Potrebbero piacerti anche
- Risk Management Planning A Complete Guide - 2020 EditionDa EverandRisk Management Planning A Complete Guide - 2020 EditionNessuna valutazione finora
- Reliability and Probabilistic Safety Assessment in Multi-Unit Nuclear Power PlantsDa EverandReliability and Probabilistic Safety Assessment in Multi-Unit Nuclear Power PlantsValutazione: 5 su 5 stelle5/5 (1)
- Single-Use Technology in Biopharmaceutical ManufactureDa EverandSingle-Use Technology in Biopharmaceutical ManufactureNessuna valutazione finora
- Designing Aluminum CansDocumento7 pagineDesigning Aluminum CansAmiel Dionisio100% (1)
- Operations Intelligence Complete Self-Assessment GuideDa EverandOperations Intelligence Complete Self-Assessment GuideNessuna valutazione finora
- Business Excellence A Complete Guide - 2020 EditionDa EverandBusiness Excellence A Complete Guide - 2020 EditionNessuna valutazione finora
- Business alliance The Ultimate Step-By-Step GuideDa EverandBusiness alliance The Ultimate Step-By-Step GuideNessuna valutazione finora
- Woodfuel StorageDocumento12 pagineWoodfuel StoragedgcereijoNessuna valutazione finora
- R&D ManagementDocumento12 pagineR&D ManagementShweta-ithemeNessuna valutazione finora
- Engineers View of Human Error - KletzDocumento53 pagineEngineers View of Human Error - KletzRdW992049RdWNessuna valutazione finora
- Integrity Management A Complete Guide - 2020 EditionDa EverandIntegrity Management A Complete Guide - 2020 EditionNessuna valutazione finora
- Quality Management System Process A Complete Guide - 2020 EditionDa EverandQuality Management System Process A Complete Guide - 2020 EditionNessuna valutazione finora
- Session01 - Introduction To Material ManagementDocumento45 pagineSession01 - Introduction To Material Managementnikhil_rayasam100% (2)
- Lean AccountingDocumento16 pagineLean AccountingJonas LeoNessuna valutazione finora
- Larkin You Know Safety But Not CommunicationDocumento16 pagineLarkin You Know Safety But Not CommunicationDavidNessuna valutazione finora
- 4.2 Process CapacityDocumento11 pagine4.2 Process Capacitysaheb167Nessuna valutazione finora
- Pass 99 IntegraciónDocumento21 paginePass 99 IntegraciónVida630629Nessuna valutazione finora
- Case Study and Process TracingDocumento21 pagineCase Study and Process TracingUn Mar De CopasNessuna valutazione finora
- Continuous Improvement Strategies in The Mining IndustriesDocumento37 pagineContinuous Improvement Strategies in The Mining IndustriesbernardNessuna valutazione finora
- 2005 L A B Guidance Document Rev 2 PDFDocumento47 pagine2005 L A B Guidance Document Rev 2 PDFTony SinambelaNessuna valutazione finora
- 9 Key Strategies To Minimize The Cost of Poor Quality - Insights PDFDocumento6 pagine9 Key Strategies To Minimize The Cost of Poor Quality - Insights PDFAlsayed DiabNessuna valutazione finora
- Functional Coatings For Battery Electric VehiclesDocumento18 pagineFunctional Coatings For Battery Electric VehiclesMatíaz MadafNessuna valutazione finora
- Welcome To Sheq FoundationDocumento8 pagineWelcome To Sheq FoundationElla AgbettorNessuna valutazione finora
- Diaper Rash GuideDocumento5 pagineDiaper Rash GuideLaras Ciingu SyahrezaNessuna valutazione finora
- 10 Ways To Reduce Fleet Costs: Accident Prevention (Documento8 pagine10 Ways To Reduce Fleet Costs: Accident Prevention (Habib AbboudNessuna valutazione finora
- ADC Skan Occupational SafetyDocumento6 pagineADC Skan Occupational SafetyjmittalNessuna valutazione finora
- 6F My DissirtationDocumento199 pagine6F My Dissirtationأ. محمد عمر عبدالرحيمNessuna valutazione finora
- Fluidized Bed System DesignDocumento18 pagineFluidized Bed System DesignAhmed AliNessuna valutazione finora
- Ip ProjectDocumento19 pagineIp ProjectSoham JadhavNessuna valutazione finora
- Manage Operational PlanDocumento11 pagineManage Operational Planneha100% (1)
- Literature Review 1 PageDocumento9 pagineLiterature Review 1 PageMahbub HussainNessuna valutazione finora
- The Asset Management Capability Delivery Model: 1 March 2017Documento12 pagineThe Asset Management Capability Delivery Model: 1 March 2017Adham ElbrawyNessuna valutazione finora
- Models For Quality Control/ Process Control and Improvement Models For Quality Control/ Process Control and ImprovementDocumento48 pagineModels For Quality Control/ Process Control and Improvement Models For Quality Control/ Process Control and ImprovementAdv Ramesh BabuNessuna valutazione finora
- Potential of Solar Water Distillation For IntegratedDocumento3 paginePotential of Solar Water Distillation For IntegratedRahul TripathiNessuna valutazione finora
- Dr. Noor Session On Problem Solving Aug 2018Documento43 pagineDr. Noor Session On Problem Solving Aug 2018shaziafirdoosNessuna valutazione finora
- 2 2b Silicon Microfabrication Part 2Documento45 pagine2 2b Silicon Microfabrication Part 2Mạnh HiệpNessuna valutazione finora
- CATWOE and Stakeholder, Cost Benefit AnalysisDocumento7 pagineCATWOE and Stakeholder, Cost Benefit AnalysispreeyalNessuna valutazione finora
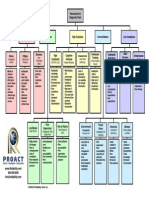
- Proact Rca TemplateDocumento1 paginaProact Rca Templatetristanmaharaj100% (1)
- Guide To IEC 62353 2015 UKDocumento25 pagineGuide To IEC 62353 2015 UKavsuNessuna valutazione finora
- Jet MillDocumento0 pagineJet Millashudeva12Nessuna valutazione finora
- Programme-Managing Organisational Performance and Innovative ImprovementDocumento23 pagineProgramme-Managing Organisational Performance and Innovative ImprovementTim Molefi100% (1)
- Challenges in Injectables (Contract) ManufacturingDocumento44 pagineChallenges in Injectables (Contract) ManufacturingManish Bhatkar100% (1)
- Contamination Control MOOGDocumento16 pagineContamination Control MOOGmch77014Nessuna valutazione finora
- Decision Driven ReorganizationDocumento26 pagineDecision Driven ReorganizationMd. Mesbah Uddin100% (1)
- Level Filler enDocumento36 pagineLevel Filler enDdt WahyudiNessuna valutazione finora
- Linear Regression 102: Stability Shelf Life Estimation Using Analysis of CovarianceDocumento22 pagineLinear Regression 102: Stability Shelf Life Estimation Using Analysis of CovariancetvvsagarNessuna valutazione finora
- A3 Problem Solving Training Course OutlineDocumento1 paginaA3 Problem Solving Training Course OutlineNedra DebbechNessuna valutazione finora
- Life Cycle Costing: Advanced Managerial Accounting Term ReportDocumento18 pagineLife Cycle Costing: Advanced Managerial Accounting Term ReportNova Blue ComputingNessuna valutazione finora
- Graphical Method of LPDocumento16 pagineGraphical Method of LPsleshiNessuna valutazione finora
- R&D ManagementDocumento10 pagineR&D ManagementRafael KiemoNessuna valutazione finora
- NQA ISO 14001 2015 Transition GuidanceDocumento6 pagineNQA ISO 14001 2015 Transition GuidanceMarios AndreouuNessuna valutazione finora
- ISO 109931 Devices Guidance - 0Documento68 pagineISO 109931 Devices Guidance - 0Dipo2Nessuna valutazione finora
- BatteryElectricVehicleLCA2012 RH PTDDocumento33 pagineBatteryElectricVehicleLCA2012 RH PTDfx2009Nessuna valutazione finora
- Director Operations Manufacturing Production in Philadelphia PA Resume Charles AltmanDocumento3 pagineDirector Operations Manufacturing Production in Philadelphia PA Resume Charles AltmanCharlesAltmanNessuna valutazione finora
- Ultrasonic Live Machine Hands On FPH 191112 (MBe)Documento61 pagineUltrasonic Live Machine Hands On FPH 191112 (MBe)Anonymous fCp1HRwpNessuna valutazione finora
- IFA LAWS of The GAME 2017 PDFDocumento10 pagineIFA LAWS of The GAME 2017 PDFAnonymous fCp1HRwpNessuna valutazione finora
- Lean Manufacturing Tools Techniques and How To Use ThemDocumento245 pagineLean Manufacturing Tools Techniques and How To Use Themhugoferto100% (38)
- Ejection Temperature RequiredDocumento4 pagineEjection Temperature RequiredAnonymous fCp1HRwpNessuna valutazione finora
- Polymers Part 2Documento1 paginaPolymers Part 2Anonymous fCp1HRwpNessuna valutazione finora
- MouldDesignRecommendations V1.02Documento14 pagineMouldDesignRecommendations V1.02lumagmNessuna valutazione finora
- MoldFlow Key ResultsDocumento3 pagineMoldFlow Key ResultsAnonymous fCp1HRwpNessuna valutazione finora
- Custom Conformal Cooling For Injection MoldingDocumento8 pagineCustom Conformal Cooling For Injection MoldingAnonymous fCp1HRwpNessuna valutazione finora
- Injection MoldingDocumento8 pagineInjection MoldingDebasmiti MishraNessuna valutazione finora
- Overdrying of Nylon and PBT - FIMMTECH INC PDFDocumento5 pagineOverdrying of Nylon and PBT - FIMMTECH INC PDFAnonymous fCp1HRwp0% (1)
- IDES Troubleshooting FlipchartDocumento2 pagineIDES Troubleshooting FlipchartAnonymous fCp1HRwp100% (1)
- DOE - The Cosmetic and Dimensional Process Window FIMMTECH INCDocumento5 pagineDOE - The Cosmetic and Dimensional Process Window FIMMTECH INCKAMAL BEHLNessuna valutazione finora
- Selection of DOE Parameters in Injection Molding - Suhas Kulkarni FIMMTECH Inc PDFDocumento8 pagineSelection of DOE Parameters in Injection Molding - Suhas Kulkarni FIMMTECH Inc PDFAnonymous fCp1HRwpNessuna valutazione finora
- Fda PDFDocumento70 pagineFda PDFAnonymous fCp1HRwpNessuna valutazione finora
- Ips 5e Minitab ManualDocumento256 pagineIps 5e Minitab ManualVi BiNessuna valutazione finora
- Minitab17 GettingStarted enDocumento83 pagineMinitab17 GettingStarted enBramantiyo Eko PNessuna valutazione finora
- Fda PDFDocumento70 pagineFda PDFAnonymous fCp1HRwpNessuna valutazione finora
- Tennessee DOT (Department of Transportation)Documento2 pagineTennessee DOT (Department of Transportation)Anonymous fCp1HRwpNessuna valutazione finora
- 01.english Version of Korean PGDocumento3 pagine01.english Version of Korean PGAnonymous fCp1HRwpNessuna valutazione finora
- Overhead Line SolutionsDocumento8 pagineOverhead Line SolutionsDomingo O Chavez PeñaNessuna valutazione finora
- Accounting Graded AssignmentsDocumento19 pagineAccounting Graded AssignmentsAnnela EasyNessuna valutazione finora
- Chem 111a - Activity No. 2Documento5 pagineChem 111a - Activity No. 2MARY KATE FATIMA BAUTISTANessuna valutazione finora
- History and Development of StatisticsDocumento4 pagineHistory and Development of Statisticsjosedenniolim96% (27)
- DQI and Use Mentors JDDocumento2 pagineDQI and Use Mentors JDLunaltNessuna valutazione finora
- Contract of EmploymentDocumento5 pagineContract of EmploymentFarisNessuna valutazione finora
- Research On Restaurant DesignDocumento20 pagineResearch On Restaurant DesignCrizalene Caballero100% (1)
- Basic Services and Facilities Matrix - Local Gov''tDocumento2 pagineBasic Services and Facilities Matrix - Local Gov''tMishi Liao100% (2)
- Gas Agency Management SystemDocumento78 pagineGas Agency Management SystemManish Sharma100% (2)
- A218437 HUET PDFDocumento271 pagineA218437 HUET PDFKayser_MNessuna valutazione finora
- Group 5 Transforming Banana Stem Waste To Eco Tote Bag.Documento4 pagineGroup 5 Transforming Banana Stem Waste To Eco Tote Bag.Gabriel Abram JopiaNessuna valutazione finora
- Roger Rabbit:, Forest Town, CA 90020Documento3 pagineRoger Rabbit:, Forest Town, CA 90020Marc TNessuna valutazione finora
- HPDocumento71 pagineHPRazvan OracelNessuna valutazione finora
- Release Notes Csi Bridge V 2020Documento9 pagineRelease Notes Csi Bridge V 2020Abdul KadirNessuna valutazione finora
- LC1D40008B7: Product Data SheetDocumento4 pagineLC1D40008B7: Product Data SheetLê Duy MinhNessuna valutazione finora
- Numerical Simulation of Turbulent Flow Over Surface Mounted Obstacles With Sharp Edges and CornersDocumento19 pagineNumerical Simulation of Turbulent Flow Over Surface Mounted Obstacles With Sharp Edges and CornersHelen ChoiNessuna valutazione finora
- Designing The Highway: Reported By: Juvy Ann Acabo Czarina AguilarDocumento12 pagineDesigning The Highway: Reported By: Juvy Ann Acabo Czarina AguilarCzarinaCanarAguilarNessuna valutazione finora
- Piston EffectDocumento11 paginePiston EffectBK180Nessuna valutazione finora
- Designing A 3D Jewelry ModelDocumento4 pagineDesigning A 3D Jewelry ModelAbdulrahman JradiNessuna valutazione finora
- QuaverEd Lesson Plan 6-7Documento10 pagineQuaverEd Lesson Plan 6-7zgyleopardNessuna valutazione finora
- Tutorial Chapter 3Documento9 pagineTutorial Chapter 3Sirhan HelmiNessuna valutazione finora
- Vibroscreen BrochureDocumento12 pagineVibroscreen BrochureVarun MalhotraNessuna valutazione finora
- 3-Module 3-23-Feb-2021Material I 23-Feb-2021 Error Detection and CorrectionDocumento39 pagine3-Module 3-23-Feb-2021Material I 23-Feb-2021 Error Detection and CorrectionPIYUSH RAJ GUPTA 19BCE2087Nessuna valutazione finora
- MCQ Criminal Law 1Documento18 pagineMCQ Criminal Law 1Clark Vincent Ponla0% (1)
- Starbucks Delivering Customer Service Case Solution PDFDocumento2 pagineStarbucks Delivering Customer Service Case Solution PDFRavia SharmaNessuna valutazione finora
- Meeting Request LetterDocumento2 pagineMeeting Request LetterRagni Tayal100% (1)
- KACE SeDocumento63 pagineKACE SeAbdul RahimNessuna valutazione finora
- Insular Bank of Asia vs. InciongDocumento11 pagineInsular Bank of Asia vs. InciongChristiane Marie BajadaNessuna valutazione finora
- DBMS Imp QNDocumento24 pagineDBMS Imp QNShivam kumarNessuna valutazione finora
- MSW - 1 - 2016 Munisicpal Solid Waste Rules-2016 - Vol IDocumento96 pagineMSW - 1 - 2016 Munisicpal Solid Waste Rules-2016 - Vol Inimm1962Nessuna valutazione finora