Potrebbero piacerti anche
- CF 11057Documento1 paginaCF 11057Fabiano OliveiraNessuna valutazione finora
- AUBR 82 Simulando Com o Autodesk Inventor e Autodesk SimulationDocumento15 pagineAUBR 82 Simulando Com o Autodesk Inventor e Autodesk SimulationRogério Vilella JunqueiraNessuna valutazione finora
- CFMM 0031Documento41 pagineCFMM 0031Fabiano Oliveira100% (1)
- CFMM 0032 PDFDocumento64 pagineCFMM 0032 PDFFabiano OliveiraNessuna valutazione finora
- CF-11004/A-C: Fundição E Mecânica LtdaDocumento1 paginaCF-11004/A-C: Fundição E Mecânica LtdaFabiano Oliveira0% (1)
- NBR 5426 - Plano de Amostragem PDFDocumento63 pagineNBR 5426 - Plano de Amostragem PDFRodrigo PauloNessuna valutazione finora
- 1517252860e Book Principio Das Ciencias Dos MateriaispdfDocumento78 pagine1517252860e Book Principio Das Ciencias Dos MateriaispdfFabiano OliveiraNessuna valutazione finora
- CF-11003/A-C: Lateral para Truque Cruzaço Com Pedestal Largo para Eixo COM MANGA DE 5 1/2" X 10" BIT. 1,00 MDocumento1 paginaCF-11003/A-C: Lateral para Truque Cruzaço Com Pedestal Largo para Eixo COM MANGA DE 5 1/2" X 10" BIT. 1,00 MFabiano OliveiraNessuna valutazione finora
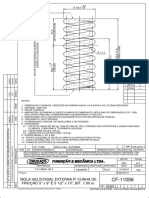
- CF 11056 PDFDocumento1 paginaCF 11056 PDFFabiano OliveiraNessuna valutazione finora
- Guilherme Fabiano Mendoncados Santos 2015Documento113 pagineGuilherme Fabiano Mendoncados Santos 2015strongerstNessuna valutazione finora
- 1540383981ebook 473pdf PDFDocumento58 pagine1540383981ebook 473pdf PDFFabiano OliveiraNessuna valutazione finora
- Usi SacDocumento2 pagineUsi SacdudacoNessuna valutazione finora
- Cópia Não Controlada: Cunha de Fricção Larga P/ Truque C/ MANGAS 5" X 9" E 5 1/2" X 10" BIT. 1,00 MDocumento1 paginaCópia Não Controlada: Cunha de Fricção Larga P/ Truque C/ MANGAS 5" X 9" E 5 1/2" X 10" BIT. 1,00 MFabiano OliveiraNessuna valutazione finora
- Catalogo ConforjaDocumento80 pagineCatalogo ConforjaAlexsandro Cordeiro100% (1)
- Apostila Nivelamento2011 CALDocumento43 pagineApostila Nivelamento2011 CALEdson CastroNessuna valutazione finora
- Xercícios ResolvidosDocumento1 paginaXercícios ResolvidosFabiano OliveiraNessuna valutazione finora
- Resol 09 07 ANPDocumento7 pagineResol 09 07 ANPFabiano OliveiraNessuna valutazione finora
- Aula 5 - SlideDocumento109 pagineAula 5 - SlidetassioNessuna valutazione finora
- Xercícios ResolvidosDocumento1 paginaXercícios ResolvidosFabiano OliveiraNessuna valutazione finora
- Resistência Dos Materiais - Exercícios Resolvidos - Parte 1 - Engenharia Do Movimento PDFDocumento8 pagineResistência Dos Materiais - Exercícios Resolvidos - Parte 1 - Engenharia Do Movimento PDFJaniele MoreiraNessuna valutazione finora
- Proj. Timoneria de Freios PDFDocumento25 pagineProj. Timoneria de Freios PDFFabiano OliveiraNessuna valutazione finora
- Tabela de Torque de Parafusos, Porcas e PrisioneirosDocumento1 paginaTabela de Torque de Parafusos, Porcas e PrisioneirosMARCELOZZDEL82% (11)
- Sistema de Locomotivas e Vagões IDocumento127 pagineSistema de Locomotivas e Vagões Ialanbrown22100% (9)
- Apostila FadigaDocumento407 pagineApostila FadigaANDRECESARIONessuna valutazione finora
- TCC - Jul ManutençãoDocumento54 pagineTCC - Jul ManutençãoJuarezPereiraNessuna valutazione finora
- Apostila de Freios AtualizadaDocumento49 pagineApostila de Freios AtualizadaKleber Kl80% (10)
- 04 Tightening ReliabilityDocumento1 pagina04 Tightening ReliabilityFabiano OliveiraNessuna valutazione finora
- Introdução À Engenharia de ManutençãoDocumento2 pagineIntrodução À Engenharia de Manutençãorenatomico2Nessuna valutazione finora
- FMEA Sistema-Vagões 20121004Documento261 pagineFMEA Sistema-Vagões 20121004Fabiano OliveiraNessuna valutazione finora
- ManutencaoDocumento33 pagineManutencaothalysonNessuna valutazione finora
- Memorial de Cálculo A1 FinalDocumento3 pagineMemorial de Cálculo A1 FinalRicardo gonçalvesNessuna valutazione finora
- Teste TriangularDocumento8 pagineTeste TriangularAdelaide SilvaNessuna valutazione finora
- Oceanografia - Aula 1 GeomorfologiaDocumento53 pagineOceanografia - Aula 1 GeomorfologiaJadson FreireNessuna valutazione finora
- Avaliaçao Riscos Setor HotelariaDocumento40 pagineAvaliaçao Riscos Setor HotelariaPaulo Costa100% (2)
- Análise Temática PDFDocumento13 pagineAnálise Temática PDFGeraldo Martins100% (3)
- Manual Semeadora Tatu SDA FlexDocumento42 pagineManual Semeadora Tatu SDA FlexVDF100% (1)
- Reinaldo Furlan - A Questão Do Método Na PsicologiaDocumento9 pagineReinaldo Furlan - A Questão Do Método Na PsicologiaEttore Dias MedinaNessuna valutazione finora
- Catalogo - IOM CGAD (CGAD SVN02 PT0712)Documento107 pagineCatalogo - IOM CGAD (CGAD SVN02 PT0712)inggavNessuna valutazione finora
- Ssa 1 - 2014Documento4 pagineSsa 1 - 2014Silvia Campos CamposNessuna valutazione finora
- PPP Amaro AbilioDocumento4 paginePPP Amaro AbilioBruno Hideki NonakaNessuna valutazione finora
- Exame Modelo 12 Jun2021 FCDocumento7 pagineExame Modelo 12 Jun2021 FCAntónio SantosNessuna valutazione finora
- Capitulo 6Documento31 pagineCapitulo 6Geraldo NetoNessuna valutazione finora
- Expressões Algébricas - OdtDocumento7 pagineExpressões Algébricas - OdtMARIA VIRGÍNIA REISNessuna valutazione finora
- Resistencia Dos Materiais - ResolvidoDocumento8 pagineResistencia Dos Materiais - ResolvidoRamom Diniz100% (1)
- Educação Física BNCCDocumento5 pagineEducação Física BNCCEuder Pereira100% (1)
- Verniz Renner BT 0848Documento3 pagineVerniz Renner BT 0848Suelen MilanezNessuna valutazione finora
- Dimensionamento de BateriasDocumento50 pagineDimensionamento de BateriasLécio G. Matos Matos100% (1)
- Aula - EquaçõesDocumento5 pagineAula - Equaçõesstephanie kalynka rocha silveiraNessuna valutazione finora
- Arteor CatalogoB2BDocumento76 pagineArteor CatalogoB2BOscar Javier MartinezNessuna valutazione finora
- Gerencia de Memória VirtualDocumento4 pagineGerencia de Memória VirtualReginaNessuna valutazione finora
- Campo Elétrico - ExercíciosDocumento10 pagineCampo Elétrico - ExercíciosDeusDosPudinsNessuna valutazione finora
- SDFDocumento5 pagineSDFVinicius VozniekNessuna valutazione finora
- 16 - Lista 7 - Física IIIDocumento4 pagine16 - Lista 7 - Física IIIItalo RiccelliNessuna valutazione finora
- Apostila de Diagnostico Motor PDFDocumento118 pagineApostila de Diagnostico Motor PDFLucigleison NevesNessuna valutazione finora
- Curriculo Basico 3 Edicao 2015Documento294 pagineCurriculo Basico 3 Edicao 2015Alessandra Santos FrazatoNessuna valutazione finora
- Eletromagnetismo FogoDocumento12 pagineEletromagnetismo FogoFelix Sapalo SapaloNessuna valutazione finora
- Shamata Pura e Impura Da Apo 4 NV v.2Documento6 pagineShamata Pura e Impura Da Apo 4 NV v.2Marcos Vinícius100% (1)
- Física 2Documento35 pagineFísica 2Sergio CarvalhoNessuna valutazione finora
- LajesDocumento4 pagineLajesAltair AlvesNessuna valutazione finora
- ABNT NBR 7187 21 Projeto de Pontes de Concreto Armado e de Concreto ProtendidoDocumento82 pagineABNT NBR 7187 21 Projeto de Pontes de Concreto Armado e de Concreto Protendidokuroski201075% (4)