Potrebbero piacerti anche
- Importancia Metrologa Qumica PDFDocumento30 pagineImportancia Metrologa Qumica PDFLuis MoyaNessuna valutazione finora
- Funciones OrgánicasDocumento79 pagineFunciones OrgánicasjaggonzalezNessuna valutazione finora
- Imagenes Cientificos CelebresDocumento5 pagineImagenes Cientificos CelebresLuis MoyaNessuna valutazione finora
- Problemas Estado GaseosoDocumento21 pagineProblemas Estado GaseosoLuis MoyaNessuna valutazione finora
- Extracción de Aceites Naturales Por Arrastre de VaporDocumento22 pagineExtracción de Aceites Naturales Por Arrastre de VaporLuis MoyaNessuna valutazione finora
- Técnicas de micro y macrofiltro para seleccionar ideas de negocioDocumento11 pagineTécnicas de micro y macrofiltro para seleccionar ideas de negocioLuis MoyaNessuna valutazione finora
- Tesis 1 Metrologia QuimicaDocumento170 pagineTesis 1 Metrologia QuimicaLuis MoyaNessuna valutazione finora
- 379 2 PDFDocumento172 pagine379 2 PDFDiacono10Nessuna valutazione finora
- Tesis 1 Metrologia Quimica PDFDocumento170 pagineTesis 1 Metrologia Quimica PDFLuis MoyaNessuna valutazione finora
- Recaudacion-Tributaria-Peru-Politica-Tributaria 2015Documento56 pagineRecaudacion-Tributaria-Peru-Politica-Tributaria 2015zenaidaNessuna valutazione finora
- 3.-Modelo de Minuta de Constitución de Sociedad Anonima - S.A. Con Aporte en Bienes No DinerariosDocumento7 pagine3.-Modelo de Minuta de Constitución de Sociedad Anonima - S.A. Con Aporte en Bienes No DinerariosBRINSLEY ALONSO MAYORGA GAMBOANessuna valutazione finora
- Contol de Calidad AzucarDocumento14 pagineContol de Calidad AzucarLuis MoyaNessuna valutazione finora
- Estados FinancierosDocumento143 pagineEstados FinancierosBradley FergusonNessuna valutazione finora
- Analisis Administracion Recursos Humanos Empresa A El GanaderoaDocumento36 pagineAnalisis Administracion Recursos Humanos Empresa A El GanaderoaLuis MoyaNessuna valutazione finora
- Tributación en El PeruDocumento21 pagineTributación en El PeruyomanuelitoNessuna valutazione finora
- Regimen Especial Laboral MypeDocumento54 pagineRegimen Especial Laboral MypeLuis Moya50% (2)
- Proyecto Empresarial-BengerDocumento5 pagineProyecto Empresarial-BengerLuis MoyaNessuna valutazione finora
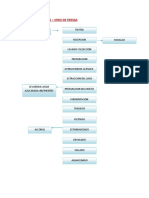
- El Vino de Fresa Es Una Bebida Ligera y Refrescante Asociada Al Verano Que Puedes Preparar Fácilmente en CasaDocumento21 pagineEl Vino de Fresa Es Una Bebida Ligera y Refrescante Asociada Al Verano Que Puedes Preparar Fácilmente en CasaLuis MoyaNessuna valutazione finora
- Auditoria de La Calidad-SixtoDocumento4 pagineAuditoria de La Calidad-SixtoLuis MoyaNessuna valutazione finora
- PoemasDocumento2 paginePoemasLuis MoyaNessuna valutazione finora
- DistribucionDocumento1 paginaDistribucionLuis MoyaNessuna valutazione finora
- Un Matematico Invierte en La Bolsa - John Allen Paulos PDFDocumento195 pagineUn Matematico Invierte en La Bolsa - John Allen Paulos PDFGuillermo LeanzaNessuna valutazione finora
- ISO 9000 MonografiaDocumento32 pagineISO 9000 MonografiaLuis MoyaNessuna valutazione finora
- Planta de Tratamiento Por Lodos ActivadosDocumento3 paginePlanta de Tratamiento Por Lodos ActivadosLuis MoyaNessuna valutazione finora
- PoemasDocumento2 paginePoemasLuis MoyaNessuna valutazione finora
- Diagrama de FlujoDocumento1 paginaDiagrama de FlujoLuis MoyaNessuna valutazione finora
- Bol N02 2015 LaLibertadDocumento8 pagineBol N02 2015 LaLibertadLuis MoyaNessuna valutazione finora
- Reporte Socio Económico Laboral #04 - 2016Documento2 pagineReporte Socio Económico Laboral #04 - 2016Luis MoyaNessuna valutazione finora
- Reporte Socio Económico Laboral #04 - 2016Documento2 pagineReporte Socio Económico Laboral #04 - 2016Luis MoyaNessuna valutazione finora
- Recikids EducaciónDocumento13 pagineRecikids EducaciónEricksette7Nessuna valutazione finora
- Metodologia Proy Automatizacion - 150131Documento98 pagineMetodologia Proy Automatizacion - 150131Jeffrey A. ParedesNessuna valutazione finora
- EuroCervezas Precios Centr ConsDocumento2 pagineEuroCervezas Precios Centr ConsRicardo NúñezNessuna valutazione finora
- Taller de Verificación Balanceo RedoxDocumento7 pagineTaller de Verificación Balanceo RedoxJUAN JOSE PALACIOS MAHECHANessuna valutazione finora
- ModelosCrecimientoPoblacionalDocumento27 pagineModelosCrecimientoPoblacionalMeliza Qquelcca MamanquiNessuna valutazione finora
- Proyecto Final de Techo Fatima, Alby y AdrianaDocumento135 pagineProyecto Final de Techo Fatima, Alby y AdrianaAdriana Amares Rojas50% (2)
- Trabajo de Investigacion #3 - Biodigestores - Diapositivas - Grupo N°2Documento28 pagineTrabajo de Investigacion #3 - Biodigestores - Diapositivas - Grupo N°2Frank BediaNessuna valutazione finora
- Caimi, Mario - La Metafísica de KantDocumento100 pagineCaimi, Mario - La Metafísica de KantJUDITH TAFUR100% (1)
- Importancia Del ComputadorDocumento2 pagineImportancia Del ComputadorSthephen CurryNessuna valutazione finora
- Reinventar El AmorDocumento25 pagineReinventar El AmorSALVADOR FLORES CHAVARINNessuna valutazione finora
- Una Ventana Entra La Vida y La BibliaDocumento75 pagineUna Ventana Entra La Vida y La BibliaJunior Javier Tasayco RodriguezNessuna valutazione finora
- Limitaciones Del Uso de Nombre Vernaculares en Los Inventarios Forestales de La Amazonia PeruanaDocumento11 pagineLimitaciones Del Uso de Nombre Vernaculares en Los Inventarios Forestales de La Amazonia PeruanaJean Carlos Soto-SharevaNessuna valutazione finora
- Las Experiencias de Sustentabilidad Comunitaria en México. Una Visión PanorámicaDocumento45 pagineLas Experiencias de Sustentabilidad Comunitaria en México. Una Visión PanorámicaErick OrozcoNessuna valutazione finora
- 9º Mat e 23 AgostoDocumento2 pagine9º Mat e 23 Agostokko-hector SilveroNessuna valutazione finora
- 1061 Final Ok Web PDFDocumento92 pagine1061 Final Ok Web PDFGhilda VargasNessuna valutazione finora
- Colico TromboembolicoDocumento14 pagineColico TromboembolicoSheryl Avilés PintoNessuna valutazione finora
- CONTROL DE PROCESOS EN MOLIENDA - R1pptxDocumento25 pagineCONTROL DE PROCESOS EN MOLIENDA - R1pptxGARY VICENZO RIVERA LEIVANessuna valutazione finora
- Practica LuceroDocumento32 paginePractica LuceroLucero Espinoza GarcíaNessuna valutazione finora
- Taller Evaluacion y Seleccion de ConceptosDocumento5 pagineTaller Evaluacion y Seleccion de ConceptosMARIO VELASQUEZ MOLINANessuna valutazione finora
- Reseña Conceptual-La EpopeyaDocumento7 pagineReseña Conceptual-La EpopeyaAnitaNessuna valutazione finora
- Megaspin 550 - Es - PDocumento2 pagineMegaspin 550 - Es - PIberisa MaquinariaNessuna valutazione finora
- DEDICATORIA VDocumento43 pagineDEDICATORIA VEINER OBLITAS PEREZNessuna valutazione finora
- Informe Ciclo Del CobreDocumento5 pagineInforme Ciclo Del CobreSamantha Taylor100% (7)
- Error Brother Error 46Documento3 pagineError Brother Error 46Juan L. Pucheta ObilNessuna valutazione finora
- Manual Del Cuidador en El DomicilioDocumento110 pagineManual Del Cuidador en El DomicilioCristian R Visbal CNessuna valutazione finora
- Ucv Guia Bioestadística Unidad IDocumento41 pagineUcv Guia Bioestadística Unidad Ijose100% (1)
- Evaluación final de probabilidad y estadísticaDocumento8 pagineEvaluación final de probabilidad y estadísticaedgar ramosNessuna valutazione finora
- Lenguaje Comun Expresado Como Lenguaje AlgebraicoDocumento1 paginaLenguaje Comun Expresado Como Lenguaje Algebraicokaringb100% (1)
- Taller Hemoanalisis 1Documento11 pagineTaller Hemoanalisis 1Lina JohananaNessuna valutazione finora
- Sistemas de lubricación centralizadaDocumento20 pagineSistemas de lubricación centralizadaPablo Cesar Portilla Ordoñez100% (1)