Potrebbero piacerti anche
- Corrosion Performance of Alloys in Coal Combustion EnvironmentsDocumento11 pagineCorrosion Performance of Alloys in Coal Combustion Environmentsdealer82Nessuna valutazione finora
- OsidationDocumento49 pagineOsidationSadhasivam VeluNessuna valutazione finora
- Advanced Boiler TubeDocumento2 pagineAdvanced Boiler TubeShailendra WaniNessuna valutazione finora
- An Assesment of The High Temperature Oxidation Behaviour of Fe-Cr Steels in Water Vapour and SteamDocumento15 pagineAn Assesment of The High Temperature Oxidation Behaviour of Fe-Cr Steels in Water Vapour and SteammogirevansNessuna valutazione finora
- GSC Steam Turbine CastingsDocumento10 pagineGSC Steam Turbine CastingsJozsef MagyariNessuna valutazione finora
- ManufProc 4 BulkFormingDocumento96 pagineManufProc 4 BulkFormingHannan yusuf KhanNessuna valutazione finora
- Gorni SFHTHandbook PDFDocumento218 pagineGorni SFHTHandbook PDFCristóbal BustamanteNessuna valutazione finora
- Corrosion of Waterwall and Superheater Tubes in WTE FacilitiesDocumento114 pagineCorrosion of Waterwall and Superheater Tubes in WTE Facilitiesvijay_nani124Nessuna valutazione finora
- A Brief Presentation To Steam TurbineDocumento194 pagineA Brief Presentation To Steam TurbineHammad Naeem100% (1)
- 304HCu 310NDocumento40 pagine304HCu 310NmalsttarNessuna valutazione finora
- Oxidation of 9%Cr steel P91 in water vapour environmentsDocumento27 pagineOxidation of 9%Cr steel P91 in water vapour environmentsAleš NagodeNessuna valutazione finora
- Solidification of MetalDocumento13 pagineSolidification of MetalgandhiNessuna valutazione finora
- Asme Sa 199 Grade t11 TubesDocumento1 paginaAsme Sa 199 Grade t11 TubesFerroPipENessuna valutazione finora
- 1584Documento6 pagine1584malsttarNessuna valutazione finora
- T23 Field Weld Guidelines Rev 01Documento4 pagineT23 Field Weld Guidelines Rev 01tek_surinderNessuna valutazione finora
- Carbides in High Chromium Cast IronsDocumento8 pagineCarbides in High Chromium Cast IronsLewy HandleNessuna valutazione finora
- Metal FormingDocumento80 pagineMetal Formingashok PradhanNessuna valutazione finora
- Hot Corrosion Performance of Alloy and Composite CoatingsDocumento12 pagineHot Corrosion Performance of Alloy and Composite CoatingsHarkulvinder SinghNessuna valutazione finora
- Status of Advanced Ultra-Supercritical Pulverised Coal Technology - ccc229Documento57 pagineStatus of Advanced Ultra-Supercritical Pulverised Coal Technology - ccc229sarangss100% (1)
- 58 Weld Repairs - Creep PerformanceDocumento21 pagine58 Weld Repairs - Creep PerformanceLTE002Nessuna valutazione finora
- BS-EN Comparison ChartDocumento14 pagineBS-EN Comparison ChartIan Stewart PorterNessuna valutazione finora
- Metrode Welding Consumables For P92 and T23 Creep Resisting SteelsDocumento17 pagineMetrode Welding Consumables For P92 and T23 Creep Resisting SteelsClaudia MmsNessuna valutazione finora
- Critical PipingDocumento49 pagineCritical PipingChakravarthi NagaNessuna valutazione finora
- Phase Diagrams Explained: Understanding States of MatterDocumento5 paginePhase Diagrams Explained: Understanding States of MatterMumtaz AhmadNessuna valutazione finora
- Fatigue CorrosionDocumento2 pagineFatigue Corrosionaop10468Nessuna valutazione finora
- Chapter 18-Fundamentals Metal FormingDocumento33 pagineChapter 18-Fundamentals Metal Formingdrbasit93Nessuna valutazione finora
- Pérez2011 Article GraphitizationInLowAlloySteelPDocumento7 paginePérez2011 Article GraphitizationInLowAlloySteelPramzi5ben5ahmedNessuna valutazione finora
- Residual StressDocumento92 pagineResidual StressJay PadamaNessuna valutazione finora
- en 10213 2007 Steel Castings For Pressure Purposes PDFDocumento29 pagineen 10213 2007 Steel Castings For Pressure Purposes PDFPramod NautiyalNessuna valutazione finora
- On The Tensile Strength and Hardness Relation For MetalsDocumento5 pagineOn The Tensile Strength and Hardness Relation For MetalsHammadNessuna valutazione finora
- WJ - 1982 - R B Dooley Dissimilar Weld Boiler Tube FailureDocumento5 pagineWJ - 1982 - R B Dooley Dissimilar Weld Boiler Tube FailureKuthuraikaranNessuna valutazione finora
- Managing Steam Side Oxidation by EPRI PDFDocumento3 pagineManaging Steam Side Oxidation by EPRI PDFUdhayakumar VenkataramanNessuna valutazione finora
- Limitations of The Use of Grossman Quench Severity FactorsDocumento12 pagineLimitations of The Use of Grossman Quench Severity FactorsPedro Polastri PatriotaNessuna valutazione finora
- COLD CRACKING: CAUSES AND PREVENTIONDocumento2 pagineCOLD CRACKING: CAUSES AND PREVENTIONfaridshabani100% (1)
- The Detection of Alpha Prime in Duplex Stainless SteelsDocumento10 pagineThe Detection of Alpha Prime in Duplex Stainless Steelsapply19842371Nessuna valutazione finora
- Ultra Super Critical TechDocumento18 pagineUltra Super Critical Techdurgeshsharma2Nessuna valutazione finora
- Calculating Critical Temperatures in Steels Using Empirical FormulasDocumento6 pagineCalculating Critical Temperatures in Steels Using Empirical FormulasAndress SsalomonnNessuna valutazione finora
- Lead-Tin Phase EquilibirumDocumento19 pagineLead-Tin Phase Equilibirummenonharsh91% (11)
- Segregation and Banding in SteelDocumento2 pagineSegregation and Banding in SteelskluxNessuna valutazione finora
- Ceramic Coatings Improve Boiler Reliability and PerformanceDocumento8 pagineCeramic Coatings Improve Boiler Reliability and PerformancedocturboNessuna valutazione finora
- 226 Eddystone Station UnitDocumento24 pagine226 Eddystone Station UnitsbktceNessuna valutazione finora
- Hot Working of Metals PresentationDocumento27 pagineHot Working of Metals PresentationRommel Blanco100% (1)
- Bor1991 - Effect of Pearlite Banding On Mechanical Properties of Perlitic SteelDocumento12 pagineBor1991 - Effect of Pearlite Banding On Mechanical Properties of Perlitic SteelAlejandroAcuñaMaureiraNessuna valutazione finora
- Enme 331-Fundamentals of CastingDocumento48 pagineEnme 331-Fundamentals of CastingAhmed AbdulrhmanNessuna valutazione finora
- Boiler Corrosion MagnetiteDocumento14 pagineBoiler Corrosion MagnetiteJakeTheSnake69Nessuna valutazione finora
- Gas Turbine Materials - Current Status AnDocumento15 pagineGas Turbine Materials - Current Status Anadepaul62Nessuna valutazione finora
- Solid Particle Erosion and Mechanical DamageDocumento5 pagineSolid Particle Erosion and Mechanical DamageCarlos ToscanoNessuna valutazione finora
- A Thermodynamic Theory of Short-Term and Creep RuptureDocumento6 pagineA Thermodynamic Theory of Short-Term and Creep Ruptureeid elsayedNessuna valutazione finora
- Supercritical MetallurgyDocumento28 pagineSupercritical MetallurgyVishal ModiNessuna valutazione finora
- Creep - Iwshibli PDFDocumento32 pagineCreep - Iwshibli PDFIvanUribeNessuna valutazione finora
- Effects of High Chlorine in Biomass FuelDocumento16 pagineEffects of High Chlorine in Biomass FuelJaideepMannNessuna valutazione finora
- Microstructure-Property Relationships in High Chromium White Iron Alloys PDFDocumento24 pagineMicrostructure-Property Relationships in High Chromium White Iron Alloys PDFLuis AcevedoNessuna valutazione finora
- An Overview of The Effect of Hot Corrosion in Waste-To-Energy (Wte) Plant EnvironmentDocumento4 pagineAn Overview of The Effect of Hot Corrosion in Waste-To-Energy (Wte) Plant EnvironmentSan Deep SharmaNessuna valutazione finora
- Advanced Material For Ultra Super Critical Boiler SystemDocumento2 pagineAdvanced Material For Ultra Super Critical Boiler SystemgaotamaNessuna valutazione finora
- 6th International Supercritical CO2 Power Cycles Symposium Materials EvaluationDocumento14 pagine6th International Supercritical CO2 Power Cycles Symposium Materials EvaluationSama UmateNessuna valutazione finora
- EPRI Sootblower WDocumento13 pagineEPRI Sootblower WSiva KumarNessuna valutazione finora
- Sharobem Columbia 0054D 13547Documento161 pagineSharobem Columbia 0054D 13547serleb44Nessuna valutazione finora
- Manikandan 2016 IOP Conf. Ser.: Mater. Sci. Eng. 149 012020Documento13 pagineManikandan 2016 IOP Conf. Ser.: Mater. Sci. Eng. 149 012020Sayiram GNessuna valutazione finora
- Operating Temperature Windows For Fusion Reactor Structural MaterialsDocumento17 pagineOperating Temperature Windows For Fusion Reactor Structural MaterialsW.t. HanNessuna valutazione finora
- Comparing Time Series Models to Predict Future COVID-19 CasesDocumento31 pagineComparing Time Series Models to Predict Future COVID-19 CasesManoj KumarNessuna valutazione finora
- Sta A4187876 21425Documento2 pagineSta A4187876 21425doud98Nessuna valutazione finora
- Notes On Lesson: Faculty Name Code Subject Name CodeDocumento108 pagineNotes On Lesson: Faculty Name Code Subject Name CodeJeba ChristoNessuna valutazione finora
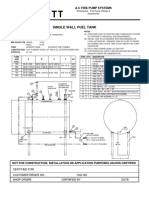
- Single Wall Fuel Tank: FP 2.7 A-C Fire Pump SystemsDocumento1 paginaSingle Wall Fuel Tank: FP 2.7 A-C Fire Pump Systemsricardo cardosoNessuna valutazione finora
- 7458-PM Putting The Pieces TogetherDocumento11 pagine7458-PM Putting The Pieces Togethermello06Nessuna valutazione finora
- ABBBADocumento151 pagineABBBAJeremy MaraveNessuna valutazione finora
- Take Private Profit Out of Medicine: Bethune Calls for Socialized HealthcareDocumento5 pagineTake Private Profit Out of Medicine: Bethune Calls for Socialized HealthcareDoroteo Jose Station100% (1)
- Journal Publication FormatDocumento37 pagineJournal Publication FormatAbreo Dan Vincent AlmineNessuna valutazione finora
- Tyron Butson (Order #37627400)Documento74 pagineTyron Butson (Order #37627400)tyron100% (2)
- Econ Old Test 2Documento7 pagineEcon Old Test 2Homer ViningNessuna valutazione finora
- 1st Exam Practice Scratch (Answer)Documento2 pagine1st Exam Practice Scratch (Answer)Tang Hing Yiu, SamuelNessuna valutazione finora
- Battery Impedance Test Equipment: Biddle Bite 2PDocumento4 pagineBattery Impedance Test Equipment: Biddle Bite 2PJorge PinzonNessuna valutazione finora
- Erp and Mis Project - Thanks To PsoDocumento31 pagineErp and Mis Project - Thanks To PsoAkbar Syed100% (1)
- SAP PS Step by Step OverviewDocumento11 pagineSAP PS Step by Step Overviewanand.kumarNessuna valutazione finora
- 2.8 V6 5V (Aha & Atq)Documento200 pagine2.8 V6 5V (Aha & Atq)Vladimir Socin ShakhbazyanNessuna valutazione finora
- Fundamental of Investment Unit 5Documento8 pagineFundamental of Investment Unit 5commers bengali ajNessuna valutazione finora
- Chapter 6: Structured Query Language (SQL) : Customer Custid Custname OccupationDocumento16 pagineChapter 6: Structured Query Language (SQL) : Customer Custid Custname OccupationSarmila MahendranNessuna valutazione finora
- C79 Service Kit and Parts List GuideDocumento32 pagineC79 Service Kit and Parts List Guiderobert100% (2)
- Marketing ManagementDocumento14 pagineMarketing ManagementShaurya RathourNessuna valutazione finora
- MSDS Summary: Discover HerbicideDocumento6 pagineMSDS Summary: Discover HerbicideMishra KewalNessuna valutazione finora
- MSBI Installation GuideDocumento25 pagineMSBI Installation GuideAmit SharmaNessuna valutazione finora
- Ju Complete Face Recovery GAN Unsupervised Joint Face Rotation and De-Occlusion WACV 2022 PaperDocumento11 pagineJu Complete Face Recovery GAN Unsupervised Joint Face Rotation and De-Occlusion WACV 2022 PaperBiponjot KaurNessuna valutazione finora
- Iitk Syllabus PDFDocumento520 pagineIitk Syllabus PDFcombatps1Nessuna valutazione finora
- EPS Lab ManualDocumento7 pagineEPS Lab ManualJeremy Hensley100% (1)
- DrugDocumento2 pagineDrugSaleha YounusNessuna valutazione finora
- Royal Enfield Market PositioningDocumento7 pagineRoyal Enfield Market PositioningApoorv Agrawal67% (3)
- 9IMJan 4477 1Documento9 pagine9IMJan 4477 1Upasana PadhiNessuna valutazione finora
- Okuma Osp5000Documento2 pagineOkuma Osp5000Zoran VujadinovicNessuna valutazione finora
- KSRTC BokingDocumento2 pagineKSRTC BokingyogeshNessuna valutazione finora
- Fabric Bursting StrengthDocumento14 pagineFabric Bursting StrengthQaiseriqball100% (5)