Potrebbero piacerti anche
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDa EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónValutazione: 5 su 5 stelle5/5 (1)
- Recirculación de gases de escape mediante sistemas de baja presión en motores diésel sobrealimentadosDa EverandRecirculación de gases de escape mediante sistemas de baja presión en motores diésel sobrealimentadosValutazione: 3 su 5 stelle3/5 (3)
- Practica Tornillo PotenciaDocumento4 paginePractica Tornillo PotenciaRobercito Sauca100% (1)
- ElectrotecniaDocumento24 pagineElectrotecniatony marinNessuna valutazione finora
- Introducción A Cargas CiclicasDocumento16 pagineIntroducción A Cargas CiclicasKevin Jair Quiroz MorenoNessuna valutazione finora
- Informe Tornillo de PotenciaDocumento9 pagineInforme Tornillo de Potenciadiego vargasNessuna valutazione finora
- Evaluacion de La Resistencia A Fatiga de Aceros de Medio y Bajo Carbono PDFDocumento7 pagineEvaluacion de La Resistencia A Fatiga de Aceros de Medio y Bajo Carbono PDFEdwing JulianNessuna valutazione finora
- Capitulo 3 Ejes y ArbolesDocumento4 pagineCapitulo 3 Ejes y ArbolesEfrain Gilmar Lopez GutierrezNessuna valutazione finora
- Diseño y Construcción de Una Máquina para Ensayos de Fatiga de Muestras Planas Por Flexión AlternativaDocumento119 pagineDiseño y Construcción de Una Máquina para Ensayos de Fatiga de Muestras Planas Por Flexión AlternativaLuis Enrique FernandezNessuna valutazione finora
- Ejes de Transmisión (REPORTE)Documento6 pagineEjes de Transmisión (REPORTE)Luis MgNessuna valutazione finora
- Taller 2 Working ModelDocumento10 pagineTaller 2 Working ModelAndrw Chirinos VillegasNessuna valutazione finora
- ETS Máquinas HidráulicasDocumento1 paginaETS Máquinas HidráulicasrlopezangelesNessuna valutazione finora
- Teorema de Thevenin y Norton Practica deDocumento14 pagineTeorema de Thevenin y Norton Practica deRobert Nicolls Sangay OrdoñezNessuna valutazione finora
- Angulo de Presion LevasDocumento1 paginaAngulo de Presion LevasJacqui AlmacheNessuna valutazione finora
- Sistemas de Transmisión MecánicaDocumento27 pagineSistemas de Transmisión MecánicaEduardo Alex Eugenio MendezNessuna valutazione finora
- Resortes HerlicoidalesDocumento14 pagineResortes HerlicoidalesStephanny Patrizia Tumminello100% (1)
- Analisis Dinamico de Un Reductor de VelocidadesDocumento4 pagineAnalisis Dinamico de Un Reductor de VelocidadesWilmar Andres RubianoNessuna valutazione finora
- Rodamientos SKFDocumento9 pagineRodamientos SKFmike guerrero100% (1)
- Resorte de Platillos PDFDocumento20 pagineResorte de Platillos PDFAngel Loza Peña100% (1)
- Capitulo 5 Uniones Por PasadoresDocumento23 pagineCapitulo 5 Uniones Por PasadoresEdgar Perez100% (1)
- 4to PARCIAL Elementos PDFDocumento1 pagina4to PARCIAL Elementos PDFaugusto anza morales100% (1)
- Ejercicios de Solidos RigidosDocumento33 pagineEjercicios de Solidos RigidosRosario RevillaNessuna valutazione finora
- Diseño de Poleas para Fajas en VDocumento12 pagineDiseño de Poleas para Fajas en VJosias Velasquez CotradoNessuna valutazione finora
- CORREAS-PLANAS TeoriaDocumento4 pagineCORREAS-PLANAS TeoriaJacquelineMijaFarroNessuna valutazione finora
- E986 - E15 Mediciones Básicas Con Cintas ExtensometricasDocumento14 pagineE986 - E15 Mediciones Básicas Con Cintas ExtensometricasCristian Andrés Pacó MoyaNessuna valutazione finora
- Elementos de Sujecion y Tornillos de Potencia PDFDocumento92 pagineElementos de Sujecion y Tornillos de Potencia PDFPablo PillajoNessuna valutazione finora
- Características de Las Plaquitas InsertablesDocumento3 pagineCaracterísticas de Las Plaquitas InsertablesIrving Melgar AldamaNessuna valutazione finora
- UNI - FIM - 2020-1 (ML-831) - Clase 32 (Op Amp - Seminario 1)Documento14 pagineUNI - FIM - 2020-1 (ML-831) - Clase 32 (Op Amp - Seminario 1)Christian Calderón VilelaNessuna valutazione finora
- Articulo de Velocidad Critica en EjesDocumento19 pagineArticulo de Velocidad Critica en EjesYomira TapiaNessuna valutazione finora
- Telerruptor 21 23Documento56 pagineTelerruptor 21 23Odin Sangre de CromNessuna valutazione finora
- Teoría de MaquinasDocumento10 pagineTeoría de MaquinasGiss CorreaNessuna valutazione finora
- Informe Unión AtornilladaDocumento19 pagineInforme Unión AtornilladaAnonymous YoPqBElNessuna valutazione finora
- Solidworks Simulation (CARGAS)Documento6 pagineSolidworks Simulation (CARGAS)Fidel CruzNessuna valutazione finora
- Reporte de Transportador de Rodillos PDFDocumento13 pagineReporte de Transportador de Rodillos PDFAnonymous x3N3ddNessuna valutazione finora
- Pernos y OtrosDocumento71 paginePernos y OtrosMarcelo AvalosNessuna valutazione finora
- 2 - Resortes-HelicoidalesDocumento55 pagine2 - Resortes-Helicoidalesferney rodriguez miraNessuna valutazione finora
- Astm E8Documento3 pagineAstm E8Ricardo LópezNessuna valutazione finora
- JustificacionDocumento13 pagineJustificacionMichel TorresNessuna valutazione finora
- TRABAJO-FINAL - Tecnica de Diseño-De-EjesDocumento11 pagineTRABAJO-FINAL - Tecnica de Diseño-De-EjesWillian LaguaNessuna valutazione finora
- Examen Tercer ParcialDocumento4 pagineExamen Tercer ParcialJhoselyn EmoshaNessuna valutazione finora
- TP 10Documento26 pagineTP 10Maxi Salas Correa LopezNessuna valutazione finora
- Proceso Fcaw.Documento7 pagineProceso Fcaw.AdrianGuerraNessuna valutazione finora
- Dureza Lab 2Documento22 pagineDureza Lab 2Karen TonitoNessuna valutazione finora
- Jefferson PDFDocumento109 pagineJefferson PDFMarianoNessuna valutazione finora
- Diseño de Ejes PDFDocumento38 pagineDiseño de Ejes PDFAndres Montenegro VaquiroNessuna valutazione finora
- Normas TérmicasDocumento3 pagineNormas Térmicashepl AbsNessuna valutazione finora
- Tipos de AceroDocumento15 pagineTipos de AceroRenzo Eduardo Abad DiazNessuna valutazione finora
- Acoplamiento Entre Arboles o EjesDocumento4 pagineAcoplamiento Entre Arboles o EjesDavid VallesNessuna valutazione finora
- Capitulo IV Teorías de Rotura de MaterialesDocumento17 pagineCapitulo IV Teorías de Rotura de MaterialesJose RuedaNessuna valutazione finora
- Resumen Primer Parcial Ingenieria AutomotrizDocumento45 pagineResumen Primer Parcial Ingenieria AutomotrizFlorencia FascettoNessuna valutazione finora
- Diseño Eje y ChavetaDocumento8 pagineDiseño Eje y ChavetavictoryanezNessuna valutazione finora
- Apellido - Examen Final - Ie - 2022-2 - VirtualDocumento2 pagineApellido - Examen Final - Ie - 2022-2 - VirtualValerio JhonatanNessuna valutazione finora
- Preparatorio 6Documento5 paginePreparatorio 6Roberto Luis TasinchanoNessuna valutazione finora
- CFE Tipos de Instalacion Aerea y Subterreanea PDFDocumento16 pagineCFE Tipos de Instalacion Aerea y Subterreanea PDFvictor figueroaNessuna valutazione finora
- Silabo - Del - Curso CENTRALESDocumento7 pagineSilabo - Del - Curso CENTRALESJimmy SilveraNessuna valutazione finora
- Lab N3 - Ondas y ParticulasDocumento9 pagineLab N3 - Ondas y Particulascarlos muñozNessuna valutazione finora
- Construccion de Un Mecanismo para Aplastar LatasDocumento6 pagineConstruccion de Un Mecanismo para Aplastar Latasjofre tituañaNessuna valutazione finora
- FORMULARIO Carga EstaticaDocumento4 pagineFORMULARIO Carga EstaticaOmar Sam SucaNessuna valutazione finora
- Análisis Del Impacto de Presiones Dinámicas de Viento Sobre Torre de Transmisión Mediante El Uso de Dinámica de Fluidos ComputacionalDocumento9 pagineAnálisis Del Impacto de Presiones Dinámicas de Viento Sobre Torre de Transmisión Mediante El Uso de Dinámica de Fluidos ComputacionalCeivans RamirezNessuna valutazione finora
- FATIGADocumento29 pagineFATIGAEdder100% (1)
- Caldera BitermicaDocumento8 pagineCaldera BitermicaMijhael FernandezNessuna valutazione finora
- Cotizaciones RecibidasDocumento3 pagineCotizaciones RecibidasMijhael FernandezNessuna valutazione finora
- Tabla de PruebasDocumento3 pagineTabla de PruebasMijhael FernandezNessuna valutazione finora
- Calculo Gases MedicosDocumento4 pagineCalculo Gases MedicosMijhael FernandezNessuna valutazione finora
- Especificaciones Tecnicas Aire Comprimido - Odonto 20.11.19Documento15 pagineEspecificaciones Tecnicas Aire Comprimido - Odonto 20.11.19Mijhael FernandezNessuna valutazione finora
- Nota de VentaDocumento1 paginaNota de VentaMijhael FernandezNessuna valutazione finora
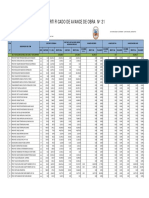
- PLANILLA DE AVANCE DE OBRA Nº21 2019 Def 21.11.19Documento4 paginePLANILLA DE AVANCE DE OBRA Nº21 2019 Def 21.11.19Mijhael FernandezNessuna valutazione finora
- Formulario de TornillosDocumento10 pagineFormulario de TornillosMijhael FernandezNessuna valutazione finora
- Planilla de Avance de Obra M06Documento2 paginePlanilla de Avance de Obra M06Mijhael FernandezNessuna valutazione finora
- Clasificación de Las Tuberías de PVCDocumento3 pagineClasificación de Las Tuberías de PVCMijhael FernandezNessuna valutazione finora
- TornillosDocumento10 pagineTornillosMijhael FernandezNessuna valutazione finora
- Practica 3°parcial PDFDocumento3 paginePractica 3°parcial PDFMijhael FernandezNessuna valutazione finora
- Practica1 PDFDocumento4 paginePractica1 PDFMijhael FernandezNessuna valutazione finora
- Formulario Resortes y Cojinetes PDFDocumento5 pagineFormulario Resortes y Cojinetes PDFMijhael FernandezNessuna valutazione finora
- Formulario Resortes y Cojinetes PDFDocumento5 pagineFormulario Resortes y Cojinetes PDFMijhael FernandezNessuna valutazione finora
- Formulario de TornillosDocumento10 pagineFormulario de TornillosMijhael FernandezNessuna valutazione finora
- Ejercicios Tipo ExamenDocumento51 pagineEjercicios Tipo ExamenMijhael FernandezNessuna valutazione finora
- 4to PARCIAL Elementos PDFDocumento1 pagina4to PARCIAL Elementos PDFMijhael FernandezNessuna valutazione finora
- 4to PARCIAL Elementos PDFDocumento1 pagina4to PARCIAL Elementos PDFMijhael FernandezNessuna valutazione finora
- 2examen ElementosDocumento3 pagine2examen ElementosMijhael FernandezNessuna valutazione finora
- Ejercicios de ElementosDocumento51 pagineEjercicios de ElementosMijhael Fernandez100% (2)
- Personalizacion de Diapositivas - AutomotrizDocumento7 paginePersonalizacion de Diapositivas - AutomotrizJHOANA BELALCAZAR URIBENessuna valutazione finora
- Syllabus Calidad en La Construcción IIDocumento3 pagineSyllabus Calidad en La Construcción IIxxx08xxxNessuna valutazione finora
- El Término Responsabilidad Social Corporativa Se Utiliza Frecuentemente en Dos Contextos DiferentesDocumento3 pagineEl Término Responsabilidad Social Corporativa Se Utiliza Frecuentemente en Dos Contextos DiferentesFernando Osorio GonzalezNessuna valutazione finora
- FASE 2 - Organización - PlantillaDocumento62 pagineFASE 2 - Organización - PlantillaCesar Sotelo RamírezNessuna valutazione finora
- Castillo Perez Veronica SecuenciaDocumento107 pagineCastillo Perez Veronica SecuenciaJaime Eduardo Remuzgo RuizNessuna valutazione finora
- PTS Suministro, Transporte y Vaciado de Mortero Cementoso Autonivelante (Grout)Documento15 paginePTS Suministro, Transporte y Vaciado de Mortero Cementoso Autonivelante (Grout)EVLYNNessuna valutazione finora
- Plan Calendario Socioantropologia-Fisioterapia s1-2024Documento8 paginePlan Calendario Socioantropologia-Fisioterapia s1-2024Michelle MuñozNessuna valutazione finora
- MPT - Manual Unidad 1 Ver2Documento15 pagineMPT - Manual Unidad 1 Ver2José R. GómezNessuna valutazione finora
- Causas Básicas y Causas InmediatasDocumento17 pagineCausas Básicas y Causas InmediatasLiuNessuna valutazione finora
- (Ejemplo de Informe) Carataboneo y Alineamiento Con Jalones - Grupo 3Documento20 pagine(Ejemplo de Informe) Carataboneo y Alineamiento Con Jalones - Grupo 3brandonleeenriquezespinoNessuna valutazione finora
- Manual de Calidad SENADocumento16 pagineManual de Calidad SENAPaty Villar0% (2)
- Técnicas de Identificación en Estomatología ForenseDocumento53 pagineTécnicas de Identificación en Estomatología ForenseDANIELA ORTEGA MARTINEZNessuna valutazione finora
- Catalogo Actualizado Colossus 4.0 25.05Documento9 pagineCatalogo Actualizado Colossus 4.0 25.05CristhianNessuna valutazione finora
- Manual de Documentacion Militar 2018Documento41 pagineManual de Documentacion Militar 2018Nicolas BaezNessuna valutazione finora
- Reseña Histórica de Los Ferrocarriles en El PerúDocumento15 pagineReseña Histórica de Los Ferrocarriles en El PerúMERLINNessuna valutazione finora
- Ok PPT Autoliderazgo)Documento13 pagineOk PPT Autoliderazgo)Sislay Marcia Alave100% (1)
- Comunicación Del Paciente Pediátrico en Unidad de Cuidados IntensivosDocumento4 pagineComunicación Del Paciente Pediátrico en Unidad de Cuidados IntensivosjamirusalNessuna valutazione finora
- 08 - Reología de Los CementosDocumento37 pagine08 - Reología de Los Cementoschristian463Nessuna valutazione finora
- Unidad 1Documento50 pagineUnidad 1Eduardo Rodríguez ZárateNessuna valutazione finora
- 5° Primaria Educación FisicaDocumento1 pagina5° Primaria Educación Fisicagchavezd gggNessuna valutazione finora
- Sesion CCSS Independencia 13 Colonias AmericanasDocumento6 pagineSesion CCSS Independencia 13 Colonias Americanasyery ysabel paredes crespinNessuna valutazione finora
- Pregunta1 13Documento7 paginePregunta1 13Escobar Gabidia PragaNessuna valutazione finora
- Unidad 5 Gestión Organizacional o Proceso AdministrativoDocumento46 pagineUnidad 5 Gestión Organizacional o Proceso Administrativojahir hernandezNessuna valutazione finora
- Buyer PersonaDocumento11 pagineBuyer PersonaKAREN IVANIA YANES HERNANDEZNessuna valutazione finora
- Navitek Etiquetas Adhesivas Ficha Tecnica Del Producto 358424Documento2 pagineNavitek Etiquetas Adhesivas Ficha Tecnica Del Producto 358424andesonNessuna valutazione finora
- AGROECOLOGIADocumento195 pagineAGROECOLOGIABretna MinayaNessuna valutazione finora
- Entrega 0Documento1 paginaEntrega 0Daniel Felipe Quintero LopezNessuna valutazione finora
- Caldera de Biomasa para Calefaccion DTH30Documento24 pagineCaldera de Biomasa para Calefaccion DTH30api-240133598100% (1)
- Trabajo Uñas EsculpidasDocumento33 pagineTrabajo Uñas EsculpidasJaneth Johanna RosadoNessuna valutazione finora
- PPE Xacbal DeltaDocumento63 paginePPE Xacbal DeltaArqued EstudioNessuna valutazione finora