Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- DIN 7981 1984 Cross Recessed Pan Head Tapping Screws PDFDocumento5 pagineDIN 7981 1984 Cross Recessed Pan Head Tapping Screws PDFAS Baizidi100% (1)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Physical Properties of Heavy Hex Structural Bolts ASTM A325 TYPE-1Documento2 paginePhysical Properties of Heavy Hex Structural Bolts ASTM A325 TYPE-1jhony0294km5Nessuna valutazione finora
- Fastener Information Sheet: Preserved Wood For Today'S EnvironmentDocumento3 pagineFastener Information Sheet: Preserved Wood For Today'S EnvironmentAS BaizidiNessuna valutazione finora
- A Spark Erosion Machine: by C. R. AmsburyDocumento11 pagineA Spark Erosion Machine: by C. R. AmsburyWedy Lim100% (1)
- Six Sigma in Measurement Systems Evaluating The Hidden FactoryDocumento30 pagineSix Sigma in Measurement Systems Evaluating The Hidden FactoryAS BaizidiNessuna valutazione finora
- Astm A307Documento6 pagineAstm A307thakrarhits100% (3)
- Shark 8c244 2932 - 401Documento7 pagineShark 8c244 2932 - 401AS BaizidiNessuna valutazione finora
- Threaded Rod, Low Carbon, Zinc Plated: Page 1 of 2 REV-04 Date: March 9, 2016 Trod - LC.ZDocumento2 pagineThreaded Rod, Low Carbon, Zinc Plated: Page 1 of 2 REV-04 Date: March 9, 2016 Trod - LC.ZAS BaizidiNessuna valutazione finora
- FRK RepairDocumento1 paginaFRK RepairAS Baizidi100% (1)
- License Key: IBY9X-ESYXT-W4BZQ-QI4WX-A9LI7-INRS3Documento1 paginaLicense Key: IBY9X-ESYXT-W4BZQ-QI4WX-A9LI7-INRS3AS BaizidiNessuna valutazione finora
- DIN 7604 A: Hex Head Screw PlugsDocumento1 paginaDIN 7604 A: Hex Head Screw PlugsAS BaizidiNessuna valutazione finora
- THDFRM 3Documento1 paginaTHDFRM 3AS BaizidiNessuna valutazione finora
- NFE 25-411 DIN 980 V: Slotted Self Locking Hex Nuts 1dDocumento1 paginaNFE 25-411 DIN 980 V: Slotted Self Locking Hex Nuts 1dAS BaizidiNessuna valutazione finora
- SonyDocumento3 pagineSonyAS BaizidiNessuna valutazione finora
- Uj2 48 52Documento5 pagineUj2 48 52AS BaizidiNessuna valutazione finora
- GolpilhaDocumento9 pagineGolpilhaquechatosNessuna valutazione finora
- OppoDocumento4 pagineOppoAS BaizidiNessuna valutazione finora
- EDocumento1 paginaEAS BaizidiNessuna valutazione finora
- Eng 06 408Documento1 paginaEng 06 408AS BaizidiNessuna valutazione finora
- 009.filetage NormesDocumento8 pagine009.filetage NormesRacha AmelNessuna valutazione finora
- STEAM - Receipt For Your Key SubscriptionDocumento1 paginaSTEAM - Receipt For Your Key SubscriptionAS BaizidiNessuna valutazione finora
- Din 6923Documento1 paginaDin 6923AS BaizidiNessuna valutazione finora
- Text PenetrationDocumento1 paginaText PenetrationAS BaizidiNessuna valutazione finora
- From DataDocumento1 paginaFrom DataAS BaizidiNessuna valutazione finora
- WorldDocumento1 paginaWorldAS BaizidiNessuna valutazione finora
- 2018Documento1 pagina2018AS BaizidiNessuna valutazione finora
- DATADocumento1 paginaDATAAS BaizidiNessuna valutazione finora
- Design Calculations (Singly-Reinforced Beam Design)Documento4 pagineDesign Calculations (Singly-Reinforced Beam Design)John Kevin CruzNessuna valutazione finora
- Tra-Bond Fda2t-EnDocumento2 pagineTra-Bond Fda2t-En4445Nessuna valutazione finora
- Faktum BG Ie Fy11Documento12 pagineFaktum BG Ie Fy11bomber05Nessuna valutazione finora
- Cleanfreak® Tm4 15" CRB Scrubber With Renovators: Product DetailsDocumento1 paginaCleanfreak® Tm4 15" CRB Scrubber With Renovators: Product DetailsMartin JacoboNessuna valutazione finora
- Quizlet FinalSDocumento26 pagineQuizlet FinalSCrisna Rivera PundanoNessuna valutazione finora
- NMAT - Must Know-ChemistryDocumento45 pagineNMAT - Must Know-ChemistryElise TraugottNessuna valutazione finora
- Chapter 5 - GasesDocumento72 pagineChapter 5 - GasesAmbar WatiNessuna valutazione finora
- Bedauli Boq PDFDocumento15 pagineBedauli Boq PDFAlaguNessuna valutazione finora
- The Thickness of Base Plate by The ASD.I Section Column ConcreteDocumento9 pagineThe Thickness of Base Plate by The ASD.I Section Column ConcreteAcumen Achitects & Planners Ltd.Nessuna valutazione finora
- Applications of High Strength Concrete For Highway BridgesDocumento30 pagineApplications of High Strength Concrete For Highway Bridgesaji raNessuna valutazione finora
- Chapter 5 ConclusionDocumento4 pagineChapter 5 ConclusionRaffandi RolandoNessuna valutazione finora
- Spe 100063 MS P PDFDocumento22 pagineSpe 100063 MS P PDFNathalia WhiteNessuna valutazione finora
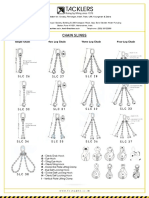
- Chain Chain SlingsDocumento8 pagineChain Chain SlingsDharmendra MeenaNessuna valutazione finora
- POSTINGDocumento23 paginePOSTINGmanoj kumarNessuna valutazione finora
- Ubstructure Esign: Bridge Design Manual - 2002 Substructure DesignDocumento14 pagineUbstructure Esign: Bridge Design Manual - 2002 Substructure DesignHundeejireenyaNessuna valutazione finora
- Final Exam PracticeDocumento17 pagineFinal Exam PracticeKayla Dollente100% (1)
- Drawback of Plastic Industry Cipet Final Report PDFDocumento32 pagineDrawback of Plastic Industry Cipet Final Report PDFSavi sharmaNessuna valutazione finora
- Gold Recovery Resins Q & A 03Documento3 pagineGold Recovery Resins Q & A 03JendayiNessuna valutazione finora
- IFPEXOLDocumento10 pagineIFPEXOLMicaela Flores LanzaNessuna valutazione finora
- Thorpe's Dictionary of Applied Chemistry Vol.1Documento772 pagineThorpe's Dictionary of Applied Chemistry Vol.1Professor100% (20)
- Aluminium Anode Energy 1095661Documento10 pagineAluminium Anode Energy 1095661böhmitNessuna valutazione finora
- Depth Profiling in Auger Electron Spectroscopy: Standard Guide ForDocumento5 pagineDepth Profiling in Auger Electron Spectroscopy: Standard Guide ForpechugonisNessuna valutazione finora
- TH-005-Examples of Chapter Five PDFDocumento7 pagineTH-005-Examples of Chapter Five PDFLinda LCNessuna valutazione finora
- IRC-SP-100-2014 Cold MixDocumento7 pagineIRC-SP-100-2014 Cold MixVikas ThakarNessuna valutazione finora
- Crash SensorDocumento4 pagineCrash SensorNaveen PanthamNessuna valutazione finora
- Experiments 3,4,5Documento13 pagineExperiments 3,4,5Athirah JamalludinNessuna valutazione finora
- Design Analysis and Comparison Between The Conventional Materialswith Composite Material of The Leaf Springs Fmoa 1000127Documento20 pagineDesign Analysis and Comparison Between The Conventional Materialswith Composite Material of The Leaf Springs Fmoa 1000127Anonymous oTrMzaNessuna valutazione finora
- Product & Service Datasheet: Medium Voltage (6kV To 36kV) Subsea Power Cable Repair JointDocumento2 pagineProduct & Service Datasheet: Medium Voltage (6kV To 36kV) Subsea Power Cable Repair Jointnader mahfoudhiNessuna valutazione finora
- Blast Design and Assessment For Surface Mines and QuarriesDocumento198 pagineBlast Design and Assessment For Surface Mines and QuarriesOmar Alex Meléndez HuamánNessuna valutazione finora
- 191020countertop Catalogue QUADRA-1Documento41 pagine191020countertop Catalogue QUADRA-1ZamzamiNessuna valutazione finora