Potrebbero piacerti anche
- Key Hole SizeDocumento6 pagineKey Hole Sizeswapnil pandeNessuna valutazione finora
- Undercut Formation Mechanism in Keyhole Plasma Arc WeldingDocumento9 pagineUndercut Formation Mechanism in Keyhole Plasma Arc WeldingFernando Emmanuel BenitezNessuna valutazione finora
- Análisis de Firmas para Monitoreo de Calidad en GMAW de CortocircuitoDocumento8 pagineAnálisis de Firmas para Monitoreo de Calidad en GMAW de Cortocircuitodavid perezNessuna valutazione finora
- Experimental Study and Modeling of GTA Welding Process: Min JouDocumento8 pagineExperimental Study and Modeling of GTA Welding Process: Min JouMiguel RojasNessuna valutazione finora
- Double-Sided Arc Welding Increases Weld Joint PenetrationDocumento9 pagineDouble-Sided Arc Welding Increases Weld Joint PenetrationberhaneNessuna valutazione finora
- A Study On The Effect of Contact Tube-to-Workpiece Distance On Weld Shape in Gas Metal Arc Welding PoolDocumento12 pagineA Study On The Effect of Contact Tube-to-Workpiece Distance On Weld Shape in Gas Metal Arc Welding PoolTim LimNessuna valutazione finora
- Analysis of The Flux Consumption and Metal Transfer For Tandem Submerged Arc Welding Process Under Iso Heat Input ConditionsDocumento6 pagineAnalysis of The Flux Consumption and Metal Transfer For Tandem Submerged Arc Welding Process Under Iso Heat Input ConditionsShivam SinghNessuna valutazione finora
- Effect of Process Parameters of Micro-Plasma Arc Welding On Morphology and Quality in Stainless Steel Edge Joint WeldsDocumento8 pagineEffect of Process Parameters of Micro-Plasma Arc Welding On Morphology and Quality in Stainless Steel Edge Joint WeldsCharles JacobNessuna valutazione finora
- Yin 2015Documento11 pagineYin 2015carlosNessuna valutazione finora
- Conference and Exhibition 2019Documento10 pagineConference and Exhibition 2019Marcelo Varejão CasarinNessuna valutazione finora
- Investigation On The Mass Transfer Control, Process Stability and WeldingDocumento11 pagineInvestigation On The Mass Transfer Control, Process Stability and WeldingRafi ZhaffNessuna valutazione finora
- Robotic Stud Welding Process Optimization With Designed ExperimentDocumento8 pagineRobotic Stud Welding Process Optimization With Designed ExperimentSam KashNessuna valutazione finora
- Quasi-Cyclic Fracture Studies On Stainless Steel Welded Straight Pipes With Circumferential Through-Wall Crack in The WeldDocumento10 pagineQuasi-Cyclic Fracture Studies On Stainless Steel Welded Straight Pipes With Circumferential Through-Wall Crack in The Weldsirsong1234Nessuna valutazione finora
- Welding Procedures Specification For Flux Cored Arc Welding of Wind TowersDocumento10 pagineWelding Procedures Specification For Flux Cored Arc Welding of Wind TowersMuhammad Nursalam ZulkifliNessuna valutazione finora
- 1 s2.0 S2352854019300075 MainDocumento7 pagine1 s2.0 S2352854019300075 Mainmanjumv27Nessuna valutazione finora
- Beam AngleDocumento8 pagineBeam Anglechandan kumarNessuna valutazione finora
- Penetration Control Detecting Oscillation of Weld Pool in Automatic TIG Arc WeldingDocumento1 paginaPenetration Control Detecting Oscillation of Weld Pool in Automatic TIG Arc WeldingAbhishek KumarNessuna valutazione finora
- Dynamic Keyhole Profile During High Power Dee - 2014 - Journal of Materials ProcDocumento6 pagineDynamic Keyhole Profile During High Power Dee - 2014 - Journal of Materials ProcMazurchevici SimonaNessuna valutazione finora
- Cyclic Behavior and Seismic Design of Bolted Flange Plate Steel Moment ConnectionsDocumento12 pagineCyclic Behavior and Seismic Design of Bolted Flange Plate Steel Moment ConnectionsLuis Manuel Zamora EcheverriaNessuna valutazione finora
- Get WRC Bulletin 506 Half Bead Temper BeadDocumento1 paginaGet WRC Bulletin 506 Half Bead Temper BeadMichael Sanders0% (1)
- Using A Hybrid Laser Plus GMAW Process For Controlling The Bead Humping DefectDocumento6 pagineUsing A Hybrid Laser Plus GMAW Process For Controlling The Bead Humping DefectFa12aL90Nessuna valutazione finora
- 2006 - Yield Line Mechanism Analysis On Web Crippling of Cold-Formed StainlessDocumento13 pagine2006 - Yield Line Mechanism Analysis On Web Crippling of Cold-Formed StainlessFelipe CoutinhoNessuna valutazione finora
- Analysis and Optimization of Parameters in Submerged Arc Welding Process Using Taguchi MethodsDocumento5 pagineAnalysis and Optimization of Parameters in Submerged Arc Welding Process Using Taguchi MethodsSudhanshu KumarNessuna valutazione finora
- The Friction Stir Welding of Small-Diameter Pipe: An Experimental and Numerical Proof of Concept For Automation and ManufacturingDocumento16 pagineThe Friction Stir Welding of Small-Diameter Pipe: An Experimental and Numerical Proof of Concept For Automation and ManufacturingShahbazAhmadNessuna valutazione finora
- Metals: Ffects of Arc Length Adjustment On Weld BeadDocumento17 pagineMetals: Ffects of Arc Length Adjustment On Weld BeadSREEJITH S NAIRNessuna valutazione finora
- Aws D17.2 - D17.2M-2013Documento11 pagineAws D17.2 - D17.2M-2013iwanNessuna valutazione finora
- Role of Welding Parameters Using The Flux Cored Arc Welding Process of Low Alloy Steels On Bead Geometry and Mechanical PropertiesDocumento9 pagineRole of Welding Parameters Using The Flux Cored Arc Welding Process of Low Alloy Steels On Bead Geometry and Mechanical PropertiesHector QuinteroNessuna valutazione finora
- IET Computers Digital Tech - 2023 - Zhu - Research On Mapping Recognition of Arc Welding Molten Pool Characterisation andDocumento11 pagineIET Computers Digital Tech - 2023 - Zhu - Research On Mapping Recognition of Arc Welding Molten Pool Characterisation andMuhammad Aoun Muhammad AounNessuna valutazione finora
- Articulo Relacionado Con El Estudio de AplicacionDocumento10 pagineArticulo Relacionado Con El Estudio de Aplicacionkaren villalobo sierraNessuna valutazione finora
- Wwelds in CreepDocumento24 pagineWwelds in CreepJ.GuerhardNessuna valutazione finora
- Sdarticle 5Documento10 pagineSdarticle 5Carlos GómezNessuna valutazione finora
- Anchor Rod Edge DistanceDocumento2 pagineAnchor Rod Edge DistancedongxiaoNessuna valutazione finora
- Jan05 Tubulars p22 23Documento2 pagineJan05 Tubulars p22 23abegarza1Nessuna valutazione finora
- 2021 IJAMT Shape Optimization of Square Weld Nut in ProjectioDocumento16 pagine2021 IJAMT Shape Optimization of Square Weld Nut in ProjectioMaher MahmoodNessuna valutazione finora
- ÖDEV Materials-17-01348-V3Documento24 pagineÖDEV Materials-17-01348-V3Serkan APAYNessuna valutazione finora
- Agrietamiento Por Solidificación de Extremos de Soldadura en Soldadura GMAW en Tándem Pulsado de Aceros NavalesDocumento8 pagineAgrietamiento Por Solidificación de Extremos de Soldadura en Soldadura GMAW en Tándem Pulsado de Aceros Navalesdavid perezNessuna valutazione finora
- Effects of Electrode Polarity On The Droplet Transfer Mode in Self-Shielded (Ok)Documento11 pagineEffects of Electrode Polarity On The Droplet Transfer Mode in Self-Shielded (Ok)Rafi ZhaffNessuna valutazione finora
- Thermal Cycle-Dependent Metallurgical Variations and Their Effects On The Through-Thickness Mechanical Properties in Thick Section Narrow-Gap WeldsDocumento13 pagineThermal Cycle-Dependent Metallurgical Variations and Their Effects On The Through-Thickness Mechanical Properties in Thick Section Narrow-Gap Weldsmario alvaradoNessuna valutazione finora
- Fitness-For-Service Analysis of Skelp-End Welds in Spiral PipesDocumento9 pagineFitness-For-Service Analysis of Skelp-End Welds in Spiral PipesMarcelo Varejão CasarinNessuna valutazione finora
- Evaluation of Fillet Weld Requirements: What We Did..Documento4 pagineEvaluation of Fillet Weld Requirements: What We Did..Abhisekh GoudaNessuna valutazione finora
- Behavior of Transverse Fillet Welds: Experimental Program: Specification For Structural Steel Buildings (AISC, 1999)Documento16 pagineBehavior of Transverse Fillet Welds: Experimental Program: Specification For Structural Steel Buildings (AISC, 1999)rilopiyNessuna valutazione finora
- Automatic Gap Tracking During High Power Laser Welding Based On Particle FilteringDocumento12 pagineAutomatic Gap Tracking During High Power Laser Welding Based On Particle Filteringadnan domlogeNessuna valutazione finora
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Documento2 pagineSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoNessuna valutazione finora
- The Effects of Water Backing On SA106Gr. B Pipe WeldsDocumento8 pagineThe Effects of Water Backing On SA106Gr. B Pipe WeldschethanNessuna valutazione finora
- Shear Tests of Extruded Hollow-Core Slabs: Roger J. BeckerDocumento15 pagineShear Tests of Extruded Hollow-Core Slabs: Roger J. BeckerSheila StravateNessuna valutazione finora
- Xu2007 PDFDocumento6 pagineXu2007 PDFsai bharat donthamsettiNessuna valutazione finora
- End Plate ConnectionsDocumento9 pagineEnd Plate ConnectionsJohn PetterNessuna valutazione finora
- Drop Weight TestDocumento31 pagineDrop Weight Testgokulakrishnan vNessuna valutazione finora
- Finite Element Simulation of Bolt-Up Process of Pipe Flange Connections With Spiral Wound GasketDocumento9 pagineFinite Element Simulation of Bolt-Up Process of Pipe Flange Connections With Spiral Wound GasketVarghese MathewNessuna valutazione finora
- International Journal of Pressure Vessels and Piping: Qiang Zhang, Zhanghua Lian, Tiejun LinDocumento9 pagineInternational Journal of Pressure Vessels and Piping: Qiang Zhang, Zhanghua Lian, Tiejun LinGustavo TeixeiraNessuna valutazione finora
- Annals of Nuclear Energy: Botao Zhang, Shengjie Gong, Fujun Gan, Chaozhu Zhang, Hanyang GuDocumento8 pagineAnnals of Nuclear Energy: Botao Zhang, Shengjie Gong, Fujun Gan, Chaozhu Zhang, Hanyang GuGeorge PopiNessuna valutazione finora
- Podrhtavanje Limova Kod Čeličnih MostovaDocumento15 paginePodrhtavanje Limova Kod Čeličnih MostovaNedim HalebicNessuna valutazione finora
- Welding JapanDocumento7 pagineWelding JapanRaphael Damasceno MarottaNessuna valutazione finora
- Nixon 1986Documento13 pagineNixon 1986Abhay SinghNessuna valutazione finora
- MET 48 3 181 185 Samardzic PDFDocumento5 pagineMET 48 3 181 185 Samardzic PDF0000Nessuna valutazione finora
- Submerged Arc Welding A Review PaperDocumento4 pagineSubmerged Arc Welding A Review PaperSudhanshu KumarNessuna valutazione finora
- Crack Analysis Due To Fatigue Load During Subsea Pipeline InstallationDocumento13 pagineCrack Analysis Due To Fatigue Load During Subsea Pipeline InstallationFranciscus Ventus NagoyaNessuna valutazione finora
- Cyclic Tests of Steel Moment Connections Rehabilitated With RBS or Welded Haunch - Uang Et Al - ASCEDocumento12 pagineCyclic Tests of Steel Moment Connections Rehabilitated With RBS or Welded Haunch - Uang Et Al - ASCEkostas formulagrNessuna valutazione finora
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985Da EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985Nessuna valutazione finora
- Arun Jose Tom, Module 1, Bme PDFDocumento120 pagineArun Jose Tom, Module 1, Bme PDFJoby JosephNessuna valutazione finora
- Air ConditioningDocumento28 pagineAir ConditioningJoby JosephNessuna valutazione finora
- Plasma Arc WeldingDocumento2 paginePlasma Arc WeldingSaiful AmreeNessuna valutazione finora
- ME100 BME Course PlanDocumento1 paginaME100 BME Course PlanJoby JosephNessuna valutazione finora
- PawDocumento16 paginePawJoby JosephNessuna valutazione finora
- Gas Tungsten Arc Welding & Plasma Arc Welding PDFDocumento10 pagineGas Tungsten Arc Welding & Plasma Arc Welding PDFAndri YanNessuna valutazione finora
- Me366 Advanced Metal Joining TechnologyDocumento3 pagineMe366 Advanced Metal Joining TechnologyJoby JosephNessuna valutazione finora
- Me366 Advanced Metal Joining TechnologyDocumento3 pagineMe366 Advanced Metal Joining TechnologyJoby JosephNessuna valutazione finora
- RVSDX Instruction Manual 23.09.2012Documento60 pagineRVSDX Instruction Manual 23.09.2012edgarcooNessuna valutazione finora
- Ra-616190-001 (D-1) PDFDocumento1 paginaRa-616190-001 (D-1) PDFmuthuvelaaNessuna valutazione finora
- JSW SteelDocumento44 pagineJSW Steelauttyhubli100% (1)
- Scicent SQ U8 1-2 SetB Final eDocumento7 pagineScicent SQ U8 1-2 SetB Final eApple LouNessuna valutazione finora
- Impressed Current Cathodic Protection Design For Eleme Petrochemical 6 and 8'' Pipeline PDFDocumento16 pagineImpressed Current Cathodic Protection Design For Eleme Petrochemical 6 and 8'' Pipeline PDFobuseNessuna valutazione finora
- Solution Manual ThermodynamicsDocumento0 pagineSolution Manual ThermodynamicsVigna Ruban Ram100% (1)
- Mechathon - High Pressure Pump ReportDocumento89 pagineMechathon - High Pressure Pump ReportPrasad AdigaNessuna valutazione finora
- JonssonMattiasPhD Power System PDFDocumento147 pagineJonssonMattiasPhD Power System PDFYes-Alert YLNessuna valutazione finora
- IQOQGP8Documento10 pagineIQOQGP8Lautaro100% (2)
- 3electrical & Information System - ENGLISG-G9165Documento48 pagine3electrical & Information System - ENGLISG-G9165George Jhonson100% (4)
- Original PDF Physical Geology Today by Damian Nance PDFDocumento41 pagineOriginal PDF Physical Geology Today by Damian Nance PDFnoe.simons469100% (24)
- Bearcat Bc80xlt ManualDocumento32 pagineBearcat Bc80xlt Manualjwyatt4155Nessuna valutazione finora
- APCE-Oce551 Unit 1Documento36 pagineAPCE-Oce551 Unit 1Bhuvanapriyan S100% (1)
- Ussp Ppts MainDocumento22 pagineUssp Ppts Mainbaswanta patilNessuna valutazione finora
- BEKON Broschure en WebDocumento7 pagineBEKON Broschure en WebEko TjahjantokoNessuna valutazione finora
- Finite Elements in The Analysis of PressDocumento22 pagineFinite Elements in The Analysis of Presslfmiguel.diavazNessuna valutazione finora
- Schedule of Loads PDFDocumento5 pagineSchedule of Loads PDFmae_morano81% (27)
- Vista Vista Ar Tech Data Sheet MalarkeyDocumento2 pagineVista Vista Ar Tech Data Sheet MalarkeyHoeNessuna valutazione finora
- 10 Science TP 11 1Documento5 pagine10 Science TP 11 1Ananaya BansalNessuna valutazione finora
- Catalog - Regent RSV Ed 3Documento14 pagineCatalog - Regent RSV Ed 3Nyu123456Nessuna valutazione finora
- Data Sheet of Pressure Safety Valve: GeneralDocumento1 paginaData Sheet of Pressure Safety Valve: Generalenghemo89Nessuna valutazione finora
- Prarancangan Pabrik Tetrachlorosilane (Sicl) Dari Purified Rice HuskDocumento2 paginePrarancangan Pabrik Tetrachlorosilane (Sicl) Dari Purified Rice HuskTanti Nabella24Nessuna valutazione finora
- Astava Interlocking SolutionsDocumento11 pagineAstava Interlocking SolutionsatrevinomNessuna valutazione finora
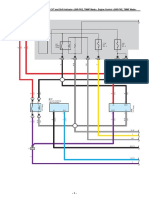
- Cruise Control, CVT and Shift Indicator, Engine ControlDocumento27 pagineCruise Control, CVT and Shift Indicator, Engine ControlRicardoNessuna valutazione finora
- 2 Stroke Diesel Engine Components-1Documento72 pagine2 Stroke Diesel Engine Components-1EdemNessuna valutazione finora
- RippleTankSE Key PDFDocumento10 pagineRippleTankSE Key PDFYesi Setyo Ningrum100% (1)
- Water Pipe SizingDocumento40 pagineWater Pipe SizingAfzal Khan100% (2)
- Engine Oil CoolerDocumento2 pagineEngine Oil Coolerma.powersourceNessuna valutazione finora
- TP30Documento9 pagineTP30abelmonte_geotecniaNessuna valutazione finora
- Basics of ProtectionDocumento183 pagineBasics of Protectionsushmitha100% (1)