Potrebbero piacerti anche
- International Thermodynamic Tables of the Fluid State: Propylene (Propene)Da EverandInternational Thermodynamic Tables of the Fluid State: Propylene (Propene)Nessuna valutazione finora
- Natural Gas Production, Transportation - StorageDocumento36 pagineNatural Gas Production, Transportation - StorageNeeraj YadavNessuna valutazione finora
- Flare Gas Recovery Data Sheet PDFDocumento1 paginaFlare Gas Recovery Data Sheet PDFMohamed AdelNessuna valutazione finora
- H2 PSA SlidesDocumento16 pagineH2 PSA SlidesCristian TorrezNessuna valutazione finora
- Flare Gas Recovery - by Reliance Industries Ltd. (Refinery Division)Documento3 pagineFlare Gas Recovery - by Reliance Industries Ltd. (Refinery Division)sriram84Nessuna valutazione finora
- Compressors BrochureDocumento8 pagineCompressors BrochureRanto GunawanNessuna valutazione finora
- SelexolDocumento5 pagineSelexolJohn MutNessuna valutazione finora
- Ammonia Synthesis Material Balence CalulDocumento1 paginaAmmonia Synthesis Material Balence CalulDhruv RanaNessuna valutazione finora
- Different Between Nm3Documento11 pagineDifferent Between Nm3Iskandar Zulkarnain HasibuanNessuna valutazione finora
- ScoreDocumento2 pagineScoreEdgar HuancaNessuna valutazione finora
- 30K - Shell DMR (Dual MR) Liquefaction ProcessesDocumento10 pagine30K - Shell DMR (Dual MR) Liquefaction ProcessesPutu Indra MahatrisnaNessuna valutazione finora
- TEP03 Part4 AbsorptionDocumento28 pagineTEP03 Part4 AbsorptionEK63Nessuna valutazione finora
- Borsodchem MCHZ, Czech Republic 6,000 NM /H HTCR Topsøe Hydrogen Plant A Case Story: 18 Months From Engineering To OperationDocumento15 pagineBorsodchem MCHZ, Czech Republic 6,000 NM /H HTCR Topsøe Hydrogen Plant A Case Story: 18 Months From Engineering To OperationlaquetengoNessuna valutazione finora
- Operating Manual For Ammonia Unit: 1. Safety and Health 1. Purpose and ApplicationDocumento55 pagineOperating Manual For Ammonia Unit: 1. Safety and Health 1. Purpose and ApplicationTeknik Kimia PLS1 Kelas B 2018Nessuna valutazione finora
- The Definitive Guide To Cryogenic EngineeringDocumento21 pagineThe Definitive Guide To Cryogenic EngineeringSamanthaPereraNessuna valutazione finora
- Process DescriptionDocumento6 pagineProcess Descriptionافكر اشتري كورياNessuna valutazione finora
- Burckhardt BOG Compressor DesignDocumento12 pagineBurckhardt BOG Compressor DesignThomas MazzoleniNessuna valutazione finora
- Turbulent Premixed Flames Regimes and CharacteristicsDocumento52 pagineTurbulent Premixed Flames Regimes and CharacteristicsIka WidyasariNessuna valutazione finora
- Amine Recovery Unit (ARU) : E. BayanjargalDocumento12 pagineAmine Recovery Unit (ARU) : E. BayanjargalBayanjargal ErdeneeNessuna valutazione finora
- Air Separation Plants History and Technological Progress 2019 Tcm19 457349Documento28 pagineAir Separation Plants History and Technological Progress 2019 Tcm19 457349Jambanlaya JasdNessuna valutazione finora
- Concepts For Efficient Hydrogen LiquefactionDocumento16 pagineConcepts For Efficient Hydrogen LiquefactionDilla WahabNessuna valutazione finora
- SMR Hydrogen Generators-Technologies and Producers 2009Documento28 pagineSMR Hydrogen Generators-Technologies and Producers 2009Zoran JuricNessuna valutazione finora
- Air Separation Unit Atmospheric AirDocumento2 pagineAir Separation Unit Atmospheric Airv.satyanarayana EthaNessuna valutazione finora
- GSP 01 PDFDocumento2 pagineGSP 01 PDFarielNessuna valutazione finora
- Lect 5 - Liquefaction - 2015 PDFDocumento6 pagineLect 5 - Liquefaction - 2015 PDFAnonymous oqlnO8e100% (1)
- General Perlite Filling ProcedureDocumento17 pagineGeneral Perlite Filling ProcedureWilfredo Porco Estrada100% (1)
- Dow-UCarsol Physical Solvent PDFDocumento3 pagineDow-UCarsol Physical Solvent PDFJenn BellNessuna valutazione finora
- Sulfur Recovery PDFDocumento32 pagineSulfur Recovery PDFShaho Abdulqader Mohamedali0% (1)
- CryoStar PresentationDocumento26 pagineCryoStar PresentationLelosPinelos123Nessuna valutazione finora
- ak-P-Mc 2000 (En)Documento230 pagineak-P-Mc 2000 (En)reagNessuna valutazione finora
- Molecular Sieve Type 5ADocumento2 pagineMolecular Sieve Type 5Akanu PatelNessuna valutazione finora
- Sulfur Removal Product BulletinDocumento12 pagineSulfur Removal Product BulletinMali NkunziNessuna valutazione finora
- Xebec Hydrogen BrochureDocumento24 pagineXebec Hydrogen BrochureJoshNessuna valutazione finora
- Operation of A Distillate Hydrot UnitDocumento18 pagineOperation of A Distillate Hydrot UnitFranklin RevillNessuna valutazione finora
- Hydrocarbon Recovery: JUNIO 2017Documento32 pagineHydrocarbon Recovery: JUNIO 2017Soniale Sánchez GómezNessuna valutazione finora
- Transat Particles in PipesDocumento17 pagineTransat Particles in Pipesمحمد توفيق عراقيNessuna valutazione finora
- Cryogenic TurboexpandersDocumento9 pagineCryogenic TurboexpandersDwinaRahmayaniNessuna valutazione finora
- Diagnostic Tools and Control Parameters For Refinery HeatersDocumento7 pagineDiagnostic Tools and Control Parameters For Refinery HeaterskrishnaNessuna valutazione finora
- Condensate Line SizingDocumento23 pagineCondensate Line SizingNirnay Patil100% (2)
- Comparative Evaluation of Cryogenic Air SeparationDocumento21 pagineComparative Evaluation of Cryogenic Air SeparationmuratNessuna valutazione finora
- Session: NH Fuel Use: Facilitator: Bill DavidDocumento24 pagineSession: NH Fuel Use: Facilitator: Bill Davidkwayneolson6081Nessuna valutazione finora
- Lurgi's MPG Gasification Plus Rectisol Gas Purification - Advanced Process Combination For Reliable Syngas ProductionDocumento22 pagineLurgi's MPG Gasification Plus Rectisol Gas Purification - Advanced Process Combination For Reliable Syngas Productionpippo2378793Nessuna valutazione finora
- Natural Gas PropertiesDocumento18 pagineNatural Gas PropertiesMUHAMMED FUADNessuna valutazione finora
- The Uhde Ammonia ProcessesDocumento2 pagineThe Uhde Ammonia ProcessesMohamed R BeialyNessuna valutazione finora
- MSDS Ar-301 GB CLP enDocumento11 pagineMSDS Ar-301 GB CLP enA RNessuna valutazione finora
- 4A104C Excel-Template - Heat-exchanger-Design p1 Si UnitsDocumento1 pagina4A104C Excel-Template - Heat-exchanger-Design p1 Si Unitstong2jeNessuna valutazione finora
- Desulfurization v1.2 (Final)Documento35 pagineDesulfurization v1.2 (Final)Talha JamilNessuna valutazione finora
- Major equipment failures causing shut-downs in ammonia plantsDocumento17 pagineMajor equipment failures causing shut-downs in ammonia plantsrobertionNessuna valutazione finora
- S by C and S by G Calculation Energy Calculation in Gcals Feed To Reformer / DayDocumento2 pagineS by C and S by G Calculation Energy Calculation in Gcals Feed To Reformer / DaynavNessuna valutazione finora
- RSV PDFDocumento2 pagineRSV PDFhoseinNessuna valutazione finora
- Mercury2 RemovalDocumento27 pagineMercury2 RemovalElbahi DjaalabNessuna valutazione finora
- Sulphur VapoursDocumento12 pagineSulphur VapoursAnvay Choudhary100% (1)
- Heat Transfer and Flow Characteristics of Spiral Fin-And-tube Heat Exchangers A Review - PongsoiDocumento15 pagineHeat Transfer and Flow Characteristics of Spiral Fin-And-tube Heat Exchangers A Review - PongsoiMeshal Al-mutairi100% (1)
- Natural Gas Liquids Recovery Processes in Natural Gas ProcessingDocumento27 pagineNatural Gas Liquids Recovery Processes in Natural Gas ProcessingVictor Ali MentaNessuna valutazione finora
- Natural Gas Engineering: An SEO-Optimized TitleDocumento79 pagineNatural Gas Engineering: An SEO-Optimized TitleSamNessuna valutazione finora
- Complete PFDDocumento5 pagineComplete PFDAriff FikriNessuna valutazione finora
- Natural Gas ProcessingDocumento6 pagineNatural Gas ProcessingsgrsthNessuna valutazione finora
- CO2 Capture & CompressionDocumento22 pagineCO2 Capture & Compressionchen junwenNessuna valutazione finora
- Natural Gas Processing Plants - 2019 - tcm19 4271Documento28 pagineNatural Gas Processing Plants - 2019 - tcm19 4271Frank MosesNessuna valutazione finora
- LindeDocumento28 pagineLindenadjib62100% (1)
- Smith and Chetwynd - Foundations For Ultraprecision Mechanism Design PDFDocumento337 pagineSmith and Chetwynd - Foundations For Ultraprecision Mechanism Design PDFMarcelo Oliveira AnastacioNessuna valutazione finora
- Design Principles For Precision MechanismsDocumento136 pagineDesign Principles For Precision Mechanismsnadjib62Nessuna valutazione finora
- C Standard Library Tutorial PDFDocumento253 pagineC Standard Library Tutorial PDFJolly RogerNessuna valutazione finora
- SIPROTEC 4 7VU683 V 4.60 High Speed Busbar Transfer Device: Protection SystemsDocumento24 pagineSIPROTEC 4 7VU683 V 4.60 High Speed Busbar Transfer Device: Protection Systemsmanjuat1234211Nessuna valutazione finora
- C Standard Library Tutorial PDFDocumento253 pagineC Standard Library Tutorial PDFJolly RogerNessuna valutazione finora
- Siemens Analysers PDFDocumento2 pagineSiemens Analysers PDFnadjib62Nessuna valutazione finora
- Electromagnetic Waves PDFDocumento262 pagineElectromagnetic Waves PDFbmkondareddyNessuna valutazione finora
- Electromagnetic Waves PDFDocumento262 pagineElectromagnetic Waves PDFbmkondareddyNessuna valutazione finora
- Practical Boiler Water TreatmentDocumento285 paginePractical Boiler Water TreatmentLuciano Cardoso Vasconcelos100% (14)
- C Standard Library Tutorial PDFDocumento253 pagineC Standard Library Tutorial PDFJolly RogerNessuna valutazione finora
- Cryogenic Tubroexpander PosterDocumento1 paginaCryogenic Tubroexpander PosterHuan Trinh VanNessuna valutazione finora
- Electromagnetic Waves PDFDocumento262 pagineElectromagnetic Waves PDFbmkondareddyNessuna valutazione finora
- Oil Sand and Tar Production ProcessesDocumento630 pagineOil Sand and Tar Production Processeszakiyah irfinNessuna valutazione finora
- BLOA LAC 0115 Web 4Documento24 pagineBLOA LAC 0115 Web 4nadjib62Nessuna valutazione finora
- Ophthalmics Brochure 1015 Lay2Documento36 pagineOphthalmics Brochure 1015 Lay2nadjib62100% (2)
- GD 52015 enDocumento6 pagineGD 52015 ennadjib62Nessuna valutazione finora
- Publication PDFDocumento24 paginePublication PDFnadjib62Nessuna valutazione finora
- PattesDocumento36 paginePattesnadjib62Nessuna valutazione finora
- Ophthalmics Brochure 1015 Lay2Documento36 pagineOphthalmics Brochure 1015 Lay2nadjib62100% (2)
- Brochure Agrochemicals 2016 enDocumento8 pagineBrochure Agrochemicals 2016 ennadjib62Nessuna valutazione finora
- Buz GD Sap-Flyer 0515 WebDocumento4 pagineBuz GD Sap-Flyer 0515 Webnadjib62Nessuna valutazione finora
- NMR in Drug DesignDocumento19 pagineNMR in Drug Designnadjib62Nessuna valutazione finora
- Introduction To NMR Spectroscopy: I.Phan & J. KoppDocumento74 pagineIntroduction To NMR Spectroscopy: I.Phan & J. KoppAhmed HamedNessuna valutazione finora
- Die Casting Solutions.: Shaping The Future of Mobility, GloballyDocumento12 pagineDie Casting Solutions.: Shaping The Future of Mobility, Globallynadjib62Nessuna valutazione finora
- +++ Magnetic-Resonance-Technology-Hardware-And-System-Component-Des PDFDocumento402 pagine+++ Magnetic-Resonance-Technology-Hardware-And-System-Component-Des PDFnadjib62100% (1)
- Basf Product Selection GuideDocumento166 pagineBasf Product Selection GuideSekson Lapcharoensin100% (1)
- BASF-MBS Broschuere MasterSeal 7000CR en LY18Documento2 pagineBASF-MBS Broschuere MasterSeal 7000CR en LY18Amar WadoodNessuna valutazione finora
- +++ Livre 1 PDFDocumento287 pagine+++ Livre 1 PDFnadjib62Nessuna valutazione finora
- Evotec - Oncology Drug DiscoveryDocumento17 pagineEvotec - Oncology Drug Discoverynadjib62Nessuna valutazione finora
- Services in VivoDocumento2 pagineServices in Vivonadjib62Nessuna valutazione finora
- Trainings For 2021Documento14 pagineTrainings For 2021greatcenter registrarNessuna valutazione finora
- Thermal Conductivity of GasesDocumento2 pagineThermal Conductivity of GasesFlorian_AngererNessuna valutazione finora
- PRAXAIR Shielding-GasesDocumento20 paginePRAXAIR Shielding-GasesAnonymous l1bU4xmdoNessuna valutazione finora
- SWS Process Flow DiagramDocumento1 paginaSWS Process Flow DiagramNKNessuna valutazione finora
- ABS Hydrogen As Marine FuelDocumento36 pagineABS Hydrogen As Marine FuelSudheesh RamadasanNessuna valutazione finora
- Water-Gas Shift ReactionDocumento1 paginaWater-Gas Shift Reactionrafael lopezNessuna valutazione finora
- Floating LNG FLNG Technical Challenges and Future TrendsDocumento12 pagineFloating LNG FLNG Technical Challenges and Future TrendsIsioma1100% (1)
- Effect of Lean Amine Temperature on Gas SweeteningDocumento5 pagineEffect of Lean Amine Temperature on Gas SweeteningYorman Zambrano SilvaNessuna valutazione finora
- Oxyfuel Cutting - Process and Fuel GasesDocumento6 pagineOxyfuel Cutting - Process and Fuel Gasesunknown8787Nessuna valutazione finora
- Ammonia Plant ReportDocumento15 pagineAmmonia Plant ReportAjay KumarNessuna valutazione finora
- Industrial Compressors Oxygen CompressorDocumento13 pagineIndustrial Compressors Oxygen CompressorRoopa MahtoNessuna valutazione finora
- Wires & Fluxes: W.E.F. 6 APRIL 2022Documento16 pagineWires & Fluxes: W.E.F. 6 APRIL 2022Shivi ChaturvediNessuna valutazione finora
- QEL Q8 Series Gas Detectors: Key FeaturesDocumento2 pagineQEL Q8 Series Gas Detectors: Key FeaturesMorella Rojas LinaresNessuna valutazione finora
- MATERIAL BALANCES WITH CHEMICAL REACTIONSDocumento5 pagineMATERIAL BALANCES WITH CHEMICAL REACTIONSMaries San PedroNessuna valutazione finora
- Syngas Synthesis & Its UseDocumento18 pagineSyngas Synthesis & Its UseAekkasit SenaartNessuna valutazione finora
- Turbo Tutorial 7Documento32 pagineTurbo Tutorial 7Chad HuntNessuna valutazione finora
- M02 - Product Specification PDFDocumento8 pagineM02 - Product Specification PDFResaPrihtianaSatriaNessuna valutazione finora
- Glycol Dehydration - WikipediaDocumento3 pagineGlycol Dehydration - WikipediaNasrul AdliNessuna valutazione finora
- PSA Oxygen Generator SystemDocumento8 paginePSA Oxygen Generator SystemSudhakar ShresthaNessuna valutazione finora
- Ammonia ProductionDocumento7 pagineAmmonia ProductionIkhtiander IkhtianderNessuna valutazione finora
- 25 CompressorsDocumento8 pagine25 CompressorsDekkiNessuna valutazione finora
- Unit 2 Amine Sweetening UnitDocumento33 pagineUnit 2 Amine Sweetening UnitkhalimnNessuna valutazione finora
- DETCON Product GuideDocumento56 pagineDETCON Product GuideSergio HernandezNessuna valutazione finora
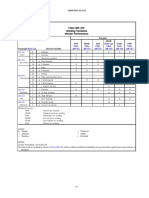
- Table - QW-416 Welding Variables For Welder Performance PDFDocumento1 paginaTable - QW-416 Welding Variables For Welder Performance PDFAnonymous VohpMtUSNNessuna valutazione finora
- 100RB Series Solenoid Valves (PA00294)Documento2 pagine100RB Series Solenoid Valves (PA00294)Bibin VijayakumarNessuna valutazione finora
- Paqell THIOPAQ O&G Desulphurisation Factsheet PDFDocumento2 paginePaqell THIOPAQ O&G Desulphurisation Factsheet PDFMohammedAliMohammedNessuna valutazione finora
- Eurotainer Cryogenic Tank Containers - BDDocumento2 pagineEurotainer Cryogenic Tank Containers - BDSajidNessuna valutazione finora
- Compressed Gas Cylinder SafetyDocumento11 pagineCompressed Gas Cylinder SafetyBanamali MohantaNessuna valutazione finora
- Carbon Dioxide Fire ExtinguisherDocumento5 pagineCarbon Dioxide Fire ExtinguisherSaeed AkhtarNessuna valutazione finora
- GASGEN High Purity Oxygen Generator OHP SeriesDocumento2 pagineGASGEN High Purity Oxygen Generator OHP Seriescumpio425428Nessuna valutazione finora