPS 50 Manual 2017-04Documento22 pagineGrowatt HPS 50 Manual 2017-04Robin GomezNessuna valutazione finora
- PERKINS 1375-1880 kVA: Technical SpecificationsDocumento2 paginePERKINS 1375-1880 kVA: Technical SpecificationsAnamta KhanNessuna valutazione finora
- LC1D115P7: Product Data SheetDocumento3 pagineLC1D115P7: Product Data Sheetflasher_for_nokiaNessuna valutazione finora
- EE367 New and Renewable Energy SystemsDocumento2 pagineEE367 New and Renewable Energy SystemsSREEHARI S JNessuna valutazione finora
- Manual Basler Avr Aec42 7Documento4 pagineManual Basler Avr Aec42 7Raul E. SoliNessuna valutazione finora
- Power Transfer Capability of HVAC Cables For Subsea Transmission and Distribution SystemsDocumento11 paginePower Transfer Capability of HVAC Cables For Subsea Transmission and Distribution SystemsSofyanNessuna valutazione finora
- Perbedaan Hill Climbing Dan P&ODocumento13 paginePerbedaan Hill Climbing Dan P&Obaymax love spideyNessuna valutazione finora
- MS Case 2Documento6 pagineMS Case 2Dalia Joy ChanNessuna valutazione finora
- Assignment 5 Economic Dispatch of GenerationDocumento4 pagineAssignment 5 Economic Dispatch of GenerationCharandeep TirkeyNessuna valutazione finora
- Quantum Mechanics QuestionDocumento4 pagineQuantum Mechanics QuestionankitNessuna valutazione finora
- Floating Power Plant Research PaperDocumento11 pagineFloating Power Plant Research PaperVikas PatelNessuna valutazione finora
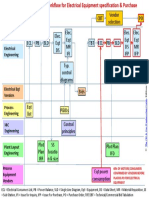
- Elec Workflow PDFDocumento1 paginaElec Workflow PDFTejas Patel100% (1)
- Smart Power Generation by Wasted HeatDocumento5 pagineSmart Power Generation by Wasted HeatVedant ChoudharyNessuna valutazione finora