Potrebbero piacerti anche
- Prevención de riesgos laborales y medioambientales para el mecanizado por corte y conformado. FMEH0209Da EverandPrevención de riesgos laborales y medioambientales para el mecanizado por corte y conformado. FMEH0209Nessuna valutazione finora
- Material para Manual de SeguridadDocumento7 pagineMaterial para Manual de SeguridadMarcos Quiuchaca PortilloNessuna valutazione finora
- Actividad I Proyecto Final Ana Gabriela Palios22Documento26 pagineActividad I Proyecto Final Ana Gabriela Palios22Fabricio Fae BalboaNessuna valutazione finora
- Trabajo Practico Organizacion Michel David VillalbaDocumento16 pagineTrabajo Practico Organizacion Michel David VillalbaTobias Villalba100% (1)
- Equipo de Proteccion PersonalizadaDocumento52 pagineEquipo de Proteccion PersonalizadaHugo SerNessuna valutazione finora
- Trabajo Practico Seguridad I Mauro BertiniDocumento13 pagineTrabajo Practico Seguridad I Mauro BertiniMauro RodrigoNessuna valutazione finora
- Reglamento Interno de Higiene y SeguridadDocumento52 pagineReglamento Interno de Higiene y Seguridadgabriel guamanNessuna valutazione finora
- Decreto 1338Documento6 pagineDecreto 1338cristian32473Nessuna valutazione finora
- Programa de Seguridad para Una ConstrucciónDocumento9 paginePrograma de Seguridad para Una ConstrucciónMICAELANessuna valutazione finora
- Implementacion de La Norma Iso 10000Documento16 pagineImplementacion de La Norma Iso 10000Isaias Zavala ArevaloNessuna valutazione finora
- Trabajo Practico AysaDocumento10 pagineTrabajo Practico AysaClaudia LazcanoNessuna valutazione finora
- Colores y Señales de Seguridad e Higiene 2Documento20 pagineColores y Señales de Seguridad e Higiene 2Viry M SandovalNessuna valutazione finora
- Plan de Contingencias INVERSIONES PAQUITA SACDocumento14 paginePlan de Contingencias INVERSIONES PAQUITA SACsg_ingenieria_saNessuna valutazione finora
- Programa de seguridad para construcciónDocumento16 paginePrograma de seguridad para construcciónCamila BertralNessuna valutazione finora
- PRL AlcampoDocumento39 paginePRL AlcampoformacionenriqueNessuna valutazione finora
- Guia Inspeccion General Condiciones Salud OcupacionalDocumento20 pagineGuia Inspeccion General Condiciones Salud OcupacionalTaty VargasNessuna valutazione finora
- Reglamento Higiene SeguridadDocumento2 pagineReglamento Higiene Seguridadximenagg0% (1)
- T P Laboratorio Qca. GralDocumento50 pagineT P Laboratorio Qca. Gralmiguel0lenizNessuna valutazione finora
- Plan de emergencia frigorífico BroomDocumento26 paginePlan de emergencia frigorífico BroommauricioNessuna valutazione finora
- Seguridad en OficinaDocumento18 pagineSeguridad en OficinaDesiree Gonzalez CastejonNessuna valutazione finora
- Riesgo Locativo. Salud OcupacionalDocumento20 pagineRiesgo Locativo. Salud OcupacionalmeliMA_4100% (1)
- Lectura 1 Antecedentes Históricos de La Seguridad e HigieneDocumento6 pagineLectura 1 Antecedentes Históricos de La Seguridad e HigieneFabio IkaczykNessuna valutazione finora
- Proyecto de SeguridadDocumento17 pagineProyecto de SeguridadNoemi ZeballosNessuna valutazione finora
- Caso VentilaciónDocumento9 pagineCaso VentilaciónCecilia De los SantosNessuna valutazione finora
- Proteccion RespiratoriaDocumento14 pagineProteccion RespiratoriaraulitinNessuna valutazione finora
- Resolucion 51 97 Programa de SeguridadDocumento3 pagineResolucion 51 97 Programa de SeguridadFacundo ToledoNessuna valutazione finora
- Manual seguridad construcciónDocumento37 pagineManual seguridad construcciónBraulio CuevasNessuna valutazione finora
- Uso de Maquinas y Herramientas 2013Documento28 pagineUso de Maquinas y Herramientas 2013Enescon SacNessuna valutazione finora
- TP Practica Profesionalizante I Exclusivo Distancia 2023 1deg CuatrimestreDocumento3 pagineTP Practica Profesionalizante I Exclusivo Distancia 2023 1deg CuatrimestreElizabeth ValladaresNessuna valutazione finora
- Reglamento Interno de Seguridad y Salud Ocupacional.Documento41 pagineReglamento Interno de Seguridad y Salud Ocupacional.Manuel Fernando Garcia LandaNessuna valutazione finora
- SST en trituración y moliendaDocumento28 pagineSST en trituración y moliendaLuis Fernando Monterrey100% (1)
- Ergonomía de La OficinaDocumento21 pagineErgonomía de La OficinaUlises CastilloNessuna valutazione finora
- So-R-Prev-083 Análisis Permiso de Trabajo SeguroDocumento2 pagineSo-R-Prev-083 Análisis Permiso de Trabajo SeguroYasna MartinezNessuna valutazione finora
- Anexo II - Normas de Seguridad para ContratistasDocumento14 pagineAnexo II - Normas de Seguridad para ContratistasMaria Del Carmen RodriguezNessuna valutazione finora
- P y TP Medicina 2022 02Documento10 pagineP y TP Medicina 2022 02Eugge FerreyraNessuna valutazione finora
- CARPINTERIA, Normas Basicas de PrevencionDocumento24 pagineCARPINTERIA, Normas Basicas de Prevencionjsierra333Nessuna valutazione finora
- INSST-009 Instructivo para Inspecciones de SeguridadDocumento5 pagineINSST-009 Instructivo para Inspecciones de SeguridadRosa ElenaNessuna valutazione finora
- Casos Practicos 1Documento10 pagineCasos Practicos 1Marco Banda IbañezNessuna valutazione finora
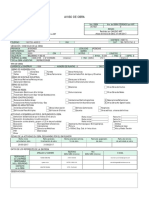
- Aviso - Obra - 367827 POSADAS BAMCO MARO PDFDocumento1 paginaAviso - Obra - 367827 POSADAS BAMCO MARO PDFSicurezza ConsultoraNessuna valutazione finora
- Primer Parcial de Seguridad e Higiene Industrial Año 2020 - Bruzzo Juan BautistaDocumento3 paginePrimer Parcial de Seguridad e Higiene Industrial Año 2020 - Bruzzo Juan BautistaBautista Bruzzo100% (1)
- Orden y Aseo CapacitacionDocumento22 pagineOrden y Aseo CapacitacionPaola HerreraNessuna valutazione finora
- Riesgos Biologicos EdarDocumento44 pagineRiesgos Biologicos Edaredwin martinez AguirreNessuna valutazione finora
- Semana 9 y 1o .BPM (Modulo III)Documento107 pagineSemana 9 y 1o .BPM (Modulo III)JONATHAN GIANCARLO CASTILLO MIRANDANessuna valutazione finora
- TP1 - SEGURIDAD II - RevisadoDocumento9 pagineTP1 - SEGURIDAD II - Revisadojuan25.103761Nessuna valutazione finora
- Pfi Universidad de La Fraternidad de Agrupaciones Santo Tomás de AquinoDocumento11 paginePfi Universidad de La Fraternidad de Agrupaciones Santo Tomás de AquinoMauro Nicolás100% (1)
- Manual Accidentes LaboralesDocumento10 pagineManual Accidentes LaboralesLucía García100% (1)
- Riesfos en PanaderiaDocumento12 pagineRiesfos en PanaderiadardoNessuna valutazione finora
- Seguridad 1 TPDocumento33 pagineSeguridad 1 TPJonatan TayguanNessuna valutazione finora
- TP Practica Profesionalizante I Exclusivo Distancia 2023 1deg CuatrimestreDocumento3 pagineTP Practica Profesionalizante I Exclusivo Distancia 2023 1deg CuatrimestreElizabeth ValladaresNessuna valutazione finora
- Ficha Tecnica EslingasDocumento1 paginaFicha Tecnica EslingasCynthia EspirituNessuna valutazione finora
- Seguridad e Higiene IndustrialDocumento97 pagineSeguridad e Higiene IndustrialGerardo OropezaNessuna valutazione finora
- Trabajo Practica Profecionalizante IDocumento31 pagineTrabajo Practica Profecionalizante IJazmin AltamiranoNessuna valutazione finora
- Cabanillas Guevara, Henry - Ejemplo 2 PDFDocumento295 pagineCabanillas Guevara, Henry - Ejemplo 2 PDFMaycol CorleoneNessuna valutazione finora
- Plan de Prevención de Riesgos LaboralesDocumento2 paginePlan de Prevención de Riesgos LaboralesDanny Joaquin Flores CruzNessuna valutazione finora
- Ficha Tecnica Tapon de OidoDocumento4 pagineFicha Tecnica Tapon de OidoEdwin DolfNessuna valutazione finora
- Programa de seguridad e higiene para Agua Roca AzulDocumento115 paginePrograma de seguridad e higiene para Agua Roca AzulMaria Katya Reyes VelazquezNessuna valutazione finora
- SG Seguridad y Salud en El TrabajoDocumento35 pagineSG Seguridad y Salud en El TrabajoRuth Marina AcostaNessuna valutazione finora
- Riesgos químicos: Una mirada didáctica para la enseñanzaDa EverandRiesgos químicos: Una mirada didáctica para la enseñanzaNessuna valutazione finora
- Riesgos físicos III: Temperaturas extremas y ventilación - 2da ediciónDa EverandRiesgos físicos III: Temperaturas extremas y ventilación - 2da ediciónNessuna valutazione finora
- Seguridad e Higiene Ocupacional - Empresa Luz Del SurDocumento151 pagineSeguridad e Higiene Ocupacional - Empresa Luz Del SurROSITA JASURYNessuna valutazione finora
- MODAPTS moldeo aluminioDocumento10 pagineMODAPTS moldeo aluminioLuis Antonio PeredaNessuna valutazione finora
- MODAPTS moldeo aluminioDocumento10 pagineMODAPTS moldeo aluminioLuis Antonio PeredaNessuna valutazione finora
- Salud y Seguridad en El TrabajoDocumento87 pagineSalud y Seguridad en El TrabajoJorge Arevalo PerezNessuna valutazione finora
- M1 PDFDocumento21 pagineM1 PDFgupazin75gmailNessuna valutazione finora
- NOM-02-STPS Grado de Riesgo de IncendioDocumento54 pagineNOM-02-STPS Grado de Riesgo de IncendiomluevanosNessuna valutazione finora
- Planeación agregada de producción JC Company 6 mesesDocumento3 paginePlaneación agregada de producción JC Company 6 mesesJorge Arevalo PerezNessuna valutazione finora
- Curso Basico Salud Ocupacional Cartilla 1Documento15 pagineCurso Basico Salud Ocupacional Cartilla 1Yoli CampoNessuna valutazione finora
- 2012 09 OHSAS 18001 TejedorDocumento31 pagine2012 09 OHSAS 18001 Tejedorcesareca2013Nessuna valutazione finora
- Tema 5Documento124 pagineTema 5Vania Malca NeyraNessuna valutazione finora
- OHSAS Tema 3Documento6 pagineOHSAS Tema 3Jose Simon Mejia JoyaNessuna valutazione finora
- Nom 029 STPS 2011 PDFDocumento48 pagineNom 029 STPS 2011 PDFGRANVILLANessuna valutazione finora
- NOM 009 STPS 2011 Trabajos en AlturaDocumento55 pagineNOM 009 STPS 2011 Trabajos en AlturaJose de la PazNessuna valutazione finora
- Norma Ohsas 18001Documento24 pagineNorma Ohsas 18001Jose LuisNessuna valutazione finora
- Nom 018 STPS 2015Documento55 pagineNom 018 STPS 2015Jorge WiitronNessuna valutazione finora
- Dof - Diario OficialDocumento32 pagineDof - Diario OficialJorge Arevalo PerezNessuna valutazione finora
- UNIDAD 5 Salud IndustrialDocumento9 pagineUNIDAD 5 Salud IndustrialJorge Arevalo PerezNessuna valutazione finora
- Ejer. Resueltos EstadisticaDocumento64 pagineEjer. Resueltos EstadisticaFREDDY72% (128)
- Manual Evaluacion Comp Lab PDFDocumento60 pagineManual Evaluacion Comp Lab PDFpamarogoNessuna valutazione finora
- Seguridad e Higiene IndustrialDocumento445 pagineSeguridad e Higiene IndustrialEda Troaquero DNessuna valutazione finora
- Gestion de Inventarios Con Demanda DependienteDocumento21 pagineGestion de Inventarios Con Demanda DependienteAlejandro Barcenas0% (1)
- Costo de TransportesDocumento5 pagineCosto de TransportesJorge Arevalo PerezNessuna valutazione finora
- Gestion de Inventarios Con Demanda DependienteDocumento21 pagineGestion de Inventarios Con Demanda DependienteAlejandro Barcenas0% (1)
- Guia Costos LogisticosDocumento6 pagineGuia Costos LogisticosFavio ValienteNessuna valutazione finora
- Manual Basico de SeguridadDocumento444 pagineManual Basico de Seguridademilio.95% (58)
- Como Se Calcula El Costo Total de La Cadena de SuministroDocumento6 pagineComo Se Calcula El Costo Total de La Cadena de SuministroJorge Arevalo Perez100% (1)
- Seguridad e Higiene IndustrialDocumento445 pagineSeguridad e Higiene IndustrialEda Troaquero DNessuna valutazione finora
- Smas y CottoDocumento3 pagineSmas y CottoJorge Arevalo PerezNessuna valutazione finora
- Higienen y Seguridad IndustrialDocumento89 pagineHigienen y Seguridad Industrialpa75% (8)
- Apuntes de Higiene y Seguridad Industrial PDFDocumento227 pagineApuntes de Higiene y Seguridad Industrial PDFJorge Arevalo PerezNessuna valutazione finora
- Formas Citar I y Referenciar IcontecDocumento38 pagineFormas Citar I y Referenciar IcontecsandyvetasNessuna valutazione finora
- Examen Parcial - Examen Excel - 2Documento7 pagineExamen Parcial - Examen Excel - 2Ronish RstNessuna valutazione finora
- 1 Unidad 1 Prev - de Riesgos y Enf. ProfesionalesDocumento57 pagine1 Unidad 1 Prev - de Riesgos y Enf. ProfesionalesFernando H. GuerraNessuna valutazione finora
- Congreso de Angostura. GHCDocumento2 pagineCongreso de Angostura. GHCSAMMYSALVNessuna valutazione finora
- Herramientas Química AnalíticaDocumento6 pagineHerramientas Química AnalíticaJoel Hernan HUARACA MAURICIONessuna valutazione finora
- Diseñar Un Manual de Mantenimiento para Una Empresa IndustrialDocumento8 pagineDiseñar Un Manual de Mantenimiento para Una Empresa IndustrialnancyNessuna valutazione finora
- Triptico Huevo FlotanteDocumento1 paginaTriptico Huevo FlotantejanethNessuna valutazione finora
- Acfutsur 2019 BarranquillaDocumento4 pagineAcfutsur 2019 BarranquillaLore Patri AndradeNessuna valutazione finora
- PLAN DE CLASE Control de Las EmocionesDocumento5 paginePLAN DE CLASE Control de Las EmocionesVALENTINA JARAMILLO VELASQUEZNessuna valutazione finora
- Planeacion 1 Semana de AgostoDocumento14 paginePlaneacion 1 Semana de AgostoPilarika ManriqueNessuna valutazione finora
- Defectos en La ColadaDocumento3 pagineDefectos en La ColadaRomario Pauccara SNessuna valutazione finora
- Ocozias Rey Bil y ManipulableDocumento4 pagineOcozias Rey Bil y ManipulableJoseNessuna valutazione finora
- Por Instagram Todos Los DiasDocumento15 paginePor Instagram Todos Los DiasCeleste JuárezNessuna valutazione finora
- PEC2 20201 docRESPUESTASDocumento5 paginePEC2 20201 docRESPUESTASelenaNessuna valutazione finora
- Ética de Negocios UAC: Valores, Principios y ResultadosDocumento14 pagineÉtica de Negocios UAC: Valores, Principios y ResultadosKate Maberly ALegria Araujo50% (2)
- Competitividad ExposicionDocumento15 pagineCompetitividad ExposicionPercy SanchezNessuna valutazione finora
- Ebook Guia Practica Instagram Tiendas VirtualesDocumento32 pagineEbook Guia Practica Instagram Tiendas VirtualesNestor Cruz HilasacaNessuna valutazione finora
- SST-FO-01. Lista MaestraDocumento3 pagineSST-FO-01. Lista MaestraFlavio Paulino Martinez100% (8)
- El Chiste Por Jairo Susa PDFDocumento45 pagineEl Chiste Por Jairo Susa PDFJairo SusaNessuna valutazione finora
- TestDocumento6 pagineTestFrancisco GutierrezNessuna valutazione finora
- Aminoácidos y proteínas: estructura, función y regulaciónDocumento5 pagineAminoácidos y proteínas: estructura, función y regulaciónDaira AlisterNessuna valutazione finora
- JuanaDocumento294 pagineJuanaJulio Cesar AlanocaNessuna valutazione finora
- Guía Examen 5 BDocumento5 pagineGuía Examen 5 BBrandon MedinaNessuna valutazione finora
- Sustantivo-Formativa 1 de 7moDocumento3 pagineSustantivo-Formativa 1 de 7moYolanda AtencioNessuna valutazione finora
- Ficha de Inventario Gonzalo Jiménez de Quesada - 2021Documento8 pagineFicha de Inventario Gonzalo Jiménez de Quesada - 2021Helena FernandezNessuna valutazione finora
- Psicología cognitiva: procesos mentales en la adquisición del lenguajeDocumento16 paginePsicología cognitiva: procesos mentales en la adquisición del lenguajeFá FátimaNessuna valutazione finora
- EXPORTACIONES E IMPORTACIONES DE TUMBES MiluDocumento16 pagineEXPORTACIONES E IMPORTACIONES DE TUMBES MiluMaria RodriguezNessuna valutazione finora
- Estilos de La NegociaciónDocumento11 pagineEstilos de La NegociaciónArleth Thais Rivera VargasNessuna valutazione finora
- Área y Volumen de Figuras 3dDocumento37 pagineÁrea y Volumen de Figuras 3dAndrea Jirado AyolaNessuna valutazione finora
- Sistema MAetrico Decimal-2Documento23 pagineSistema MAetrico Decimal-2ernesto jose martinez tinocoNessuna valutazione finora