Potrebbero piacerti anche
- Bollard details for 9000DWT bargeDocumento1 paginaBollard details for 9000DWT bargeGoh Boon TiongNessuna valutazione finora
- SY3 5 7 9000 Ventil Magnet 5 Porte PDFDocumento212 pagineSY3 5 7 9000 Ventil Magnet 5 Porte PDFDhika Bagus SetiawanNessuna valutazione finora
- Project:: Pile Cap LayoutDocumento12 pagineProject:: Pile Cap LayoutSara NuonNessuna valutazione finora
- Online Game Objects 0216fDocumento15 pagineOnline Game Objects 0216fMayank DeshpandeNessuna valutazione finora
- 9 M6X Ya 00005Documento30 pagine9 M6X Ya 00005Mohamad ShafeyNessuna valutazione finora
- Lowara z8 z10 z12 Technical Datasheet PDFDocumento108 pagineLowara z8 z10 z12 Technical Datasheet PDFArif MahendraNessuna valutazione finora
- 7579-301 Assignment - 2Documento14 pagine7579-301 Assignment - 2roburecam88Nessuna valutazione finora
- Reporte Viga ADocumento15 pagineReporte Viga AjosNessuna valutazione finora
- 4PileCapDesign - Bending Theory Method PDFDocumento2 pagine4PileCapDesign - Bending Theory Method PDFisholaoladimejiNessuna valutazione finora
- Analisa StrukturDocumento6 pagineAnalisa StrukturPrameswari Wed DingNessuna valutazione finora
- Linear actuator Econom 01 guideDocumento6 pagineLinear actuator Econom 01 guideDanyini IniNessuna valutazione finora
- 01-R0-Reinf - Details of Column Starter Bars.-1Documento1 pagina01-R0-Reinf - Details of Column Starter Bars.-1yasirjurabaNessuna valutazione finora
- CJ615零件手册Documento18 pagineCJ615零件手册harber2958Nessuna valutazione finora
- E-0002514-173-04415 Rev. 0 - IFC (Equipment Installation Detail Drawing Cooling Tower)Documento39 pagineE-0002514-173-04415 Rev. 0 - IFC (Equipment Installation Detail Drawing Cooling Tower)Rully SaputraNessuna valutazione finora
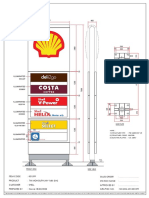
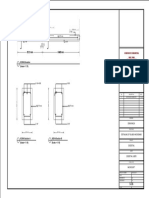
- MY-031599 - 7M Monolith (MY-160) (V4) Deli2go - Costa Coffee - VP - Shell SELECT - 24JAMDocumento1 paginaMY-031599 - 7M Monolith (MY-160) (V4) Deli2go - Costa Coffee - VP - Shell SELECT - 24JAMxer tieNessuna valutazione finora
- Ходовые редукторы Bonfiglioli серии 700C (гусеничные)Documento10 pagineХодовые редукторы Bonfiglioli серии 700C (гусеничные)MortariosNessuna valutazione finora
- 5M. Polygonal: Hot Dip Galvanized Pole Model: TUGDocumento1 pagina5M. Polygonal: Hot Dip Galvanized Pole Model: TUGDumitrache IulianNessuna valutazione finora
- C D B A: First Floor Beam On Axis 1 (300x400) (300X200) A-B STAIRDocumento1 paginaC D B A: First Floor Beam On Axis 1 (300x400) (300X200) A-B STAIRmetsihafeNessuna valutazione finora
- Pile Hammer Requirement: NO Item Drawing NoDocumento12 paginePile Hammer Requirement: NO Item Drawing NoMuhammadArismunndarPNessuna valutazione finora
- Design of Reinforced Concrete Elements: UsingDocumento62 pagineDesign of Reinforced Concrete Elements: UsingISsa Qafa'itiNessuna valutazione finora
- Bar DetailsDocumento1 paginaBar Detailssagnik bhattacharjeeNessuna valutazione finora
- Tugas BalokDocumento12 pagineTugas Balokilham kartikoNessuna valutazione finora
- Drawing 3Documento4 pagineDrawing 3Nesreen Ahmed NaoumNessuna valutazione finora
- Problems: Gineering, Vol. 45, No. 9, Pp. 81-85, 1990. Skovde Plant, Gothenberg, SwedenDocumento13 pagineProblems: Gineering, Vol. 45, No. 9, Pp. 81-85, 1990. Skovde Plant, Gothenberg, SwedenAustin EdwinNessuna valutazione finora
- York - AHU - Selection PDFDocumento172 pagineYork - AHU - Selection PDFAhmed NabilNessuna valutazione finora
- Nictoro Brochure Cabinet FanDocumento12 pagineNictoro Brochure Cabinet FanFaquruddinNessuna valutazione finora
- Main frame assembly drawingDocumento1 paginaMain frame assembly drawingFuad EfendiNessuna valutazione finora
- Ejemplos de Partes A Reparar o FabricarDocumento4 pagineEjemplos de Partes A Reparar o FabricarmauriciotrochesaNessuna valutazione finora
- NCS catalog(0)Documento27 pagineNCS catalog(0)minhdoan00Nessuna valutazione finora
- ArmBushingConvDocumento2 pagineArmBushingConvporter1980Nessuna valutazione finora
- WD500-3 Parts CatalogDocumento493 pagineWD500-3 Parts Catalogkit101Nessuna valutazione finora
- FAHU-1 External Static Pressure CalculationDocumento2 pagineFAHU-1 External Static Pressure CalculationMUBASHIRNessuna valutazione finora
- Flat Slab Punching Shear Check r1Documento5 pagineFlat Slab Punching Shear Check r1Usama ChauguleNessuna valutazione finora
- Design of Columns Attanagalla Water Supply Pump Station - Column - Z1Documento11 pagineDesign of Columns Attanagalla Water Supply Pump Station - Column - Z1Amila KulasooriyaNessuna valutazione finora
- Amphenol Militar Connectors MS3106Documento4 pagineAmphenol Militar Connectors MS3106Stefan OlianoNessuna valutazione finora
- WAREHOUSEDocumento9 pagineWAREHOUSEcontentaibasedNessuna valutazione finora
- Transportation Problem HWDocumento5 pagineTransportation Problem HWChelsea Dela TorreNessuna valutazione finora
- Enc-Cv5-Bbs-00008 (PCS Sump Z-1-001) Rev.02Documento18 pagineEnc-Cv5-Bbs-00008 (PCS Sump Z-1-001) Rev.02Norwahyu TeknikoNessuna valutazione finora
- Side ViewDocumento3 pagineSide ViewAjayNessuna valutazione finora
- PS 7500na Bom DrawingDocumento1 paginaPS 7500na Bom DrawingEmanuel VidalNessuna valutazione finora
- 210ton Sumitomo - PLATENDocumento1 pagina210ton Sumitomo - PLATENcountzeroaslNessuna valutazione finora
- PRO Gate Valves Catalog 101116cDocumento5 paginePRO Gate Valves Catalog 101116cMounica PallaNessuna valutazione finora
- S550 Hand Brake Assy STN 190 Riveter: Drawing List For: 132630-190Documento52 pagineS550 Hand Brake Assy STN 190 Riveter: Drawing List For: 132630-190juan carlosNessuna valutazione finora
- Eaton 713-0091-032Documento1 paginaEaton 713-0091-032JustinNessuna valutazione finora
- Katalog BMC 2019Documento48 pagineKatalog BMC 2019ben bilmemNessuna valutazione finora
- Katalog BMC 2019Documento48 pagineKatalog BMC 2019ben bilmemNessuna valutazione finora
- Stand Engine HD785-7Documento2 pagineStand Engine HD785-7dody mirsyaNessuna valutazione finora
- 3721 MM 5485 MM: 5CB16:Elevation (Scale 1:75)Documento1 pagina3721 MM 5485 MM: 5CB16:Elevation (Scale 1:75)manarajNessuna valutazione finora
- PM42M048Documento1 paginaPM42M048Lendry NormanNessuna valutazione finora
- Brueninghaus Hydromatik Rexroth A2FO Pump & A2FM Motor: Open and Closed CircuitsDocumento11 pagineBrueninghaus Hydromatik Rexroth A2FO Pump & A2FM Motor: Open and Closed CircuitsCHRISTIAN LOPEZ FLOREZ100% (1)
- Polyslab Technical Manual Brochure Ilovepdf Compressed1Documento28 paginePolyslab Technical Manual Brochure Ilovepdf Compressed1Ayodele DinaNessuna valutazione finora
- ABN103 CDocumento1 paginaABN103 CSergio FelipeNessuna valutazione finora
- Shanghai Cone CrusherDocumento5 pagineShanghai Cone CrushernaniturkNessuna valutazione finora
- DX2.ipbDocumento1 paginaDX2.ipbMike DailyNessuna valutazione finora
- Backward CurvedDocumento1 paginaBackward CurvedNARENDER NIMMANessuna valutazione finora
- SES 50 (Imp Dia 254mm)Documento1 paginaSES 50 (Imp Dia 254mm)Jaeni GilangNessuna valutazione finora
- This Little Weed Is One of The Most Useful Medicines On The PlanetDocumento6 pagineThis Little Weed Is One of The Most Useful Medicines On The PlanetDavid BumbaloughNessuna valutazione finora
- How To Become Untrackable - Part 1 - SurvivopediaDocumento12 pagineHow To Become Untrackable - Part 1 - SurvivopediaDavid Bumbalough100% (1)
- Providers - PrivacytoolsDocumento7 pagineProviders - PrivacytoolsDavid BumbaloughNessuna valutazione finora
- Feedrate Q+A: # Answer 1Documento2 pagineFeedrate Q+A: # Answer 1David BumbaloughNessuna valutazione finora
- Tomato Fertilizer - How To Feed Your Plants For The Ultimate HarvestDocumento11 pagineTomato Fertilizer - How To Feed Your Plants For The Ultimate HarvestDavid BumbaloughNessuna valutazione finora
- 15-01 Reference Points - MillDocumento1 pagina15-01 Reference Points - MillDavid BumbaloughNessuna valutazione finora
- Gun Control and The Founding Fathers Intent - The - Truth - and - JusticeDocumento9 pagineGun Control and The Founding Fathers Intent - The - Truth - and - JusticeDavid BumbaloughNessuna valutazione finora
- 12 Plants You'Ll Want in Your SHTF Garden - SurvivopediaDocumento21 pagine12 Plants You'Ll Want in Your SHTF Garden - SurvivopediaDavid BumbaloughNessuna valutazione finora
- The Complete Guide To Growing Corn in Containers - Garden and HappyDocumento17 pagineThe Complete Guide To Growing Corn in Containers - Garden and HappyDavid BumbaloughNessuna valutazione finora
- Exercises After Abdominal SurgeryDocumento5 pagineExercises After Abdominal SurgeryDavid BumbaloughNessuna valutazione finora
- HK94, MP5, Parts KitsDocumento6 pagineHK94, MP5, Parts KitsDavid BumbaloughNessuna valutazione finora
- Tortort Manufacturing 80% Milled Receivers AK47Documento6 pagineTortort Manufacturing 80% Milled Receivers AK47David BumbaloughNessuna valutazione finora
- Scaling Exercise: Use T01 Ø20 End MillDocumento1 paginaScaling Exercise: Use T01 Ø20 End MillDavid BumbaloughNessuna valutazione finora
- Scaling Function Q+A: # Answer 1Documento2 pagineScaling Function Q+A: # Answer 1David BumbaloughNessuna valutazione finora
- 49-01 Documenting Programs Q+A PDFDocumento1 pagina49-01 Documenting Programs Q+A PDFDavid BumbaloughNessuna valutazione finora
- 49-01 Documenting Programs Q+ADocumento1 pagina49-01 Documenting Programs Q+ADavid BumbaloughNessuna valutazione finora
- Verifying Programs Q+A: # Answer 1Documento2 pagineVerifying Programs Q+A: # Answer 1David BumbaloughNessuna valutazione finora
- 44-01 Machining With TailstockDocumento1 pagina44-01 Machining With TailstockDavid BumbaloughNessuna valutazione finora
- CNC Machining Q+A: Major Criteria for Running First PartDocumento2 pagineCNC Machining Q+A: Major Criteria for Running First PartDavid BumbaloughNessuna valutazione finora
- Angles: in The Four Exercises, The Objective Is The Same - Calculate The Unknown Angle From Data ProvidedDocumento1 paginaAngles: in The Four Exercises, The Objective Is The Same - Calculate The Unknown Angle From Data ProvidedDavid BumbaloughNessuna valutazione finora
- Calculating XY Points of a Blend Arc Dimensioned to its CenterDocumento1 paginaCalculating XY Points of a Blend Arc Dimensioned to its CenterDavid BumbaloughNessuna valutazione finora
- 53-02 Locators PDFDocumento1 pagina53-02 Locators PDFDavid BumbaloughNessuna valutazione finora
- Unknown Radius: Chine Shop MagazineDocumento1 paginaUnknown Radius: Chine Shop MagazineDavid BumbaloughNessuna valutazione finora
- Calculate Contour Change Points 1Documento1 paginaCalculate Contour Change Points 1David BumbaloughNessuna valutazione finora
- Calculating XY Points of a Blend Arc Dimensioned to its CenterDocumento1 paginaCalculating XY Points of a Blend Arc Dimensioned to its CenterDavid BumbaloughNessuna valutazione finora
- 20-02 Rapid Motion FormulasDocumento2 pagine20-02 Rapid Motion FormulasDavid BumbaloughNessuna valutazione finora
- 53-04 Contour Points 2Documento1 pagina53-04 Contour Points 2David BumbaloughNessuna valutazione finora
- Trig Calculations: XY Contour Points On The Part Only, Along The Contour, Back To The StartDocumento1 paginaTrig Calculations: XY Contour Points On The Part Only, Along The Contour, Back To The StartDavid BumbaloughNessuna valutazione finora
- 19-01 Tool LengthDocumento1 pagina19-01 Tool LengthDavid BumbaloughNessuna valutazione finora