Potrebbero piacerti anche
- ExtrusionDocumento27 pagineExtrusionShreyas ParbatNessuna valutazione finora
- Adhesive Bonded Single Lap JointDocumento46 pagineAdhesive Bonded Single Lap JointrR2CcNessuna valutazione finora
- RMA Handbook RubberDocumento58 pagineRMA Handbook RubbercronoromNessuna valutazione finora
- Resin Infusion of A Carbon FibreDocumento14 pagineResin Infusion of A Carbon FibreMAXIMODRAGON100% (1)
- Yaskawa Inverter 600vDocumento11 pagineYaskawa Inverter 600vsorangel_123Nessuna valutazione finora
- Brochure Carbon Additives For PolymersDocumento24 pagineBrochure Carbon Additives For PolymersTUNGNessuna valutazione finora
- SP Guide To CompositesDocumento69 pagineSP Guide To CompositesCefirel_grifonNessuna valutazione finora
- D 1761 - 88 R00 Rde3nje - PDFDocumento13 pagineD 1761 - 88 R00 Rde3nje - PDFheat02100% (1)
- JFE CasingDocumento40 pagineJFE CasingezrawongNessuna valutazione finora
- Robotic Palletizer FujiDocumento8 pagineRobotic Palletizer FujiSAIFUL RIDHUANNessuna valutazione finora
- ASTM Volume 04.10, July 2016 Wood: Standard Number TitleDocumento3 pagineASTM Volume 04.10, July 2016 Wood: Standard Number TitleVila Marchant CristianNessuna valutazione finora
- Composite ReportDocumento78 pagineComposite ReportSanthosh NagarajaNessuna valutazione finora
- Safety MaterialDocumento40 pagineSafety MaterialAzher AhmedNessuna valutazione finora
- Special Cables Catalogue - El Sewedy CablesDocumento126 pagineSpecial Cables Catalogue - El Sewedy CablesSherif Eltoukhi100% (1)
- Aral Industrial LubricantsDocumento55 pagineAral Industrial LubricantsAnonymous oAbjbl4H100% (1)
- Mechanical Tests (Batch 3)Documento82 pagineMechanical Tests (Batch 3)Myster ReilousNessuna valutazione finora
- Predictive Engineering White Paper On Small Connection Elements-Mpc and Cbush Rev-1Documento40 paginePredictive Engineering White Paper On Small Connection Elements-Mpc and Cbush Rev-1Stefano BarbieriNessuna valutazione finora
- Electrode Selection Excel SheetDocumento1 paginaElectrode Selection Excel Sheetchandrakit047Nessuna valutazione finora
- Vacuum Bag Moulding and Compression Moulding TechniquesDocumento21 pagineVacuum Bag Moulding and Compression Moulding TechniquesNagarajan Sundaram100% (1)
- Den 348 PDFDocumento3 pagineDen 348 PDFTamer BidakNessuna valutazione finora
- Eduro D Structural Baffle - Partition Walls Data SheetDocumento2 pagineEduro D Structural Baffle - Partition Walls Data SheetLoay Al-SabbaghNessuna valutazione finora
- Palletizer Stretch Wrapper Combo EOL BrochureDocumento2 paginePalletizer Stretch Wrapper Combo EOL Brochurered patriotNessuna valutazione finora
- Resin Infusion MoldingDocumento111 pagineResin Infusion MoldingAnkitChoudhary100% (2)
- UG-NX TutorialDocumento235 pagineUG-NX Tutorialesrayansenkeliat50% (2)
- Tool Based Micro MachiningDocumento8 pagineTool Based Micro MachiningAnmol SatsangiNessuna valutazione finora
- WPC Fluted PanelsDocumento29 pagineWPC Fluted PanelsArun prasanthNessuna valutazione finora
- CompositeDocumento68 pagineCompositeSalih KaracaNessuna valutazione finora
- Module 2Documento54 pagineModule 2akash kumarNessuna valutazione finora
- Revit Family Created Standars PDFDocumento54 pagineRevit Family Created Standars PDFDoãn Văn QuyếtNessuna valutazione finora
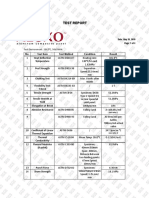
- Test Report: Page: 1 of 4 Date: May 26, 2010Documento4 pagineTest Report: Page: 1 of 4 Date: May 26, 2010rqfsiypisnvabmtusrNessuna valutazione finora
- Terrazzo and Chequered TileDocumento33 pagineTerrazzo and Chequered Tileshiza shekhNessuna valutazione finora
- Combisafe Net BarrierDocumento10 pagineCombisafe Net BarrierjoebriffaNessuna valutazione finora
- O Line KTS KatalogDocumento152 pagineO Line KTS KatalogJohan ConradieNessuna valutazione finora
- Procedures For Evaluating The Protection Level of Logistic and Light Armoured VehiclesDocumento63 pagineProcedures For Evaluating The Protection Level of Logistic and Light Armoured VehiclesvincemugnaioNessuna valutazione finora
- Ceramic Filter-Installation InstructionDocumento57 pagineCeramic Filter-Installation InstructionKasjdkasd AksdjasdjNessuna valutazione finora
- PRODUCTION OF INTERLOCKING ThisisDocumento43 paginePRODUCTION OF INTERLOCKING Thisisjohn mark pampo100% (2)
- SUZUKI - GZ150A DespieceDocumento72 pagineSUZUKI - GZ150A DespieceCristian Camilo Castro Poveda0% (2)
- Heydar Aliye VDocumento25 pagineHeydar Aliye VNishant Kautilya100% (1)
- Interlocking Plastic Blocks (IPB)Documento7 pagineInterlocking Plastic Blocks (IPB)IJRASETPublicationsNessuna valutazione finora
- Brick Making-ProcessDocumento20 pagineBrick Making-ProcessRafaelNessuna valutazione finora
- PolypropyleneDocumento12 paginePolypropyleneTal PeraltaNessuna valutazione finora
- Autoclaved Areated Concrete or Light Weight ConcreteDocumento16 pagineAutoclaved Areated Concrete or Light Weight ConcreteMohammed Khaja NaseerNessuna valutazione finora
- Drilling of Composite MaterialsDocumento17 pagineDrilling of Composite Materialsrinu248Nessuna valutazione finora
- Quality of Water in Concrete MixDocumento2 pagineQuality of Water in Concrete MixRamachandranAiswaryaNessuna valutazione finora
- New Soil Stabilization Research PaperDocumento22 pagineNew Soil Stabilization Research PaperBhavsar NilayNessuna valutazione finora
- Fortegra 100Documento3 pagineFortegra 100Gunjan GadodiaNessuna valutazione finora
- Ecor WoodDocumento27 pagineEcor Woodxavier668Nessuna valutazione finora
- The Fastest and Most Flexible 3Dcp Printer GloballyDocumento9 pagineThe Fastest and Most Flexible 3Dcp Printer GloballyJohn SmithNessuna valutazione finora
- An Experimental Investigation On Rubberized ConcreteDocumento7 pagineAn Experimental Investigation On Rubberized ConcreteIJIRSTNessuna valutazione finora
- Delhi International Airport Project: The Chemistry of ConcreteDocumento17 pagineDelhi International Airport Project: The Chemistry of ConcreteKiran DudaNessuna valutazione finora
- Solid State Shear ExtrusionDocumento2 pagineSolid State Shear ExtrusionPey ManNessuna valutazione finora
- Solid Block Manufacturing ProcessDocumento4 pagineSolid Block Manufacturing Processa paul jayakumarNessuna valutazione finora
- Hand Lay Up ProcessDocumento10 pagineHand Lay Up Processravee08100% (1)
- CLC CostingDocumento34 pagineCLC CostingpipestressNessuna valutazione finora
- Volvo Penta - V6-200, 225Documento2 pagineVolvo Penta - V6-200, 225AlbertoNessuna valutazione finora
- Degussa Cold PlasticDocumento10 pagineDegussa Cold PlasticElan Cms100% (1)
- Mold WorksDocumento2 pagineMold WorksMax Elizondo OrtizNessuna valutazione finora
- Designing of Multi-Cavity Extrusion Die To Increase Productivity: A Survey and PerspectiveDocumento6 pagineDesigning of Multi-Cavity Extrusion Die To Increase Productivity: A Survey and PerspectiveIJRASETPublicationsNessuna valutazione finora
- Zortrax 3D Printing in Modern Mold Making PDFDocumento27 pagineZortrax 3D Printing in Modern Mold Making PDFMichael PrzybylskiNessuna valutazione finora
- Polished ConcreteDocumento3 paginePolished ConcreteRhoderick MiqueNessuna valutazione finora
- Blow Molding of Technical ComponentsDocumento16 pagineBlow Molding of Technical Componentsmehdi7891Nessuna valutazione finora
- Introduction To Vacuum InfusionDocumento1 paginaIntroduction To Vacuum InfusionGunnie PandherNessuna valutazione finora
- Tyre Retreadingppt 1Documento17 pagineTyre Retreadingppt 1Avijeet KhaitanNessuna valutazione finora
- Polymer MemoryDocumento15 paginePolymer MemoryRam VBITNessuna valutazione finora
- TDS Epoxy Zinc Phosphate Primer HB 50 GreyDocumento3 pagineTDS Epoxy Zinc Phosphate Primer HB 50 GreySAlman Khan50% (2)
- Catalogue Shotcrete MachineDocumento6 pagineCatalogue Shotcrete MachineSushmit SharmaNessuna valutazione finora
- Block Egg LayingDocumento17 pagineBlock Egg LayingDebasishSwainNessuna valutazione finora
- Mineral Casting As Material For Machine Base Frames of Precision MachinesDocumento4 pagineMineral Casting As Material For Machine Base Frames of Precision MachinesrahulkumbharkarNessuna valutazione finora
- 8 - Tail Rotor DesignDocumento26 pagine8 - Tail Rotor DesignDeepak Paul Tirkey100% (1)
- Polymer Processing & MachineryDocumento51 paginePolymer Processing & MachineryEfranNessuna valutazione finora
- MC 30Documento3 pagineMC 30kalina11042007Nessuna valutazione finora
- AL - CR - Ni Disc BrakeDocumento56 pagineAL - CR - Ni Disc Brakeeshu50% (2)
- Molded Rubber Products: Purpose and ScopeDocumento16 pagineMolded Rubber Products: Purpose and ScopeSunil NairNessuna valutazione finora
- 2370 Ed1 ENDocumento5 pagine2370 Ed1 ENanhthoNessuna valutazione finora
- Materials 14 00812 v2Documento20 pagineMaterials 14 00812 v2vincemugnaioNessuna valutazione finora
- Non-Newtonian Fluids: An IntroductionDocumento33 pagineNon-Newtonian Fluids: An IntroductioncristievaNessuna valutazione finora
- Molle A Tazza Christian Bauer - 3Documento1 paginaMolle A Tazza Christian Bauer - 3vincemugnaioNessuna valutazione finora
- Molle A Tazza Christian Bauer - 8Documento1 paginaMolle A Tazza Christian Bauer - 8vincemugnaioNessuna valutazione finora
- Molle A Tazza Christian Bauer - 1Documento1 paginaMolle A Tazza Christian Bauer - 1vincemugnaioNessuna valutazione finora
- Structure-Borne and Flow Noise ReductionsDocumento2 pagineStructure-Borne and Flow Noise ReductionsvincemugnaioNessuna valutazione finora
- FEA Modeling of Ballistic GelatinDocumento87 pagineFEA Modeling of Ballistic GelatinJuan CarlosNessuna valutazione finora
- Finite Element Damping Simulation of Viscous DampeDocumento8 pagineFinite Element Damping Simulation of Viscous DampevincemugnaioNessuna valutazione finora
- Materials: Parametric Formula For Stress Concentration Factor of Fillet Weld Joints With Spline Bead ProfileDocumento19 pagineMaterials: Parametric Formula For Stress Concentration Factor of Fillet Weld Joints With Spline Bead ProfilevincemugnaioNessuna valutazione finora
- ISO Standardisation of Bevel Gears: Overview and Ideas On Method A"Documento28 pagineISO Standardisation of Bevel Gears: Overview and Ideas On Method A"vincemugnaioNessuna valutazione finora
- Experimental Dynamic Response of A Nonlinear Wire Rope IsolatorDocumento9 pagineExperimental Dynamic Response of A Nonlinear Wire Rope IsolatorvincemugnaioNessuna valutazione finora
- Finite Element Analysis of Composite BAllistic Helmet Subjected To High Velocity ImpactDocumento42 pagineFinite Element Analysis of Composite BAllistic Helmet Subjected To High Velocity ImpactvincemugnaioNessuna valutazione finora
- Thermal and Wind Effects On The Azimuth Axis TiltDocumento10 pagineThermal and Wind Effects On The Azimuth Axis TiltvincemugnaioNessuna valutazione finora
- Protection of Light Armors Against Shaped Charge ProjectilesDocumento35 pagineProtection of Light Armors Against Shaped Charge Projectilesvincemugnaio0% (1)
- Non-Newtonian Fluids: An IntroductionDocumento33 pagineNon-Newtonian Fluids: An IntroductioncristievaNessuna valutazione finora
- Active Materials and Intelligent StructuresDocumento31 pagineActive Materials and Intelligent StructuresvincemugnaioNessuna valutazione finora
- Exporting NX Data To ExcelDocumento10 pagineExporting NX Data To ExcelvincemugnaioNessuna valutazione finora
- Protection of Vehicles Against MinesDocumento8 pagineProtection of Vehicles Against MinesvincemugnaioNessuna valutazione finora
- A Software Framework For Blast Event SimulationDocumento9 pagineA Software Framework For Blast Event SimulationvincemugnaioNessuna valutazione finora
- DC Motors - Torque - Speed CurveDocumento6 pagineDC Motors - Torque - Speed Curvevincemugnaio100% (1)
- ReleaseDocumento58 pagineReleaseMarion LeeNessuna valutazione finora
- Full Text DocumentDocumento62 pagineFull Text Documentvinoo13Nessuna valutazione finora
- Finite Element Analysis of Multiple Bolted Connection Between Composites and Metal MaterialsDocumento7 pagineFinite Element Analysis of Multiple Bolted Connection Between Composites and Metal MaterialsvincemugnaioNessuna valutazione finora
- EnDuraSim Rigid ElementsDocumento6 pagineEnDuraSim Rigid ElementsVignesh WaranNessuna valutazione finora
- Adaptive Beamforming With A Focal-Fed Offset Parabolic Reflect or Antenna PDFDocumento189 pagineAdaptive Beamforming With A Focal-Fed Offset Parabolic Reflect or Antenna PDFvincemugnaioNessuna valutazione finora
- Adhesive Joints: PPT To PDF Epoxy Adhesive Bonding AdhesiveDocumento5 pagineAdhesive Joints: PPT To PDF Epoxy Adhesive Bonding AdhesivevincemugnaioNessuna valutazione finora
- As-Found and As-Left Documentation During CalibrationDocumento3 pagineAs-Found and As-Left Documentation During Calibrationavandetq15Nessuna valutazione finora
- IKEA Catalogue 2012Documento189 pagineIKEA Catalogue 2012Rafi UdeenNessuna valutazione finora
- Komatsu Pc20 R 8Documento6 pagineKomatsu Pc20 R 8Lilik TrisnayantiNessuna valutazione finora
- Organic Chemical TechnologyDocumento5 pagineOrganic Chemical TechnologykayeNessuna valutazione finora
- Construction Quotation (G) Without GST: Royal Dream PlannerDocumento3 pagineConstruction Quotation (G) Without GST: Royal Dream PlannerEr Rajesh Dhakar INessuna valutazione finora
- General Characteristics: Power DefinitionDocumento6 pagineGeneral Characteristics: Power Definitionzekson1Nessuna valutazione finora
- Tonepad Digitalreverb PDFDocumento1 paginaTonepad Digitalreverb PDFAndreNessuna valutazione finora
- APTA EE Presentation - NYCT TrainingDocumento16 pagineAPTA EE Presentation - NYCT Trainingangela1590Nessuna valutazione finora
- Safety Data Sheet: LGGB 2Documento6 pagineSafety Data Sheet: LGGB 2LC ChongNessuna valutazione finora
- 3054, 3054B and 3056 Marine Engines-Engine Safety PDFDocumento12 pagine3054, 3054B and 3056 Marine Engines-Engine Safety PDFmtsproductos0% (1)
- Stages of The Design Building Process PDFDocumento6 pagineStages of The Design Building Process PDFBE BENessuna valutazione finora
- Genetically Modified Food: Future Hope or Frankenfood?: Project OverviewDocumento14 pagineGenetically Modified Food: Future Hope or Frankenfood?: Project OverviewMohamed YahiaNessuna valutazione finora
- Limit Switch Training PDFDocumento23 pagineLimit Switch Training PDFrizky efrinaldoNessuna valutazione finora
- 0901d19680090e01 SKF Bushings Thrust Washers and Strips 1 EN - TCM - 12 582374Documento48 pagine0901d19680090e01 SKF Bushings Thrust Washers and Strips 1 EN - TCM - 12 582374zbhp zNessuna valutazione finora
- Selection List For Special Audit 11-12Documento224 pagineSelection List For Special Audit 11-12ayush bansalNessuna valutazione finora
- Eco TapeDocumento1 paginaEco TapeBaugh Graphic DesignNessuna valutazione finora
- PresentationDocumento22 paginePresentationEstiakNessuna valutazione finora
- Cpr-3 - Catalouge Rele RubberDocumento2 pagineCpr-3 - Catalouge Rele Rubbermanuel100% (1)
- 1434 20 Bal 88-10-2771-11-2010 enDocumento186 pagine1434 20 Bal 88-10-2771-11-2010 enmisternyckNessuna valutazione finora