Potrebbero piacerti anche
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Revision For The First 1 English 8Documento6 pagineRevision For The First 1 English 8hiidaxneee urrrmNessuna valutazione finora
- 02 Unit I Environmental Studies-A Multidisciplinary Subject 14-01-2022Documento69 pagine02 Unit I Environmental Studies-A Multidisciplinary Subject 14-01-2022doramonbhaiyaNessuna valutazione finora
- Air Show - Blue Angels in Flying K - The News of NAS KingsvilleDocumento16 pagineAir Show - Blue Angels in Flying K - The News of NAS KingsvilleAlan GuggenheimNessuna valutazione finora
- Roles and Responsibilities of ASHADocumento3 pagineRoles and Responsibilities of ASHAmohanpskohli8310Nessuna valutazione finora
- Thermal Imaging Tech ResourceDocumento20 pagineThermal Imaging Tech Resourceskimav86100% (1)
- Project Final PDFDocumento98 pagineProject Final PDFNgonidzashe MhukaNessuna valutazione finora
- Growth Rate and Fattening Potetial of Meat AnimalsDocumento54 pagineGrowth Rate and Fattening Potetial of Meat AnimalsMuhammad Shahzad ChandiaNessuna valutazione finora
- 03 Soil Classification Numerical PDFDocumento5 pagine03 Soil Classification Numerical PDFabishrantNessuna valutazione finora
- What Is Geyi - V MairDocumento31 pagineWhat Is Geyi - V MairbodhitanNessuna valutazione finora
- Experiment - 5Documento26 pagineExperiment - 5Dilip GangopadhyayNessuna valutazione finora
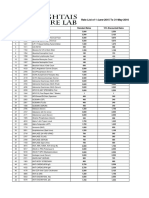
- Rate List of 1-June-2015 To 31-May-2016: S.No Code Test Name Standard Rates 15% Discounted RatesDocumento25 pagineRate List of 1-June-2015 To 31-May-2016: S.No Code Test Name Standard Rates 15% Discounted RatesMirza BabarNessuna valutazione finora
- Air Quality Index Analysis & PredictionDocumento34 pagineAir Quality Index Analysis & PredictionGottumukkala Sravan KumarNessuna valutazione finora
- TNB Ar2011Documento334 pagineTNB Ar2011Duncan LeeNessuna valutazione finora
- Shri Fa 4Documento44 pagineShri Fa 4Veena H NayakNessuna valutazione finora
- Electromagnetic and Thermal AnalysisDocumento5 pagineElectromagnetic and Thermal AnalysishamidrezaNessuna valutazione finora
- Nelson Tables All in One PDFDocumento618 pagineNelson Tables All in One PDFAmulya Ramakrishna100% (7)
- Eric Dollard MWO Update 2012Documento21 pagineEric Dollard MWO Update 2012pic2007100% (7)
- Trucks Fin Eu PCDocumento117 pagineTrucks Fin Eu PCjeanpienaarNessuna valutazione finora
- FEED Deliverable List (Sample) : Project InformationDocumento3 pagineFEED Deliverable List (Sample) : Project Informationamilasri100% (1)
- Be Project Presentation SuspensionDocumento17 pagineBe Project Presentation SuspensionGabrielNessuna valutazione finora
- Medical BiotechnologyDocumento4 pagineMedical Biotechnologyعمر بن عليNessuna valutazione finora
- ABB Photovoltaic DisconnectorsDocumento6 pagineABB Photovoltaic DisconnectorsBog PenNessuna valutazione finora
- r315 Quick Start PDFDocumento80 paginer315 Quick Start PDFfdsfasdsfadsNessuna valutazione finora
- E2870-13 Standard Test Method For Evaluating RelativDocumento6 pagineE2870-13 Standard Test Method For Evaluating RelativA MusaverNessuna valutazione finora
- Grade 7 Information Writing: The Bulldog: A Dog Like No OtherDocumento5 pagineGrade 7 Information Writing: The Bulldog: A Dog Like No Otherapi-202727113Nessuna valutazione finora
- Mechanical Components SectionDocumento428 pagineMechanical Components Sectionxristo xristovNessuna valutazione finora
- NL0520 NEPAL SagarmathaDocumento12 pagineNL0520 NEPAL SagarmathaPrashantpal RaiNessuna valutazione finora
- Zeolites and Ordered Porous Solids - Fundamentals and ApplicationsDocumento376 pagineZeolites and Ordered Porous Solids - Fundamentals and ApplicationsHenrique Souza100% (1)
- Ace of Spades + Outlaw 125 2019Documento85 pagineAce of Spades + Outlaw 125 2019Nelson RodrigoNessuna valutazione finora
- Examination Speaking Assignments Term III - 2021Documento2 pagineExamination Speaking Assignments Term III - 2021Khrystyna ShkilniukNessuna valutazione finora