Potrebbero piacerti anche
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDa EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNessuna valutazione finora
- Unit II - mt1Documento24 pagineUnit II - mt1Mareeswaran Maruthamuthu M0% (1)
- Welding Journal PDFDocumento7 pagineWelding Journal PDFraisalfiansyahNessuna valutazione finora
- MIG Vs TIG Vs Stick Vs Flux Core Welding ProcessesDocumento8 pagineMIG Vs TIG Vs Stick Vs Flux Core Welding ProcessesCalvin YeohNessuna valutazione finora
- Introduction To Arc Welding: Information Sheet - "Documento14 pagineIntroduction To Arc Welding: Information Sheet - "Eahbm KaduNessuna valutazione finora
- Gas Tungsten Arc WeldingDocumento13 pagineGas Tungsten Arc WeldingEmad A.AhmadNessuna valutazione finora
- Continental Institute of Engineering & Technology: Welding ShopDocumento8 pagineContinental Institute of Engineering & Technology: Welding ShopAjay RanaNessuna valutazione finora
- (John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Documento7 pagine(John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Yusuf DarellNessuna valutazione finora
- Welding Assignment-Submitted by Fatima Fayyaz-PID-09Documento4 pagineWelding Assignment-Submitted by Fatima Fayyaz-PID-09api-19753215Nessuna valutazione finora
- Welding SymbolsDocumento17 pagineWelding SymbolsJustine WilliamsNessuna valutazione finora
- Rail WeldingDocumento4 pagineRail WeldingOlga Sandoval RomeroNessuna valutazione finora
- Fcaw Welding Guide PDFDocumento2 pagineFcaw Welding Guide PDFElizabethNessuna valutazione finora
- Gas Tungsten Arc Welding ProcessDocumento9 pagineGas Tungsten Arc Welding ProcessJacques Sau100% (1)
- Welding Report Sem3Documento11 pagineWelding Report Sem3hakimNessuna valutazione finora
- Physics of Welding Better VersionDocumento3 paginePhysics of Welding Better VersionKhurram RehmanNessuna valutazione finora
- Lincoln Welding MachineDocumento4 pagineLincoln Welding MachinemevansmetreelNessuna valutazione finora
- Resistance WeldingDocumento18 pagineResistance WeldingAnand JainNessuna valutazione finora
- AC Resistance Welding Machine Manual 50kvaDocumento35 pagineAC Resistance Welding Machine Manual 50kvaAntariksh Bahekar100% (1)
- Welders Buying GuideDocumento2 pagineWelders Buying GuidesuparnaNessuna valutazione finora
- Welding Techniques NEWDocumento95 pagineWelding Techniques NEWबंदनेश पाण्डेयNessuna valutazione finora
- FMP 221 Lecture 10 and 11Documento44 pagineFMP 221 Lecture 10 and 11SarojKumarSinghNessuna valutazione finora
- Automation in Sheet Metal Tig Welding Process: A Case StudyDocumento6 pagineAutomation in Sheet Metal Tig Welding Process: A Case StudyseventhsensegroupNessuna valutazione finora
- Solid State WeldingDocumento61 pagineSolid State Weldingakramakram123Nessuna valutazione finora
- Electrode Converted Into TextDocumento14 pagineElectrode Converted Into TextNeha NimbarkNessuna valutazione finora
- Assignment 1 WeldingDocumento4 pagineAssignment 1 WeldingHazim HamdanNessuna valutazione finora
- Arc Welding ProceduresDocumento4 pagineArc Welding ProceduresatayxjsNessuna valutazione finora
- Tungsten Inert Gas WeldingDocumento2 pagineTungsten Inert Gas WeldingJacques SauNessuna valutazione finora
- Optimization of MIG Welding ParametersDocumento6 pagineOptimization of MIG Welding ParametersMario Antonio Araya MorosoNessuna valutazione finora
- Arc Welding LabDocumento28 pagineArc Welding LabFarman AliNessuna valutazione finora
- Product Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'Documento2 pagineProduct Data Sheet OK Tigrod 316L: W 'Tungsten Inert Gas Arc Welding'soft4gsmNessuna valutazione finora
- PCD Wire Edm Technology PDFDocumento6 paginePCD Wire Edm Technology PDFyorf1989Nessuna valutazione finora
- 46595-261231-302061 A Welding TechnologyDocumento2 pagine46595-261231-302061 A Welding TechnologyVijay Kumar DodaiNessuna valutazione finora
- Notes On Welding & Metal CuttingDocumento69 pagineNotes On Welding & Metal CuttingSaptarshi PalNessuna valutazione finora
- Group 8, Welding AssignmentDocumento11 pagineGroup 8, Welding AssignmentKavish ChandraNessuna valutazione finora
- (3143512) Diffusion WeldingDocumento29 pagine(3143512) Diffusion Weldingsushil sandhu100% (1)
- 2 Classification of Welding PDFDocumento31 pagine2 Classification of Welding PDFSiva Narendra100% (2)
- Arc Studwelding SystemsDocumento24 pagineArc Studwelding SystemsTan Chee DingNessuna valutazione finora
- Chapter-3 General Information of WeldingDocumento5 pagineChapter-3 General Information of WeldingKumar DneshNessuna valutazione finora
- Diffusion Bonded WeldingDocumento23 pagineDiffusion Bonded WeldingKameswara ReddyNessuna valutazione finora
- On Plasma Arc WeldingDocumento12 pagineOn Plasma Arc WeldingSandeep MauryaNessuna valutazione finora
- Brazing and Soldering 1.0 Basics of Brazing and SolderingDocumento4 pagineBrazing and Soldering 1.0 Basics of Brazing and SolderingDhananjay ParasharNessuna valutazione finora
- A1010 WeldingDocumento20 pagineA1010 WeldingCurious RajNessuna valutazione finora
- Laser Beam Welding Under Vacuum of High Grade MaterialsDocumento11 pagineLaser Beam Welding Under Vacuum of High Grade MaterialsSudhakar LavuriNessuna valutazione finora
- Arc Welding Electrodes Powerpoint PPT PresentationDocumento4 pagineArc Welding Electrodes Powerpoint PPT PresentationramuNessuna valutazione finora
- Experiment - TIGDocumento5 pagineExperiment - TIGAl Anood Al AmeriNessuna valutazione finora
- TIG Welding Amp ChartsDocumento3 pagineTIG Welding Amp ChartsHikmet ParakNessuna valutazione finora
- Term Paper-Sheet Metal WeldingDocumento6 pagineTerm Paper-Sheet Metal Welding11gargdinesh7Nessuna valutazione finora
- MM 223 Claw Hammer Literature ReviewDocumento10 pagineMM 223 Claw Hammer Literature Reviewdipanshil100% (1)
- 1.1 Welding Technology - Introduction 2022Documento61 pagine1.1 Welding Technology - Introduction 2022sathishvpNessuna valutazione finora
- X20818 (Me6008 Ptme6008)Documento3 pagineX20818 (Me6008 Ptme6008)saranNessuna valutazione finora
- Spot Welding Process LabDocumento4 pagineSpot Welding Process Labjunaid gujratiNessuna valutazione finora
- WeldingDocumento68 pagineWeldingRajneesh Patel100% (1)
- Welding Lecture 5 Solid State Welding Processes ( - )Documento20 pagineWelding Lecture 5 Solid State Welding Processes ( - )Adel AbdelmaboudNessuna valutazione finora
- 03 - GtawDocumento20 pagine03 - GtawEnache DaniNessuna valutazione finora
- Tungsten Inert Gas (TIG or GTA) Welding: Job Knowledge 6Documento2 pagineTungsten Inert Gas (TIG or GTA) Welding: Job Knowledge 6tuanNessuna valutazione finora
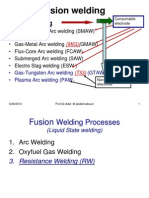
- Welding Lecture 4 Fusion (Liquid) State Welding Processes (Resistance Welding)Documento30 pagineWelding Lecture 4 Fusion (Liquid) State Welding Processes (Resistance Welding)Adel AbdelmaboudNessuna valutazione finora
- TB Welding-English PDFDocumento20 pagineTB Welding-English PDFdanghpNessuna valutazione finora
- Internship Presentation in Grupo AntolinDocumento19 pagineInternship Presentation in Grupo AntolinRavi GowdaNessuna valutazione finora
- Power Mig 210 PDFDocumento104 paginePower Mig 210 PDFDannielOrellanaNessuna valutazione finora
- TIG Tungsten Electrode TypesDocumento6 pagineTIG Tungsten Electrode Typessameer ahamedNessuna valutazione finora
- UNIT 3 Engineering Product DesignDocumento7 pagineUNIT 3 Engineering Product DesignIsaiahNessuna valutazione finora
- Edexcel National Certificate/Diploma Mechanical Principles Outcome 1 Engineering Structures Tutorial 2 - Reaction ForcesDocumento12 pagineEdexcel National Certificate/Diploma Mechanical Principles Outcome 1 Engineering Structures Tutorial 2 - Reaction ForceshuycttNessuna valutazione finora
- P1 Completed Risk AssessmentDocumento2 pagineP1 Completed Risk AssessmentIsaiahNessuna valutazione finora
- Unit 25Documento1 paginaUnit 25IsaiahNessuna valutazione finora
- Manufacturing Secondary Machining Processes DRILLING: This Process Uses A Drill Bit To Cut Into Material As This Works Its Way Into The Material byDocumento4 pagineManufacturing Secondary Machining Processes DRILLING: This Process Uses A Drill Bit To Cut Into Material As This Works Its Way Into The Material byIsaiahNessuna valutazione finora
- Assignment 1 - Brief - Unit 13 - LA 062016 No ComDocumento4 pagineAssignment 1 - Brief - Unit 13 - LA 062016 No ComIsaiahNessuna valutazione finora
- 2005 January Mark SchemeDocumento8 pagine2005 January Mark SchemeIsaiahNessuna valutazione finora
- C1 - 05 Jan MS PDFDocumento6 pagineC1 - 05 Jan MS PDFAnderson AlfredNessuna valutazione finora
- Sci9 Q2 Summative-4Documento6 pagineSci9 Q2 Summative-4Lanie BuenavistaNessuna valutazione finora
- Licowax S FlakesDocumento1 paginaLicowax S Flakes王偉仲Nessuna valutazione finora
- Are A Class of Organic Compounds That Have An OxygenDocumento6 pagineAre A Class of Organic Compounds That Have An OxygenArianne MontañoNessuna valutazione finora
- Week 6,7 - HE - Similitude and Dimensional AnalysisDocumento45 pagineWeek 6,7 - HE - Similitude and Dimensional AnalysisRana Asad AliNessuna valutazione finora
- Rotomolded Tanks - Importance of Rotomolded TanksDocumento3 pagineRotomolded Tanks - Importance of Rotomolded Tanksrotomould03Nessuna valutazione finora
- Detailed Lesson PlanDocumento5 pagineDetailed Lesson PlanGspr BoJoyNessuna valutazione finora
- SUNHEARRT FULLBODY 60x60cm - 60x120cmDocumento29 pagineSUNHEARRT FULLBODY 60x60cm - 60x120cmHitesh VishnuNessuna valutazione finora
- Hyperconjugation - Dr. Akshay ShuklaDocumento26 pagineHyperconjugation - Dr. Akshay ShuklawaqasNessuna valutazione finora
- Scheme of Work (Chemistry, Year 9)Documento12 pagineScheme of Work (Chemistry, Year 9)Hon Nee ChakNessuna valutazione finora
- Kunal JRFDocumento3 pagineKunal JRFAakash KumarNessuna valutazione finora
- Hydraulic Fracturing PDFDocumento22 pagineHydraulic Fracturing PDFpoojaNessuna valutazione finora
- Design and Construction of A SerpentineDocumento8 pagineDesign and Construction of A SerpentineToti RamosNessuna valutazione finora
- Harmonically Excitation VibrationDocumento17 pagineHarmonically Excitation VibrationCherry ObiasNessuna valutazione finora
- Physical Chemistry QuestionsDocumento2 paginePhysical Chemistry QuestionsRoselle Mea EderNessuna valutazione finora
- Self-Assembly of Block Copolymers: Chemical Society Reviews July 2012Documento19 pagineSelf-Assembly of Block Copolymers: Chemical Society Reviews July 2012AnanNessuna valutazione finora
- EPA 608 Certification Test QuestionsDocumento96 pagineEPA 608 Certification Test Questionslanzea91% (65)
- Lesson 1 - Intro To Thermo - Student-3Documento3 pagineLesson 1 - Intro To Thermo - Student-3OreoDaChickenPlayz YTNessuna valutazione finora
- 5990 4547enDocumento16 pagine5990 4547enHoanghanh LequangNessuna valutazione finora
- exercise固態物理Documento31 pagineexercise固態物理Keiko AyanoNessuna valutazione finora
- WorkshopSolarRoofTop DonBoscoSumbaDocumento75 pagineWorkshopSolarRoofTop DonBoscoSumbaDominggus TelupunNessuna valutazione finora
- ASTM G112 - 92 (Reapproved 2009)Documento7 pagineASTM G112 - 92 (Reapproved 2009)Mohamad ZandiNessuna valutazione finora
- Time (S) SQRT (T) Infilt (CM) (ML) : InstructionsDocumento6 pagineTime (S) SQRT (T) Infilt (CM) (ML) : InstructionsSudipNessuna valutazione finora
- Mechanochemistry An OverviewDocumento6 pagineMechanochemistry An Overviewleizar_death64Nessuna valutazione finora
- Release Coats Presentation PSTCDocumento26 pagineRelease Coats Presentation PSTCShawn ZhengNessuna valutazione finora
- Protein ArrayDocumento21 pagineProtein Arrayryu rayNessuna valutazione finora
- Cement Grout vs. Chemical Grout:: Which One To Use, When, and WhyDocumento4 pagineCement Grout vs. Chemical Grout:: Which One To Use, When, and WhyDiego CalderonNessuna valutazione finora
- Chemistry Grade 11Documento198 pagineChemistry Grade 11Jan92% (24)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesDa EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesValutazione: 4.5 su 5 stelle4.5/5 (21)
- Introduction to Power System ProtectionDa EverandIntroduction to Power System ProtectionValutazione: 5 su 5 stelle5/5 (1)
- A Pathway to Decarbonise the Shipping Sector by 2050Da EverandA Pathway to Decarbonise the Shipping Sector by 2050Nessuna valutazione finora
- RV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!Da EverandRV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!Nessuna valutazione finora
- The Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceDa EverandThe Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceNessuna valutazione finora
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterDa EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterNessuna valutazione finora
- Shorting the Grid: The Hidden Fragility of Our Electric GridDa EverandShorting the Grid: The Hidden Fragility of Our Electric GridValutazione: 4.5 su 5 stelle4.5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressDa EverandNuclear Energy in the 21st Century: World Nuclear University PressValutazione: 4.5 su 5 stelle4.5/5 (3)
- Heat Transfer Engineering: Fundamentals and TechniquesDa EverandHeat Transfer Engineering: Fundamentals and TechniquesValutazione: 4 su 5 stelle4/5 (1)
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsDa EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNessuna valutazione finora
- Renewable Energy: A Very Short IntroductionDa EverandRenewable Energy: A Very Short IntroductionValutazione: 4.5 su 5 stelle4.5/5 (12)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsDa EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNessuna valutazione finora
- Solar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsDa EverandSolar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsValutazione: 4.5 su 5 stelle4.5/5 (2)
- Fundamentals of Hydrogen Production and Utilization in Fuel Cell SystemsDa EverandFundamentals of Hydrogen Production and Utilization in Fuel Cell SystemsNessuna valutazione finora
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successDa EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successValutazione: 4.5 su 5 stelle4.5/5 (3)
- Global Landscape of Renewable Energy FinanceDa EverandGlobal Landscape of Renewable Energy FinanceNessuna valutazione finora
- Live Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerDa EverandLive Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerNessuna valutazione finora
- Electrical Load-Curve Coverage: Proceedings of the Symposium on Load-Curve Coverage in Future Electric Power Generating Systems, Organized by the Committee on Electric Power, United Nations Economic Commission for Europe, Rome, Italy, 24 – 28 October 1977Da EverandElectrical Load-Curve Coverage: Proceedings of the Symposium on Load-Curve Coverage in Future Electric Power Generating Systems, Organized by the Committee on Electric Power, United Nations Economic Commission for Europe, Rome, Italy, 24 – 28 October 1977Nessuna valutazione finora
- Idaho Falls: The Untold Story of America's First Nuclear AccidentDa EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentValutazione: 4.5 su 5 stelle4.5/5 (21)
- Practical Reservoir Engineering and CharacterizationDa EverandPractical Reservoir Engineering and CharacterizationValutazione: 4.5 su 5 stelle4.5/5 (3)
- Grid-Scale Energy Storage Systems and ApplicationsDa EverandGrid-Scale Energy Storage Systems and ApplicationsFu-Bao WuNessuna valutazione finora
- Industrial Waste Treatment HandbookDa EverandIndustrial Waste Treatment HandbookValutazione: 5 su 5 stelle5/5 (1)
- An Introduction to Renewable Energy Sources : Environment Books for Kids | Children's Environment BooksDa EverandAn Introduction to Renewable Energy Sources : Environment Books for Kids | Children's Environment BooksNessuna valutazione finora
- Formulas and Calculations for Drilling OperationsDa EverandFormulas and Calculations for Drilling OperationsNessuna valutazione finora
- Renewable Energy Sources - Wind, Solar and Hydro Energy Revised Edition : Environment Books for Kids | Children's Environment BooksDa EverandRenewable Energy Sources - Wind, Solar and Hydro Energy Revised Edition : Environment Books for Kids | Children's Environment BooksNessuna valutazione finora
- Simulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetDa EverandSimulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetValutazione: 2 su 5 stelle2/5 (1)