Potrebbero piacerti anche
- Manufacturing TechnologyDocumento6 pagineManufacturing TechnologyKarim HeshamNessuna valutazione finora
- Manufacturing Processes-I (TA 201A) : 6 Credit CourseDocumento44 pagineManufacturing Processes-I (TA 201A) : 6 Credit Coursejamessupermann1Nessuna valutazione finora
- 3 1and3 2Documento110 pagine3 1and3 2MPRajNessuna valutazione finora
- Manufacturing Processes (ME361) Lecture 25 and 27Documento40 pagineManufacturing Processes (ME361) Lecture 25 and 27RandhirKumarNessuna valutazione finora
- 2a-CASTING FUNDAMENTALSDocumento26 pagine2a-CASTING FUNDAMENTALSIzzat IkramNessuna valutazione finora
- Fundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and CoolingDocumento30 pagineFundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and Coolingchincha chuNessuna valutazione finora
- Lecture Notes IIDocumento71 pagineLecture Notes IITuğbaNessuna valutazione finora
- Introduction To Casting DefectsDocumento234 pagineIntroduction To Casting Defectsyash100% (1)
- Tutorial Last AnswerDocumento9 pagineTutorial Last AnswerEswaran ManakorNessuna valutazione finora
- CastingDocumento118 pagineCastingLokesh100% (4)
- U3p2riserdesign 150422035837 Conversion Gate02 PDFDocumento27 pagineU3p2riserdesign 150422035837 Conversion Gate02 PDFசெல்வ குமார்Nessuna valutazione finora
- L00. MNU - Sand CastingDocumento32 pagineL00. MNU - Sand Castingowarda293Nessuna valutazione finora
- Fundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and CoolingDocumento37 pagineFundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and CoolingNihad MohammedNessuna valutazione finora
- Fundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and CoolingDocumento35 pagineFundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and Coolingb0zzch4Nessuna valutazione finora
- Chapter 4 CastingDocumento90 pagineChapter 4 CastingA TalkNessuna valutazione finora
- Casting ProcessesDocumento42 pagineCasting ProcessesVijay PawarNessuna valutazione finora
- Lecture 05 (Metal Forming Processes)Documento37 pagineLecture 05 (Metal Forming Processes)Mubashar ZahidNessuna valutazione finora
- 3.hot Working PDFDocumento42 pagine3.hot Working PDFkacangtim100% (1)
- L5 - Ta201p (05.07.2021)Documento84 pagineL5 - Ta201p (05.07.2021)quick winnerNessuna valutazione finora
- 3a-BMCG 2323 Net Shape Process FILE 1aDocumento51 pagine3a-BMCG 2323 Net Shape Process FILE 1ahemarubini96Nessuna valutazione finora
- METE 215 Materials Processing Laboratory Experiment 7: Prof. Dr. Ali KALKANLIDocumento6 pagineMETE 215 Materials Processing Laboratory Experiment 7: Prof. Dr. Ali KALKANLINaga KiranNessuna valutazione finora
- Metal CastingDocumento61 pagineMetal CastingPhilip Anthony MasilangNessuna valutazione finora
- Enme 331-Fundamentals of CastingDocumento48 pagineEnme 331-Fundamentals of CastingAhmed AbdulrhmanNessuna valutazione finora
- CastingDocumento20 pagineCastingCHANDRAJEET AMARNessuna valutazione finora
- Risers Design Unit-IDocumento24 pagineRisers Design Unit-IQUAZI ADYAN AHMAD 160419736049Nessuna valutazione finora
- Chapter 1 Casting TechnologyDocumento80 pagineChapter 1 Casting Technologymohammed BalfaqaihNessuna valutazione finora
- Unit 1 Manufacturing TechnologyDocumento150 pagineUnit 1 Manufacturing TechnologyMy Tech WorldNessuna valutazione finora
- Chapter 2 - Metal CastingDocumento75 pagineChapter 2 - Metal CastingAbhik RoyNessuna valutazione finora
- Chapter 10-Casting IDocumento38 pagineChapter 10-Casting Iking slayerNessuna valutazione finora
- Chapter 10-Casting IDocumento38 pagineChapter 10-Casting IM Kafeel KhanNessuna valutazione finora
- Special CastingDocumento46 pagineSpecial CastingJith Viswa100% (1)
- Dr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egDocumento46 pagineDr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egØŠMÄÑ MØHÂMĒDNessuna valutazione finora
- Lecture 6 Elements of Gating SystemDocumento7 pagineLecture 6 Elements of Gating SystemNemani Raghu0% (1)
- 1234Documento12 pagine1234Amosh KhuraNessuna valutazione finora
- Powder MetallurgyDocumento52 paginePowder MetallurgybetruckoumaNessuna valutazione finora
- Cast 2Documento77 pagineCast 2yash guptaNessuna valutazione finora
- File 5Documento57 pagineFile 5fauzanNessuna valutazione finora
- ميحرلا نمحرلا الله مسب Manufacturing Processes 0703314: Solidification and Casting ProcessesDocumento45 pagineميحرلا نمحرلا الله مسب Manufacturing Processes 0703314: Solidification and Casting ProcessesAbdullahNessuna valutazione finora
- 4castingprocesses 120526012606 Phpapp01Documento28 pagine4castingprocesses 120526012606 Phpapp01Chennai TuitionsNessuna valutazione finora
- Chapter 2 Casting: Manufacturing ProcessesDocumento52 pagineChapter 2 Casting: Manufacturing ProcessesnunuNessuna valutazione finora
- Casting: 2.810 Prof. Timothy GutowskiDocumento65 pagineCasting: 2.810 Prof. Timothy GutowskiRoberto LaurindoNessuna valutazione finora
- Solidification ShrinkageDocumento16 pagineSolidification ShrinkageSherif El-soudyNessuna valutazione finora
- Metalcastingprocess 110925103638 Phpapp02 PDFDocumento51 pagineMetalcastingprocess 110925103638 Phpapp02 PDFramesh tNessuna valutazione finora
- 15mec - 213 Manufacturing Technology-I: Subject: 15mec 213-Manufacturingtechnology-I Class: 4 Sem B.Tech-Mech A'Documento40 pagine15mec - 213 Manufacturing Technology-I: Subject: 15mec 213-Manufacturingtechnology-I Class: 4 Sem B.Tech-Mech A'subash naraharasettiNessuna valutazione finora
- 2 Introduction To Casting ProcessDocumento22 pagine2 Introduction To Casting ProcessLiaquat AliNessuna valutazione finora
- 1 - Metal Casting Fundamentals PDFDocumento38 pagine1 - Metal Casting Fundamentals PDFHusain AliNessuna valutazione finora
- Casting ProcessDocumento53 pagineCasting ProcesssatyajitlNessuna valutazione finora
- Chapter 2 Metal Casting ProcessesDocumento59 pagineChapter 2 Metal Casting Processesdagimawgchew777Nessuna valutazione finora
- ALUMINIUMTECHNOLOGIES Week10Documento110 pagineALUMINIUMTECHNOLOGIES Week10NhocSkyzNessuna valutazione finora
- Manufacturing Processes Project: Automotive Differential: Group 3Documento6 pagineManufacturing Processes Project: Automotive Differential: Group 3Pratik AcharyaNessuna valutazione finora
- Lecture04 - Casting ProcessesDocumento33 pagineLecture04 - Casting ProcessesberhaneNessuna valutazione finora
- Casting Process IIDocumento35 pagineCasting Process IIChirag TaterNessuna valutazione finora
- MPP - 4 Casting Process - SRS - 2014Documento38 pagineMPP - 4 Casting Process - SRS - 2014SpidyNessuna valutazione finora
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesDa EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNessuna valutazione finora
- Estimator's General Construction Manhour ManualDa EverandEstimator's General Construction Manhour ManualValutazione: 4.5 su 5 stelle4.5/5 (20)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkDa EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNessuna valutazione finora
- Metal Transfer and Build-up in Friction and CuttingDa EverandMetal Transfer and Build-up in Friction and CuttingNessuna valutazione finora
- Engineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionDa EverandEngineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionValutazione: 4.5 su 5 stelle4.5/5 (3)
- Coplex Engineering Problem (Metal Forming and Cutting Analysis)Documento7 pagineCoplex Engineering Problem (Metal Forming and Cutting Analysis)Muhammad UsmanNessuna valutazione finora
- QuestionsDocumento1 paginaQuestionsMuhammad UsmanNessuna valutazione finora
- DFA Analysis of Electric Switch Board Product InformationDocumento4 pagineDFA Analysis of Electric Switch Board Product InformationMuhammad UsmanNessuna valutazione finora
- Coplex Engineering Problem (Metal Forming and Cutting Analysis)Documento7 pagineCoplex Engineering Problem (Metal Forming and Cutting Analysis)Muhammad UsmanNessuna valutazione finora
- AMDF Lecture 7 Design Against Static LoadingDocumento41 pagineAMDF Lecture 7 Design Against Static LoadingMuhammad UsmanNessuna valutazione finora
- DFA Analysis of Electric Switch Board Product InformationDocumento4 pagineDFA Analysis of Electric Switch Board Product InformationMuhammad UsmanNessuna valutazione finora
- Knuckle Joint: Applied Machine Design & Finite Element MethodDocumento18 pagineKnuckle Joint: Applied Machine Design & Finite Element MethodMuhammad UsmanNessuna valutazione finora
- LabDocumento1 paginaLabMuhammad UsmanNessuna valutazione finora
- Mechanics of MaterialDocumento6 pagineMechanics of MaterialMuhammad UsmanNessuna valutazione finora
- Analysis and Effects of TB Ball Vs Ms Ball of Forward Sports PVT LTDDocumento11 pagineAnalysis and Effects of TB Ball Vs Ms Ball of Forward Sports PVT LTDMuhammad UsmanNessuna valutazione finora
- Phase Diagram-: Dr. Aneela WakeelDocumento19 paginePhase Diagram-: Dr. Aneela WakeelUsman ansarNessuna valutazione finora
- Crystallographic Directions and Planes: Dr. Aneela WakeelDocumento18 pagineCrystallographic Directions and Planes: Dr. Aneela WakeelMuhammad UsmanNessuna valutazione finora
- Phase Diagram - : Dr. Aneela WakeelDocumento19 paginePhase Diagram - : Dr. Aneela WakeelUsman ansarNessuna valutazione finora
- Wye BranchesDocumento8 pagineWye BranchesbarukomkssNessuna valutazione finora
- Composite Stress MethodsDocumento47 pagineComposite Stress Methodsluuvandong48xf396Nessuna valutazione finora
- Solid State Physics - Ii: Dr. N.Balasundari Assistant Professor Physics Department Sri K.G.S Arts College SrivaikundamDocumento112 pagineSolid State Physics - Ii: Dr. N.Balasundari Assistant Professor Physics Department Sri K.G.S Arts College SrivaikundamGamma FactsNessuna valutazione finora
- SP-2092 - GRP Specification Qualification and ManufacturingDocumento47 pagineSP-2092 - GRP Specification Qualification and Manufacturingchandana kumar100% (2)
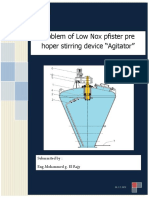
- Problem of Low Nox Pfister Pre Hoper Stirring Device "Agitator"Documento8 pagineProblem of Low Nox Pfister Pre Hoper Stirring Device "Agitator"Mohammed El rajyNessuna valutazione finora
- Proofex Torchseal 3P and 4PDocumento2 pagineProofex Torchseal 3P and 4PSAKUNessuna valutazione finora
- Destiladores BoecoDocumento3 pagineDestiladores BoecoCamilo Andres Sarasty DiazNessuna valutazione finora
- Fatigue Process in Beams of Reinforced Concrete Bridges - A Literature ReviewDocumento8 pagineFatigue Process in Beams of Reinforced Concrete Bridges - A Literature ReviewFernandoNessuna valutazione finora
- Estado Del Arte de Las Resinas 2011Documento10 pagineEstado Del Arte de Las Resinas 2011kelly johanna quintero arevaloNessuna valutazione finora
- Bitumen Phenomenal Hau KauDocumento5 pagineBitumen Phenomenal Hau Kautariq wazedNessuna valutazione finora
- Submittal Package 74-07 46 46-00 - Mineral-Fiber Cement Siding NET - 230622Documento56 pagineSubmittal Package 74-07 46 46-00 - Mineral-Fiber Cement Siding NET - 230622Apple CabreraNessuna valutazione finora
- Module 9Documento18 pagineModule 9I EAT CATS FOR BREAKFASTNessuna valutazione finora
- NF LCF12 E01Documento2 pagineNF LCF12 E01Cy RamosNessuna valutazione finora
- Aashto r37 (GPR)Documento11 pagineAashto r37 (GPR)Carlos RosasNessuna valutazione finora
- Disclosure To Promote The Right To InformationDocumento9 pagineDisclosure To Promote The Right To InformationSarat KumarNessuna valutazione finora
- A Description Is Given of The Assessment of The CreasingDocumento8 pagineA Description Is Given of The Assessment of The CreasingRusted BoyNessuna valutazione finora
- Ocused Ion Beam Microscopy and Micromachining: C.A. Volkert and A.M. Minor, Guest EditorsDocumento11 pagineOcused Ion Beam Microscopy and Micromachining: C.A. Volkert and A.M. Minor, Guest EditorsrmehfuzNessuna valutazione finora
- Inspection and Test Plan 4 - Trackworks: ConstructionDocumento74 pagineInspection and Test Plan 4 - Trackworks: ConstructionTAMILNessuna valutazione finora
- ST10093481 Chantelle Langenhoven BCON ProjectDocumento38 pagineST10093481 Chantelle Langenhoven BCON ProjectChantelle LangenhovenNessuna valutazione finora
- NMDC-WABAG-54-05-15-BE-1153-R2 - Process Design Basis - APPDocumento31 pagineNMDC-WABAG-54-05-15-BE-1153-R2 - Process Design Basis - APPneeraj1mishraNessuna valutazione finora
- Cleaning ChemicalsDocumento11 pagineCleaning ChemicalsSri Venigandla100% (1)
- Buenasher Learning Academy IncDocumento4 pagineBuenasher Learning Academy IncEl CruzNessuna valutazione finora
- CHEM1020 Module1 ViewingDocumento199 pagineCHEM1020 Module1 ViewingclearcastingNessuna valutazione finora
- Assignment 8 SolutionDocumento6 pagineAssignment 8 SolutionBrishen Hawkins100% (1)
- Europrene INTOL POLIMERIDocumento28 pagineEuroprene INTOL POLIMERIRubik ArtNessuna valutazione finora
- 4 - Class Notes (CH-101 &CH-201) Module-4 - PolymerizationDocumento9 pagine4 - Class Notes (CH-101 &CH-201) Module-4 - PolymerizationMtabazi SahiniNessuna valutazione finora
- Análisis de Ciclo de VidaDocumento12 pagineAnálisis de Ciclo de VidaOscar VicenteNessuna valutazione finora
- Is 651Documento27 pagineIs 651sach24iitNessuna valutazione finora
- Silver BrightDocumento2 pagineSilver BrightBRIGHT TECH INDUSTRIALS INDIA PVT LTDNessuna valutazione finora
- 4th March 2023 Full Day RPD Design RPDocumento184 pagine4th March 2023 Full Day RPD Design RPrajibchattarajNessuna valutazione finora