Potrebbero piacerti anche
- Modelo Discurso de Formatura Ensino MédioDocumento4 pagineModelo Discurso de Formatura Ensino MédioAlê Barello100% (8)
- Colocação Pronominal ExercíciosDocumento8 pagineColocação Pronominal ExercíciosFlávia M. Malaquias Piccini100% (2)
- DP - Micro Imuno e ParasitoDocumento11 pagineDP - Micro Imuno e ParasitoAndrea50% (2)
- Apostila de Manutenção Guindastes e BaleeirasDocumento102 pagineApostila de Manutenção Guindastes e BaleeirasAntonio Ribeiro100% (5)
- Industria 4.0 e A Formação Do Perfil Profissional ContemporaneoDocumento6 pagineIndustria 4.0 e A Formação Do Perfil Profissional ContemporaneoSilvia LobatoNessuna valutazione finora
- 7013 47972520 1 PBDocumento16 pagine7013 47972520 1 PBSilvia LobatoNessuna valutazione finora
- 2557-Texto Do Artigo-8453-1-10-20140908Documento6 pagine2557-Texto Do Artigo-8453-1-10-20140908Silvia LobatoNessuna valutazione finora
- 2557-Texto Do Artigo-8453-1-10-20140908Documento6 pagine2557-Texto Do Artigo-8453-1-10-20140908Silvia LobatoNessuna valutazione finora
- TEORIA DOS POLOS DE CRESCIMENTODocumento13 pagineTEORIA DOS POLOS DE CRESCIMENTOSilvia LobatoNessuna valutazione finora
- BiologiaDocumento29 pagineBiologiaSilvia LobatoNessuna valutazione finora
- NR 22Documento2 pagineNR 22Silvia LobatoNessuna valutazione finora
- Terremoto SDocumento1 paginaTerremoto SSilvia LobatoNessuna valutazione finora
- Curriculum VitaeDocumento1 paginaCurriculum VitaeSilvia LobatoNessuna valutazione finora
- EMPREENDEDORISMO TECNOLOGICO - Unidade 2 - Atividade 2 (A2) - Revisão Da TentativaDocumento8 pagineEMPREENDEDORISMO TECNOLOGICO - Unidade 2 - Atividade 2 (A2) - Revisão Da TentativaDaniel OliveiraNessuna valutazione finora
- Modelo de Termo de PosseDocumento2 pagineModelo de Termo de PosseflavialemoosNessuna valutazione finora
- Desenvolvimento físico e cognitivo da criança escolarDocumento12 pagineDesenvolvimento físico e cognitivo da criança escolarAline RafaelaNessuna valutazione finora
- Ética da Virtude: O Quadro CompletoDocumento27 pagineÉtica da Virtude: O Quadro CompletoThiagoNessuna valutazione finora
- Lista Cap10Documento5 pagineLista Cap10tecnicoengenNessuna valutazione finora
- Cópia de Currículo Letícia - TODocumento3 pagineCópia de Currículo Letícia - TORecursos HumanosNessuna valutazione finora
- A Semana de Arte ModernaDocumento19 pagineA Semana de Arte Modernatatins1987100% (11)
- Por que o pluralismo importa à epistemologiaDocumento22 paginePor que o pluralismo importa à epistemologiaLuis Alberto LopesNessuna valutazione finora
- Proposta de Recuperacao Da Mata Ciliar Do Corrego Brejo Comprido Palmas-ToDocumento13 pagineProposta de Recuperacao Da Mata Ciliar Do Corrego Brejo Comprido Palmas-Tocleomila21Nessuna valutazione finora
- Caderno OftalmologiaDocumento97 pagineCaderno OftalmologiaThiago MendesNessuna valutazione finora
- Gestão FacturaçãoDocumento95 pagineGestão FacturaçãojubasatNessuna valutazione finora
- A mensagem de amor e disciplina de Deus em OséiasDocumento7 pagineA mensagem de amor e disciplina de Deus em OséiasArthur Corrêa100% (1)
- ListaDocumento3 pagineListaElton Ribeiro50% (2)
- O significado do amorDocumento2 pagineO significado do amorcarmitalivNessuna valutazione finora
- Dicas para Calculo Da PenaDocumento6 pagineDicas para Calculo Da PenaCarmono Estulano0% (1)
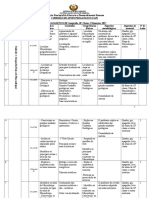
- Plano Anal Geog 10a CL 2017Documento4 paginePlano Anal Geog 10a CL 2017Anonymous 9FiCpUkTCNessuna valutazione finora
- São Tomé e PríncipeDocumento8 pagineSão Tomé e Príncipedaniele.piresNessuna valutazione finora
- Atividade de MorfossintaxeDocumento4 pagineAtividade de MorfossintaxeAline OliveiraNessuna valutazione finora
- Pronomes Oblíquos ÁtonosDocumento9 paginePronomes Oblíquos Átonosjessikadasilva555Nessuna valutazione finora
- Relações de poder entre encarcerados e carcereirosDocumento17 pagineRelações de poder entre encarcerados e carcereirosJohanna Gondar HildenbrandNessuna valutazione finora
- Entrevistas Preliminares Psicanálise CriançasDocumento8 pagineEntrevistas Preliminares Psicanálise CriançasclodoaldocarlosNessuna valutazione finora
- Aula 3 LeucopoieseDocumento39 pagineAula 3 LeucopoieseEben Leonel Albano MaiopueNessuna valutazione finora
- A Resenha: E Suas CaracterísticasDocumento20 pagineA Resenha: E Suas CaracterísticasHenzo AlvesNessuna valutazione finora
- Alegrem Se No Ceu CsilvaDocumento1 paginaAlegrem Se No Ceu CsilvaHenrique RangelNessuna valutazione finora
- Guia de Aprendizagem GeografiaDocumento2 pagineGuia de Aprendizagem GeografiaPriscilla TertoNessuna valutazione finora
- Apostila de História - Introdução - EJA - 2010Documento3 pagineApostila de História - Introdução - EJA - 20103c3c3c3c50% (2)