Potrebbero piacerti anche
- WPQ WeldCanada PDFDocumento1 paginaWPQ WeldCanada PDFAhmad DanielNessuna valutazione finora
- Cert Piping W54.5Documento2 pagineCert Piping W54.5SANU0% (1)
- I-963 Welder Certificate Smaw-Gtaw-1Documento1 paginaI-963 Welder Certificate Smaw-Gtaw-1nivedithdigitals onlineservices100% (1)
- 175 Smaw Zug Asme (Muhammad Wardi 3g) WPQDocumento4 pagine175 Smaw Zug Asme (Muhammad Wardi 3g) WPQMuhammad Fitransyah Syamsuar PutraNessuna valutazione finora
- Wip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreDocumento3 pagineWip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreVijayabaraniNessuna valutazione finora
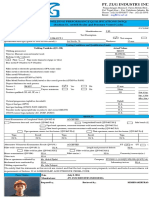
- PT. ZUG INDUSTRY WELDING QUALIFICATION DOCUMENTDocumento4 paginePT. ZUG INDUSTRY WELDING QUALIFICATION DOCUMENTMuhammad Fitransyah Syamsuar PutraNessuna valutazione finora
- PT. VISTA BANGUN UTAMA Welder QualificationDocumento1 paginaPT. VISTA BANGUN UTAMA Welder QualificationHaryanto RNessuna valutazione finora
- Welder Performance Qualification (WPQ) According To ASME IX Hassan HussienDocumento1 paginaWelder Performance Qualification (WPQ) According To ASME IX Hassan HussienMahmoud shawkyNessuna valutazione finora
- Welder Certificate Akilesh YadavDocumento1 paginaWelder Certificate Akilesh Yadavtripatipankaj023Nessuna valutazione finora
- WPQ Sunil Yadav W-13 PQR 003 Smaw - PipeDocumento1 paginaWPQ Sunil Yadav W-13 PQR 003 Smaw - Pipeharshileng3992100% (1)
- Dokumen - Tips Wqt-FormatDocumento2 pagineDokumen - Tips Wqt-FormatMr Pie100% (1)
- Request for Welding Procedure ApprovalDocumento10 pagineRequest for Welding Procedure ApprovalAlam MD SazidNessuna valutazione finora
- 163 Gmaw Zug Asme (Sri Supatmi 3g) WPQDocumento4 pagine163 Gmaw Zug Asme (Sri Supatmi 3g) WPQMuhammad Fitransyah Syamsuar PutraNessuna valutazione finora
- Welding Procedure Qualification Records (WPQR) : (Section IX, ASME Boiler and Pressure Vessel Code)Documento2 pagineWelding Procedure Qualification Records (WPQR) : (Section IX, ASME Boiler and Pressure Vessel Code)ngonphanhoangNessuna valutazione finora
- WPS PQR PDFDocumento23 pagineWPS PQR PDFtomj9104Nessuna valutazione finora
- WOPQ Form English1Documento2 pagineWOPQ Form English1oaperuchenaNessuna valutazione finora
- QW-484A (WPQ) GTAW 4MM FilletDocumento2 pagineQW-484A (WPQ) GTAW 4MM FilletBalkishan Dyavanapelly100% (1)
- Asme PQR DemoDocumento3 pagineAsme PQR DemoMuthusamy AyyanapillaiNessuna valutazione finora
- Weld Summary: SATIP-W-011-01 SATR-W-2008 30/apr/13 19/04/2020Documento3 pagineWeld Summary: SATIP-W-011-01 SATR-W-2008 30/apr/13 19/04/2020bishalNessuna valutazione finora
- Welding Procedure Specification For GTAW & GMAWDocumento4 pagineWelding Procedure Specification For GTAW & GMAWanh thoNessuna valutazione finora
- SMAW DuniDocumento4 pagineSMAW DuniMuhammad Fitransyah Syamsuar PutraNessuna valutazione finora
- Sabari Engineering PQRDocumento3 pagineSabari Engineering PQRAdvanced Quality Centre AQC100% (1)
- Welder Qualification Test Record for NDBDocumento1 paginaWelder Qualification Test Record for NDBAli HammoudaNessuna valutazione finora
- Wps - Asme Ix - Gtaw - Plat SteDocumento6 pagineWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNessuna valutazione finora
- Qualified Welder List Valid Until - 03-12-2019Documento2 pagineQualified Welder List Valid Until - 03-12-2019csolanki6586100% (1)
- PT Kuwera Karya Me: PanduDocumento2 paginePT Kuwera Karya Me: PanduGalang Pratama PutraNessuna valutazione finora
- ASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationDocumento2 pagineASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationAmit SharmaNessuna valutazione finora
- Aws 001Documento1 paginaAws 001akshay sarfareNessuna valutazione finora
- Welder ID Card BRE KarahaDocumento5 pagineWelder ID Card BRE KarahaHerruSetiawan100% (1)
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocumento3 pagineDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNessuna valutazione finora
- Welding Procedure Qualification Record: Shipyard LogoDocumento4 pagineWelding Procedure Qualification Record: Shipyard LogoGökhan TEZCAN100% (1)
- PQR 01 PDFDocumento2 paginePQR 01 PDFVijay BhaleraoNessuna valutazione finora
- WELDING PROCEDURE SPECIFICATION FOR GTAW+FCAW+GTAW-SA928Documento2 pagineWELDING PROCEDURE SPECIFICATION FOR GTAW+FCAW+GTAW-SA928duyanhNessuna valutazione finora
- INSPECTION REPORT TITLEDocumento7 pagineINSPECTION REPORT TITLEABEC Trombay siteNessuna valutazione finora
- Ultrasonic Test Report: Before AfterDocumento7 pagineUltrasonic Test Report: Before AfterMenad SalahNessuna valutazione finora
- WPQ-1083 3G PDFDocumento2 pagineWPQ-1083 3G PDFduendex360100% (1)
- Procedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaDocumento2 pagineProcedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaMulPXNessuna valutazione finora
- Welder Qualification Test Certificate: Weld Test Details Range of ApprovalDocumento1 paginaWelder Qualification Test Certificate: Weld Test Details Range of ApprovalRamkunwar YadavNessuna valutazione finora
- 2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDDocumento9 pagine2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDSripathi SeetharamanNessuna valutazione finora
- WELDING PROCEDURE SPECIFICATION FOR TANK TK 5109/5110/5111Documento15 pagineWELDING PROCEDURE SPECIFICATION FOR TANK TK 5109/5110/5111surya1960Nessuna valutazione finora
- Fcaw 16 THKDocumento5 pagineFcaw 16 THKparesh2387Nessuna valutazione finora
- Ronald C. Longakit ResumeDocumento2 pagineRonald C. Longakit ResumeRonald Longakit100% (1)
- JIMT Visual Inspection ReportDocumento1.913 pagineJIMT Visual Inspection Reportgomathyselvi100% (1)
- 177-Gmaw-Zug-Asme (Asep Wahyudi-3g) - WPQDocumento4 pagine177-Gmaw-Zug-Asme (Asep Wahyudi-3g) - WPQMuhammad Fitransyah Syamsuar PutraNessuna valutazione finora
- WPQDocumento1 paginaWPQChava TejaNessuna valutazione finora
- PQR Editable SampleDocumento2 paginePQR Editable SampleKoya ThangalNessuna valutazione finora
- WPS - 023Documento10 pagineWPS - 023MAT-LION0% (1)
- WPS Format For AWS D1.1 - WPS - FCAWDocumento1 paginaWPS Format For AWS D1.1 - WPS - FCAWThe Welding Inspections CommunityNessuna valutazione finora
- Welding Variable Calculator AS1554.1Documento2 pagineWelding Variable Calculator AS1554.1Alin TomozeiNessuna valutazione finora
- Joints (Qw-402) DetailsDocumento3 pagineJoints (Qw-402) DetailsNaqqash SajidNessuna valutazione finora
- Welding Procedure SpecificationDocumento3 pagineWelding Procedure SpecificationAhmed saber100% (2)
- QW-482 201.1Documento2 pagineQW-482 201.1Barwin CruzNessuna valutazione finora
- WPQDocumento10 pagineWPQayoki100% (3)
- P. WpsDocumento14 pagineP. WpsIsmiArdyNessuna valutazione finora
- EX - 12.7MM - PLATE 01 PAUT Report TrainingDocumento4 pagineEX - 12.7MM - PLATE 01 PAUT Report Trainingagung akbarNessuna valutazione finora
- Industrial radiography A Complete Guide - 2019 EditionDa EverandIndustrial radiography A Complete Guide - 2019 EditionNessuna valutazione finora
- Slamet WPQRDocumento1 paginaSlamet WPQRChandra Bintang W.PNessuna valutazione finora
- Abdul Muhid WPQRDocumento1 paginaAbdul Muhid WPQRChandra Bintang W.PNessuna valutazione finora
- WPQ ASME IXDocumento1 paginaWPQ ASME IXEDEN GONZALEZNessuna valutazione finora
- WELDER QUALIFICATION REPORTDocumento2 pagineWELDER QUALIFICATION REPORTAkash Singh TomarNessuna valutazione finora
- 1154ec108nanoelectronics PDFDocumento3 pagine1154ec108nanoelectronics PDFLordwin CecilNessuna valutazione finora
- Binac Ao STR EET: Vicinity Map & Street View, Source Google MapsDocumento17 pagineBinac Ao STR EET: Vicinity Map & Street View, Source Google MapsBee AnquilianoNessuna valutazione finora
- Structure Dismantling JSADocumento2 pagineStructure Dismantling JSAtnssbhaskar69% (13)
- Exudate Detection For Diabetic Retinopathy With Circular HoughDocumento7 pagineExudate Detection For Diabetic Retinopathy With Circular HoughAshif MahbubNessuna valutazione finora
- The 24-Inch Gauge and The Common Gavel - An Entered Apprentice Mason's Perspective On The Medical ProfessionDocumento4 pagineThe 24-Inch Gauge and The Common Gavel - An Entered Apprentice Mason's Perspective On The Medical ProfessionMarcelo Carlos RibeiroNessuna valutazione finora
- 1 s2.0 S0975947621001923 MainDocumento8 pagine1 s2.0 S0975947621001923 Mainaman babuNessuna valutazione finora
- Discover the flavors of Southwestern Luzon and Bicol RegionDocumento5 pagineDiscover the flavors of Southwestern Luzon and Bicol RegionGraceCayabyabNiduazaNessuna valutazione finora
- Fuel System D28Documento4 pagineFuel System D28Ian MuhammadNessuna valutazione finora
- Auxiliary Range: CLR - High Speed Trip Lockout RelayDocumento2 pagineAuxiliary Range: CLR - High Speed Trip Lockout Relaydave chaudhuryNessuna valutazione finora
- Nabertherm RHTH Tube Furnace SOPDocumento4 pagineNabertherm RHTH Tube Furnace SOPIyere PatrickNessuna valutazione finora
- Chemistry Tshirt ProjectDocumento7 pagineChemistry Tshirt Projectapi-524483093Nessuna valutazione finora
- State-of-the-Art Reactor Consequence Analyses (SOARCA) ReportDocumento200 pagineState-of-the-Art Reactor Consequence Analyses (SOARCA) ReportKingba OlayemiNessuna valutazione finora
- Everything You Need to Know About VodkaDocumento4 pagineEverything You Need to Know About Vodkaudbhav786Nessuna valutazione finora
- Self-Adhesive Resin Cements Ph-Neutralization, HydrophilicityDocumento7 pagineSelf-Adhesive Resin Cements Ph-Neutralization, HydrophilicityCarolina Rodríguez RamírezNessuna valutazione finora
- Campus Waste Lab Proposal To Substitute Single-Use Plastic With Paper Products and Plastic Utensils For BambooDocumento14 pagineCampus Waste Lab Proposal To Substitute Single-Use Plastic With Paper Products and Plastic Utensils For Bambooapi-529878933Nessuna valutazione finora
- Coffee Master Program Flashcards - QuizletDocumento23 pagineCoffee Master Program Flashcards - QuizletmuuayliiNessuna valutazione finora
- B152 01 00 00 00Documento517 pagineB152 01 00 00 00lsep_bellaNessuna valutazione finora
- Blaylock Face Masks Pose Serious Risks To The HealthyDocumento8 pagineBlaylock Face Masks Pose Serious Risks To The HealthyDonnaveo ShermanNessuna valutazione finora
- EMAAR HOUSING HVAC SYSTEM SPECIFICATIONSDocumento91 pagineEMAAR HOUSING HVAC SYSTEM SPECIFICATIONSBhuvan BajajNessuna valutazione finora
- Cost Estimation of SlaughterhouseDocumento25 pagineCost Estimation of Slaughterhousemohamed faahiyeNessuna valutazione finora
- Cash Flow Analysis: Restaurant Business PlanDocumento44 pagineCash Flow Analysis: Restaurant Business Plankavirao87Nessuna valutazione finora
- Human Resource Management: Submitted By: Group # 6 Submitted To: Sir Usama NajamDocumento23 pagineHuman Resource Management: Submitted By: Group # 6 Submitted To: Sir Usama NajamkamranNessuna valutazione finora
- Introduction To Iron Metallurgy PDFDocumento90 pagineIntroduction To Iron Metallurgy PDFDrTrinath TalapaneniNessuna valutazione finora
- 'S Outfits and Emergency Escape Breathing Devices (Eebd)Documento11 pagine'S Outfits and Emergency Escape Breathing Devices (Eebd)Thurdsuk NoinijNessuna valutazione finora
- Rexnord Thomas Flexible Disc Couplings - Series 71 - 8Documento2 pagineRexnord Thomas Flexible Disc Couplings - Series 71 - 8Orlando ReisNessuna valutazione finora
- Greenhouse Effect: Greenhouse Gases and Their Impact On Global WarmingDocumento9 pagineGreenhouse Effect: Greenhouse Gases and Their Impact On Global WarmingrabiulNessuna valutazione finora
- Bio23 LindenDocumento34 pagineBio23 LindenDjamal ToeNessuna valutazione finora
- Laccase Mediator Pretreatment of Wheat StrawDocumento15 pagineLaccase Mediator Pretreatment of Wheat StrawMeyerling RandfordNessuna valutazione finora
- SureFlo RDocumento2 pagineSureFlo RKen NgNessuna valutazione finora
- Case Digest 16Documento2 pagineCase Digest 16Mavic MoralesNessuna valutazione finora