Potrebbero piacerti anche
- Lista Verificacion de Alistamiento para Respuesta Al COVID-19 - Formulario PDFDocumento5 pagineLista Verificacion de Alistamiento para Respuesta Al COVID-19 - Formulario PDFDiegNessuna valutazione finora
- AT-P208-SC-PLA-003 REV.B Elemental RIODocumento8 pagineAT-P208-SC-PLA-003 REV.B Elemental RIOLeon Angel Cardenas AriasNessuna valutazione finora
- Data Sheet787-1722 20.12.2021Documento8 pagineData Sheet787-1722 20.12.2021Leon Angel Cardenas AriasNessuna valutazione finora
- AT-P208-SC-PLA-002 Rev B Layout RIODocumento1 paginaAT-P208-SC-PLA-002 Rev B Layout RIOLeon Angel Cardenas AriasNessuna valutazione finora
- Copia de Tarjetas de Bloqueo 1Documento6 pagineCopia de Tarjetas de Bloqueo 1Leon Angel Cardenas AriasNessuna valutazione finora
- Documento Cliente 11752603Documento2 pagineDocumento Cliente 11752603Leon Angel Cardenas AriasNessuna valutazione finora
- Copia de Tarjetas de Bloqueo 1Documento6 pagineCopia de Tarjetas de Bloqueo 1Leon Angel Cardenas AriasNessuna valutazione finora
- Cot IytDocumento1 paginaCot IytLeon Angel Cardenas AriasNessuna valutazione finora
- G04 0200 48PL 0004 - Rev.1 PDFDocumento1 paginaG04 0200 48PL 0004 - Rev.1 PDFLeon Angel Cardenas AriasNessuna valutazione finora
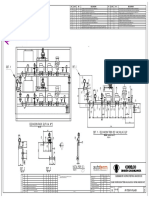
- At P208 Pi Pla 001 Rev0Documento1 paginaAt P208 Pi Pla 001 Rev0Leon Angel Cardenas AriasNessuna valutazione finora
- Pre-Diseño Rack OxiDocumento1 paginaPre-Diseño Rack OxiLeon Angel Cardenas AriasNessuna valutazione finora
- Catalogo FlangeDocumento22 pagineCatalogo FlangewladimirPSFC100% (3)
- Boleto Web: Datos de PasajeroDocumento1 paginaBoleto Web: Datos de PasajeroLeon Angel Cardenas AriasNessuna valutazione finora
- Mecanica de FluidosDocumento13 pagineMecanica de FluidosfrivasaedoNessuna valutazione finora
- OC 20212276 CR FittingsDocumento1 paginaOC 20212276 CR FittingsLeon Angel Cardenas AriasNessuna valutazione finora
- 501947-Oxigeno IndustrialDocumento1 pagina501947-Oxigeno IndustrialSebastian BdyaNessuna valutazione finora
- Anexo 2Documento3 pagineAnexo 2Leon Angel Cardenas AriasNessuna valutazione finora
- Mejoramiento de Proceso de Fabricación para Líneas de Piping en Amp Ingeniería y Montaje Ltda.Documento100 pagineMejoramiento de Proceso de Fabricación para Líneas de Piping en Amp Ingeniería y Montaje Ltda.Leon Angel Cardenas AriasNessuna valutazione finora
- Flujo Másico Aire CálculoDocumento6 pagineFlujo Másico Aire CálculoCastoriadisNessuna valutazione finora
- 04transmisión CalorDocumento68 pagine04transmisión CalorGabriela ConcepciónNessuna valutazione finora
- Programa de Estandares API 650 653 y 620 para Tanques de Almacenamiento (20201103181540)Documento4 paginePrograma de Estandares API 650 653 y 620 para Tanques de Almacenamiento (20201103181540)Leon Angel Cardenas Arias100% (1)
- Transf Calor2015Documento47 pagineTransf Calor2015Marcos Ríos RosalesNessuna valutazione finora
- Apuntes para El CursoDocumento82 pagineApuntes para El CursoNestor LendizabalNessuna valutazione finora
- Presentacion 5. Propiedades Termodinámicas Del Gas NaturalDocumento39 paginePresentacion 5. Propiedades Termodinámicas Del Gas NaturalCarlisHinojosaRamalloNessuna valutazione finora
- Guia Propiedades de Los Fluidos IndustrialDocumento34 pagineGuia Propiedades de Los Fluidos IndustrialMilton Ballon HernandezNessuna valutazione finora
- Dialnet ModelamientoTermicoDeUnIntercambiadorDeCalorAguaai 4527822 PDFDocumento4 pagineDialnet ModelamientoTermicoDeUnIntercambiadorDeCalorAguaai 4527822 PDFNelson EspinelNessuna valutazione finora
- Transf Calor2015Documento47 pagineTransf Calor2015Marcos Ríos RosalesNessuna valutazione finora
- Apuntes para El CursoDocumento82 pagineApuntes para El CursoNestor LendizabalNessuna valutazione finora
- Dibujo1 Presentación1Documento1 paginaDibujo1 Presentación1Leon Angel Cardenas AriasNessuna valutazione finora
- Tabla Vapor Saturado TemperaturaDocumento3 pagineTabla Vapor Saturado TemperaturaLeon Angel Cardenas AriasNessuna valutazione finora
- Clasificacion de Los PackerDocumento5 pagineClasificacion de Los PackerpattosolangNessuna valutazione finora
- Taller ConcretosDocumento8 pagineTaller ConcretosJeferson Sánchez BuriticaNessuna valutazione finora
- Vias Parenterales - Sebastian AmezquitaDocumento15 pagineVias Parenterales - Sebastian Amezquitamario3126Nessuna valutazione finora
- Tarea 05 QuimicaDocumento7 pagineTarea 05 QuimicaLeandro BocanegraNessuna valutazione finora
- Practica 10. Análisis de Gases de EscapeDocumento5 paginePractica 10. Análisis de Gases de EscapeBryan SantosNessuna valutazione finora
- QFD y TRIZ DronDocumento17 pagineQFD y TRIZ DronMontseGaytanNessuna valutazione finora
- Practico 1 ProteinaDocumento3 paginePractico 1 ProteinaMateo BrañasNessuna valutazione finora
- Filtración y PermeabilidadDocumento12 pagineFiltración y PermeabilidadEdinson LopezNessuna valutazione finora
- Clase de Cinetica. Reactores Por CargasDocumento25 pagineClase de Cinetica. Reactores Por CargasAndre AguilarNessuna valutazione finora
- Resumen 11 BioquimicaDocumento2 pagineResumen 11 BioquimicaMariam Cabellos SNessuna valutazione finora
- HDS DiluyenteDocumento6 pagineHDS DiluyentegustavovejarNessuna valutazione finora
- La Tecnologia Del Adn RecombinanteDocumento2 pagineLa Tecnologia Del Adn RecombinanteDavid Alva Alba100% (2)
- Tendencias en La Tabla PeriodicaDocumento15 pagineTendencias en La Tabla PeriodicaEstefany MartinezNessuna valutazione finora
- Recuperacion Mejorada en PEMEXDocumento31 pagineRecuperacion Mejorada en PEMEXChoocooloocoo Kirukato Kutoshikikedoku100% (1)
- Formato DAPDocumento5 pagineFormato DAPPaolo CANessuna valutazione finora
- Micrografía y Propiedades de FasesDocumento13 pagineMicrografía y Propiedades de FasesWilliam DavidNessuna valutazione finora
- Metodo Giger Reis JourdanDocumento9 pagineMetodo Giger Reis JourdanyaninaNessuna valutazione finora
- Lab 5Documento13 pagineLab 5yubrany gonzalezNessuna valutazione finora
- Diagrama Practica 6Documento3 pagineDiagrama Practica 6ElmerFloresNessuna valutazione finora
- Estudio de La Corrosión en Una Estructuctura Hecha de BronceDocumento5 pagineEstudio de La Corrosión en Una Estructuctura Hecha de BronceVayolet ViñasNessuna valutazione finora
- Conminución de MineralesDocumento12 pagineConminución de MineralesElizabeth Lupaca QuispeNessuna valutazione finora
- Cap3 ChangDocumento24 pagineCap3 ChangGabriel Orlando Olivas MartínezNessuna valutazione finora
- Biología - Experimento Investigación Respiración Del HombreDocumento8 pagineBiología - Experimento Investigación Respiración Del HombreCLIMACO TTUPA SALASNessuna valutazione finora
- Ejercicios UNIDAD 1 2019Documento20 pagineEjercicios UNIDAD 1 2019Ruben Villamizar CordovaNessuna valutazione finora
- Practica N°1 - Propiedades Físicas de Los FluidosDocumento10 paginePractica N°1 - Propiedades Físicas de Los FluidosFabrizio Alexander Rivas BeltrameNessuna valutazione finora
- Cristalizacion de ProteinasDocumento7 pagineCristalizacion de ProteinasWALTER MARTINEZ DE LA ROSANessuna valutazione finora
- Carbohidratos ONCEDocumento61 pagineCarbohidratos ONCECatalina Castro OrtegaNessuna valutazione finora
- Proyecto de BiotecnologiaDocumento44 pagineProyecto de BiotecnologiaJefferson Mayorga ZambranoNessuna valutazione finora
- Ambiental Parcial 3Documento10 pagineAmbiental Parcial 3Danny AucancelaNessuna valutazione finora
- Quiz PlantillaDocumento2 pagineQuiz PlantillaKev Velásquez0% (2)