Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- CHAPTER 1 SBL NotesDocumento13 pagineCHAPTER 1 SBL NotesPrieiya WilliamNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Cisco UCS Adapter TroubleshootingDocumento90 pagineCisco UCS Adapter TroubleshootingShahulNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Miguel Augusto Ixpec-Chitay, A097 535 400 (BIA Sept. 16, 2013)Documento22 pagineMiguel Augusto Ixpec-Chitay, A097 535 400 (BIA Sept. 16, 2013)Immigrant & Refugee Appellate Center, LLCNessuna valutazione finora
- QuexBook TutorialDocumento14 pagineQuexBook TutorialJeffrey FarillasNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Man As God Created Him, ThemDocumento3 pagineMan As God Created Him, ThemBOEN YATORNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- PDF Chapter 5 The Expenditure Cycle Part I Summary - CompressDocumento5 paginePDF Chapter 5 The Expenditure Cycle Part I Summary - CompressCassiopeia Cashmere GodheidNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Bom Details FormatDocumento6 pagineBom Details FormatPrince MittalNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Iguana Joe's Lawsuit - September 11, 2014Documento14 pagineIguana Joe's Lawsuit - September 11, 2014cindy_georgeNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- SASS Prelims 2017 4E5N ADocumento9 pagineSASS Prelims 2017 4E5N ADamien SeowNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- (1921) Manual of Work Garment Manufacture: How To Improve Quality and Reduce CostsDocumento102 pagine(1921) Manual of Work Garment Manufacture: How To Improve Quality and Reduce CostsHerbert Hillary Booker 2nd100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Man and Historical ActionDocumento4 pagineMan and Historical Actionmama.sb415Nessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Canoe Matlab 001Documento58 pagineCanoe Matlab 001Coolboy RoadsterNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Book 1518450482Documento14 pagineBook 1518450482rajer13Nessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
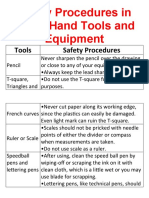
- Safety Procedures in Using Hand Tools and EquipmentDocumento12 pagineSafety Procedures in Using Hand Tools and EquipmentJan IcejimenezNessuna valutazione finora
- Antena TelnetDocumento4 pagineAntena TelnetMarco PiambaNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Activity Title: Learning Targets: Reference (S)Documento5 pagineActivity Title: Learning Targets: Reference (S)Jhev LeopandoNessuna valutazione finora
- What Are The Spacer Bars in RC Beams - QuoraDocumento3 pagineWhat Are The Spacer Bars in RC Beams - QuoradesignNessuna valutazione finora
- 01 托福基础课程Documento57 pagine01 托福基础课程ZhaoNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- 16783Documento51 pagine16783uddinnadeemNessuna valutazione finora
- AMULDocumento11 pagineAMULkeshav956Nessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Chhay Chihour - SS402 Mid-Term 2020 - E4.2Documento8 pagineChhay Chihour - SS402 Mid-Term 2020 - E4.2Chi Hour100% (1)
- Core ValuesDocumento1 paginaCore ValuesIan Abel AntiverosNessuna valutazione finora
- Clockwork Dragon's Expanded ArmoryDocumento13 pagineClockwork Dragon's Expanded Armoryabel chabanNessuna valutazione finora
- MultiLoadII Mobile Quick Start PDFDocumento10 pagineMultiLoadII Mobile Quick Start PDFAndrés ColmenaresNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Hidrl1 PDFDocumento7 pagineHidrl1 PDFRajesh Kumar100% (1)
- ELEVATOR DOOR - pdf1Documento10 pagineELEVATOR DOOR - pdf1vigneshNessuna valutazione finora
- Cyber Briefing Series - Paper 2 - FinalDocumento24 pagineCyber Briefing Series - Paper 2 - FinalMapacheYorkNessuna valutazione finora
- Science 4 Diagnostic/Achievement TestDocumento5 pagineScience 4 Diagnostic/Achievement TestGe PebresNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Z-Purlins: Technical DocumentationDocumento11 pagineZ-Purlins: Technical Documentationardit bedhiaNessuna valutazione finora
- Department of Education: Republic of The PhilippinesDocumento1 paginaDepartment of Education: Republic of The PhilippinesJonathan CayatNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)