Potrebbero piacerti anche
- Basics of WeldingDocumento70 pagineBasics of Weldingamit kumarNessuna valutazione finora
- Advanced Welding Technology Ca2Documento3 pagineAdvanced Welding Technology Ca2Monglafru MogNessuna valutazione finora
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantDa EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantValutazione: 3.5 su 5 stelle3.5/5 (3)
- Stick: Arc WeldingDocumento4 pagineStick: Arc WeldingmohitshuklamarsNessuna valutazione finora
- MANUFACTURING PROCESS WELDING OVERVIEWDocumento70 pagineMANUFACTURING PROCESS WELDING OVERVIEWAzmeer Mohamed100% (1)
- Arc Welding Equipment and ProcessesDocumento40 pagineArc Welding Equipment and Processesali100% (1)
- Arc Welding Methods GuideDocumento115 pagineArc Welding Methods GuideRajesh Routray100% (2)
- Technical English Project: Saad Dahlab University of Blida 1 Faculty of Technology Mechanics DepartmentDocumento9 pagineTechnical English Project: Saad Dahlab University of Blida 1 Faculty of Technology Mechanics DepartmentRyad GuiraNessuna valutazione finora
- 1 Manual Metal Arc/Shielded Metal Arc Welding: (Mma/Smaw)Documento1 pagina1 Manual Metal Arc/Shielded Metal Arc Welding: (Mma/Smaw)Dipesh PatelNessuna valutazione finora
- Submerged Arc Welding (SAW) Is A Common Arc Welding Process. The First Patent On The Submerged-Arc WeldingDocumento31 pagineSubmerged Arc Welding (SAW) Is A Common Arc Welding Process. The First Patent On The Submerged-Arc Weldingankit gargNessuna valutazione finora
- Manual Electric Arc Welding Automatic Welding Processes, Electro-Slag, Electro-Ga S, TIG, MIG, SAW, Resistance WeldingDocumento132 pagineManual Electric Arc Welding Automatic Welding Processes, Electro-Slag, Electro-Ga S, TIG, MIG, SAW, Resistance WeldingRajesh PatroNessuna valutazione finora
- Welding - Joining ProcessDocumento22 pagineWelding - Joining Processnafiz 3265Nessuna valutazione finora
- Manual Metal Arc Welding GuideDocumento5 pagineManual Metal Arc Welding GuideRobert DelafosseNessuna valutazione finora
- Types WeldingDocumento66 pagineTypes WeldingRathnakraja50% (2)
- Welding Process & DefectsDocumento11 pagineWelding Process & DefectsAbhishek TalujaNessuna valutazione finora
- WeldingProcesses YOdabasi GEM314EDocumento41 pagineWeldingProcesses YOdabasi GEM314ENvlArchNessuna valutazione finora
- METAL WELDING PROCESSESDocumento21 pagineMETAL WELDING PROCESSESSHEKHARAPPA MALLURNessuna valutazione finora
- Welding Fume Hazards and Prevention Focus on Manganese and ChromiumDocumento28 pagineWelding Fume Hazards and Prevention Focus on Manganese and ChromiumSavio MarquesNessuna valutazione finora
- Common Welding ProcessDocumento4 pagineCommon Welding ProcessLalit Bom MallaNessuna valutazione finora
- 4 MPDocumento23 pagine4 MPAmaresh Movies ASNessuna valutazione finora
- Chapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingDocumento12 pagineChapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingFira tubeNessuna valutazione finora
- PPAC Module - III Welding-1Documento14 paginePPAC Module - III Welding-1Albin DonyNessuna valutazione finora
- Welding TechnologyDocumento26 pagineWelding TechnologyHiren Kumar100% (1)
- Weld Bead Exp MigDocumento14 pagineWeld Bead Exp MigBhavyaGargNessuna valutazione finora
- Welding (WorkShop) Assig # 1Documento7 pagineWelding (WorkShop) Assig # 1Muhammad Talha ZaroonNessuna valutazione finora
- Arc Welding Processes w3Documento73 pagineArc Welding Processes w3snananrNessuna valutazione finora
- Cladding PDFDocumento6 pagineCladding PDFlibid_rajNessuna valutazione finora
- Welding Types Procedures ParametersDocumento156 pagineWelding Types Procedures ParametersVinodh Kumar YallaNessuna valutazione finora
- Welding Processes - Arc: Solid Wire MIG WeldingDocumento4 pagineWelding Processes - Arc: Solid Wire MIG WeldingMehmet SoysalNessuna valutazione finora
- FCAW or Flux Cored Arc W..Documento5 pagineFCAW or Flux Cored Arc W..smartcad60Nessuna valutazione finora
- Electric WeldingDocumento28 pagineElectric WeldingmayankNessuna valutazione finora
- WeldingDocumento80 pagineWeldingssukhmeet551Nessuna valutazione finora
- Arc WeldingDocumento16 pagineArc WeldingManohara BabuNessuna valutazione finora
- Manual Metal Arc WeldingDocumento13 pagineManual Metal Arc WeldingHirenNessuna valutazione finora
- L2-Arc - Welding - Process - PPTX Filename UTF-8''L2-Arc Welding ProcessDocumento18 pagineL2-Arc - Welding - Process - PPTX Filename UTF-8''L2-Arc Welding Process222-020-651Nessuna valutazione finora
- Welding ProcessesDocumento68 pagineWelding Processesrizvee.pdb21Nessuna valutazione finora
- Arc N Gas ReportDocumento25 pagineArc N Gas ReportAnahAlhabshiNessuna valutazione finora
- WeldingDocumento93 pagineWeldingPradeepNessuna valutazione finora
- Principle of Arc WeldingDocumento60 paginePrinciple of Arc Weldingsamurai7_7786% (7)
- 2) Welding Process, SMAWDocumento128 pagine2) Welding Process, SMAWDivyang MistryNessuna valutazione finora
- WeldingDocumento53 pagineWeldingshek nd100% (1)
- METAL CASTING AND WELDING WELDING PROCESSESDocumento21 pagineMETAL CASTING AND WELDING WELDING PROCESSESA ABHISHEK MARSHALLNessuna valutazione finora
- Welding: Welding Types, Definitions, Use & LimitationsDocumento27 pagineWelding: Welding Types, Definitions, Use & LimitationsAnonymous w6TIxI0G8lNessuna valutazione finora
- Welding ProcessDocumento42 pagineWelding ProcessPankaj KumbhareNessuna valutazione finora
- MIG Welding Guide Under 40 CharactersDocumento21 pagineMIG Welding Guide Under 40 Charactersvishnu0751Nessuna valutazione finora
- Types of WeldingDocumento10 pagineTypes of WeldingMuhammad Tauseef ZafarNessuna valutazione finora
- AJM & NDT - Module - 1Documento35 pagineAJM & NDT - Module - 1Naveen S BasandiNessuna valutazione finora
- CWI Module 3Documento2 pagineCWI Module 3Basil M. Ikhleif100% (1)
- Welding & Joining ProcessesDocumento5 pagineWelding & Joining ProcessesKetan TiwariNessuna valutazione finora
- Brief Introduction To Welding Technology: (Advanced Welding Technology (PE-ME 702H) Continuous Assessment 2 (CA 2)Documento17 pagineBrief Introduction To Welding Technology: (Advanced Welding Technology (PE-ME 702H) Continuous Assessment 2 (CA 2)Prabhat RoutNessuna valutazione finora
- Welding Techniques NEWDocumento95 pagineWelding Techniques NEWबंदनेश पाण्डेयNessuna valutazione finora
- Types of Arc WeldingDocumento20 pagineTypes of Arc WeldingEhigiator JosephNessuna valutazione finora
- Manufacture Engineering II AssignmetDocumento7 pagineManufacture Engineering II AssignmetwanabultiNessuna valutazione finora
- JOINING of Metals: 1. WeldingDocumento62 pagineJOINING of Metals: 1. WeldingMuhammad Ali BakhtNessuna valutazione finora
- Shielded Metal Arc WeldingDocumento16 pagineShielded Metal Arc WeldingAshif IqubalNessuna valutazione finora
- Arc WeldingDocumento42 pagineArc WeldingrkpnakNessuna valutazione finora
- Joining: TopicsDocumento13 pagineJoining: TopicsKhalid El MasryNessuna valutazione finora
- Justification For HSE Report DelayDocumento1 paginaJustification For HSE Report DelayALFA ENGINEERINGNessuna valutazione finora
- LETTERDocumento1 paginaLETTERALFA ENGINEERINGNessuna valutazione finora
- Raheem MohammDocumento9 pagineRaheem MohammALFA ENGINEERINGNessuna valutazione finora
- Barka 70 Layout1Documento1 paginaBarka 70 Layout1ALFA ENGINEERINGNessuna valutazione finora
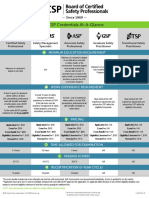
- BCSP Credentials At-A-Glance: Minimum Education RequirementDocumento2 pagineBCSP Credentials At-A-Glance: Minimum Education RequirementNew TubeNessuna valutazione finora
- ODocumento2 pagineOALFA ENGINEERINGNessuna valutazione finora
- Diversion Details-ModelDocumento1 paginaDiversion Details-ModelALFA ENGINEERINGNessuna valutazione finora
- 1define The Problem 2 Identify The Team 4determine The Root Causes 5look Across 7verify The SolutionDocumento8 pagine1define The Problem 2 Identify The Team 4determine The Root Causes 5look Across 7verify The SolutionALFA ENGINEERINGNessuna valutazione finora
- Fispoi Qual Compliance Work Wcappmce 1419884410775 Eng PDFDocumento2 pagineFispoi Qual Compliance Work Wcappmce 1419884410775 Eng PDFAjay G GopalNessuna valutazione finora
- TARRIFDocumento1 paginaTARRIFALFA ENGINEERINGNessuna valutazione finora
- Scaffolding 1Documento50 pagineScaffolding 1jmichailNessuna valutazione finora
- Resume MD Meraj AlamDocumento3 pagineResume MD Meraj AlamALFA ENGINEERINGNessuna valutazione finora
- Risaconnection: Verification ProblemsDocumento70 pagineRisaconnection: Verification ProblemsALFA ENGINEERINGNessuna valutazione finora
- Risaconnection: Verification ProblemsDocumento70 pagineRisaconnection: Verification ProblemsALFA ENGINEERINGNessuna valutazione finora
- Telegram Channel For Quick Updates and Easy Download More Info Thank You and Enjoy !Documento1 paginaTelegram Channel For Quick Updates and Easy Download More Info Thank You and Enjoy !ALFA ENGINEERINGNessuna valutazione finora
- HesexDocumento2 pagineHesexALFA ENGINEERINGNessuna valutazione finora
- SderfDocumento31 pagineSderfALFA ENGINEERINGNessuna valutazione finora
- Install App - Copy & Replace Cracked File To Install Dir WWW - Downloadly.IrDocumento1 paginaInstall App - Copy & Replace Cracked File To Install Dir WWW - Downloadly.IrALFA ENGINEERINGNessuna valutazione finora
- Sched LogDocumento4 pagineSched LogALFA ENGINEERINGNessuna valutazione finora
- Sched LogDocumento4 pagineSched LogALFA ENGINEERINGNessuna valutazione finora
- DocumentDocumento2 pagineDocumentALFA ENGINEERINGNessuna valutazione finora
- Design of Structural Steel Joints and Connections 007Documento16 pagineDesign of Structural Steel Joints and Connections 007henreng100% (5)
- Notice Inviting E-Tender: TENDER NO: RCC/ERO/37/2018-19/PT-239Documento17 pagineNotice Inviting E-Tender: TENDER NO: RCC/ERO/37/2018-19/PT-239ALFA ENGINEERINGNessuna valutazione finora
- Lattice Truss ConfigrationDocumento12 pagineLattice Truss ConfigrationALFA ENGINEERINGNessuna valutazione finora
- Assignment AbroadDocumento9 pagineAssignment AbroadALFA ENGINEERINGNessuna valutazione finora
- Wake Up Before 4 AmDocumento1 paginaWake Up Before 4 AmALFA ENGINEERINGNessuna valutazione finora
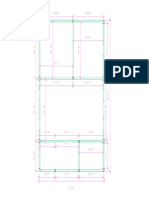
- Project1-0015 - Floor Plan - Level 1-ModelDocumento1 paginaProject1-0015 - Floor Plan - Level 1-ModelALFA ENGINEERINGNessuna valutazione finora
- Ci33 321 Aisc Design Guide 1 - Column Base Plates - 2nd EditionDocumento16 pagineCi33 321 Aisc Design Guide 1 - Column Base Plates - 2nd EditionALFA ENGINEERINGNessuna valutazione finora
- Not Living in Their PresentDocumento1 paginaNot Living in Their PresentALFA ENGINEERINGNessuna valutazione finora
- Using psychrometric charts to analyze HVAC systemsDocumento18 pagineUsing psychrometric charts to analyze HVAC systemsRockydel MontesNessuna valutazione finora
- Physiology Exam 1Documento16 paginePhysiology Exam 1sa'di OsmanNessuna valutazione finora
- Laboratory Experiment #5 - Chemical EquilibriumDocumento3 pagineLaboratory Experiment #5 - Chemical EquilibriumShayne Angelique CongsonNessuna valutazione finora
- (MySchoolChildren) SKEMA Biologi Percubaan SPM 2012 SBP QDocumento27 pagine(MySchoolChildren) SKEMA Biologi Percubaan SPM 2012 SBP QIsmaliza IshakNessuna valutazione finora
- 13 - Chapter 3Documento32 pagine13 - Chapter 3Wahab Al-QaisiNessuna valutazione finora
- Improvements of Foundation RocksDocumento2 pagineImprovements of Foundation RocksSteven Joseph Incio100% (1)
- Brochure Coating ConstructionDocumento16 pagineBrochure Coating ConstructionALİ ÖRSNessuna valutazione finora
- Turbopump Shaft NasaDocumento136 pagineTurbopump Shaft NasacarlfelipeNessuna valutazione finora
- Capillary Viscometer Calculations for Newtonian & Non-Newtonian FluidsDocumento2 pagineCapillary Viscometer Calculations for Newtonian & Non-Newtonian Fluidsgrovestreet1Nessuna valutazione finora
- SafetyDataSheet (SDS) 31 Liquid en 03122020Documento14 pagineSafetyDataSheet (SDS) 31 Liquid en 03122020Harry VandermeerNessuna valutazione finora
- Cells and BatteriesDocumento3 pagineCells and BatteriesmelissaNessuna valutazione finora
- نرخ نامه1Documento7 pagineنرخ نامه1Farhad KaweshNessuna valutazione finora
- Vaporizer DesignDocumento18 pagineVaporizer DesignEngr Abuzar Khan100% (1)
- Module 4 - Chemical Kinetics Prelab Study GuideDocumento5 pagineModule 4 - Chemical Kinetics Prelab Study GuideJustine UrbanNessuna valutazione finora
- Phosphorus, Reactive, TNT, PhosVer 3 Method 8048, 02-2009, 9th EdDocumento7 paginePhosphorus, Reactive, TNT, PhosVer 3 Method 8048, 02-2009, 9th EdRaúl BatistaNessuna valutazione finora
- Technical Data Sheet: Ptfe + 20% PeekDocumento1 paginaTechnical Data Sheet: Ptfe + 20% PeekRohan KulkarniNessuna valutazione finora
- 6 7 Group RabuDocumento102 pagine6 7 Group Rabuvita yantiNessuna valutazione finora
- Kolorsafe Liquid Acid Neutralizer - SDS - NA - 012115 - FINALDocumento8 pagineKolorsafe Liquid Acid Neutralizer - SDS - NA - 012115 - FINALJUAN FELIPE ORTIZ PARRANessuna valutazione finora
- Construction and Building Materials: Baojian Zhan, Chi Sun Poon, Qiong Liu, Shicong Kou, Caijun ShiDocumento5 pagineConstruction and Building Materials: Baojian Zhan, Chi Sun Poon, Qiong Liu, Shicong Kou, Caijun ShiSara_ParkerNessuna valutazione finora
- Glass Making TheoryDocumento14 pagineGlass Making TheorySK SHAHNAWAZNessuna valutazione finora
- Thread: Threads RequirementDocumento17 pagineThread: Threads RequirementVarun GuptaNessuna valutazione finora
- Aits Open Test Jee Paper 1Documento19 pagineAits Open Test Jee Paper 1Viny GNessuna valutazione finora
- Stress HomographsDocumento3 pagineStress HomographsMagali MadariagaNessuna valutazione finora
- Equations of StateDocumento33 pagineEquations of StateDevika BharathanNessuna valutazione finora
- Engineering Materials (UES012) School of Physics and Materials Science Tutorial Sheet No 1-2Documento1 paginaEngineering Materials (UES012) School of Physics and Materials Science Tutorial Sheet No 1-2Arpit Sachdeva100% (1)
- D6251D6251MDocumento16 pagineD6251D6251MUriel OlivaresNessuna valutazione finora
- SDS Body Mist GenericDocumento4 pagineSDS Body Mist Genericsabuyexpress.worldwideNessuna valutazione finora
- Volumetric Analysis 7Documento3 pagineVolumetric Analysis 7vijay kumarNessuna valutazione finora
- Bacteriological Properties and Health Related Biochemical Components of Fermented Fish Sauce - An Overview.Documento29 pagineBacteriological Properties and Health Related Biochemical Components of Fermented Fish Sauce - An Overview.dizzydahlia97Nessuna valutazione finora
- EXPERIMENT A2: Determination of The Formula of A HydrateDocumento5 pagineEXPERIMENT A2: Determination of The Formula of A HydrateTessi SeokoloNessuna valutazione finora