Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- BMW Climate Control ComponentsDocumento59 pagineBMW Climate Control Componentsgraig27100% (3)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Wing Fan CatalogueDocumento6 pagineWing Fan CatalogueMarcinNessuna valutazione finora
- Homemade HRV, PDF, Jan 2004Documento39 pagineHomemade HRV, PDF, Jan 2004JohnNessuna valutazione finora
- Servicemanual Electrolux Dishwasher PDFDocumento32 pagineServicemanual Electrolux Dishwasher PDFmvgonzalez2020100% (3)
- Air-Cooled Heat ExchangersDocumento8 pagineAir-Cooled Heat Exchangersmohamed abd eldayemNessuna valutazione finora
- Problems of PET BlowingDocumento14 pagineProblems of PET BlowingMohamedHassan100% (3)
- ESA Instruction Manual English 1.01Documento18 pagineESA Instruction Manual English 1.01Stephany Sucerquia100% (1)
- Ge Tome 1Documento81 pagineGe Tome 1Adetunji Taiwo100% (1)
- Glbe3025-2 2425GR PDFDocumento540 pagineGlbe3025-2 2425GR PDFMihail Kolish100% (2)
- Peugeot 306 Cooling Fan Operation PrincipleDocumento7 paginePeugeot 306 Cooling Fan Operation PrincipleawangddNessuna valutazione finora
- Final Report of Dry CoolerDocumento43 pagineFinal Report of Dry CoolerHailemariam WeldegebralNessuna valutazione finora
- GP170501 Human Factors in Plant Design PDFDocumento27 pagineGP170501 Human Factors in Plant Design PDFegfernandez21100% (1)
- Fans and Blowers Research ReportDocumento14 pagineFans and Blowers Research ReportRibhanshu RajNessuna valutazione finora
- Cooling Tower Project ReportDocumento35 pagineCooling Tower Project Reportdilliprout.caplet2016Nessuna valutazione finora
- Shine Dew Water Equiment Co., LTD.: Chapter 1 - Project Basic DataDocumento17 pagineShine Dew Water Equiment Co., LTD.: Chapter 1 - Project Basic Dataardhendu1Nessuna valutazione finora
- Solar Dryer IFRJDocumento18 pagineSolar Dryer IFRJdzaki ramadhanNessuna valutazione finora
- Nirolisting248049453720123211626252888761 2017330222740 507030 1Documento188 pagineNirolisting248049453720123211626252888761 2017330222740 507030 1Ganesh IngaleNessuna valutazione finora
- Fuji E11 CatalogueDocumento24 pagineFuji E11 CatalogueShujhat AhmedNessuna valutazione finora
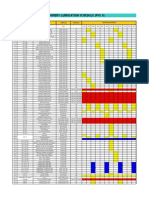
- Lube Oil Plan PVC2Documento10 pagineLube Oil Plan PVC2daxNessuna valutazione finora
- Catalogo de Partes Cocina Figidaire Manual de FabricaDocumento14 pagineCatalogo de Partes Cocina Figidaire Manual de Fabricaalexis paulino cedeño rivera100% (1)
- Appendix 2.17 - SPAIN - Madrid - M30-Río-TUNNELDocumento6 pagineAppendix 2.17 - SPAIN - Madrid - M30-Río-TUNNELAnonymous CoidT1yNessuna valutazione finora
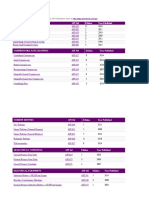
- API Standards: Pumps Api STD Edition Year PublishedDocumento3 pagineAPI Standards: Pumps Api STD Edition Year PublishedSlbcar LoogingNessuna valutazione finora
- Operation Manual Panduan Pengoperasian: ModelDocumento32 pagineOperation Manual Panduan Pengoperasian: ModelHong HuyNessuna valutazione finora
- R&AC Lab ManualDocumento29 pagineR&AC Lab ManualPARAMESHNessuna valutazione finora
- Frecon Plus SeriesDocumento4 pagineFrecon Plus SeriesacjsystemsNessuna valutazione finora
- Ahu Low Res PDFDocumento52 pagineAhu Low Res PDFmo farawelaNessuna valutazione finora
- I HtgMKTGLiteraturePDFsModine7-115 0Documento24 pagineI HtgMKTGLiteraturePDFsModine7-115 0huron11Nessuna valutazione finora
- Carrier 39Lx03-25 PDFDocumento44 pagineCarrier 39Lx03-25 PDFDanNessuna valutazione finora
- Saudi Fan Industries: Technical ProjectDocumento12 pagineSaudi Fan Industries: Technical ProjectMohamad MhannaNessuna valutazione finora
- Midea Rooftop Package UnitDocumento15 pagineMidea Rooftop Package Unithany mohamedNessuna valutazione finora