Potrebbero piacerti anche
- 2-Humidification pt1 PDFDocumento18 pagine2-Humidification pt1 PDFJihandini Rhodiya AhyaryNessuna valutazione finora
- DDDocumento2 pagineDDJihandini Rhodiya AhyaryNessuna valutazione finora
- Format Jawaban Homework 3Documento27 pagineFormat Jawaban Homework 3Jihandini Rhodiya AhyaryNessuna valutazione finora
- Format Jawaban Homework 3Documento27 pagineFormat Jawaban Homework 3Jihandini Rhodiya AhyaryNessuna valutazione finora
- Plat Heat ExchangerDocumento8 paginePlat Heat ExchangerJihandini Rhodiya AhyaryNessuna valutazione finora
- Nervous System and Sensoric Organs in Human ADocumento10 pagineNervous System and Sensoric Organs in Human AJihandini Rhodiya AhyaryNessuna valutazione finora
- He Judge of English Speech ContestDocumento1 paginaHe Judge of English Speech ContestJihandini Rhodiya AhyaryNessuna valutazione finora
- Make Your 7 Seconds Count: Dress To ImpressDocumento1 paginaMake Your 7 Seconds Count: Dress To ImpressJihandini Rhodiya AhyaryNessuna valutazione finora
- The Golden SnailDocumento4 pagineThe Golden SnailJihandini Rhodiya AhyaryNessuna valutazione finora
- Naskah Teks Pidato Global Warming 2Documento3 pagineNaskah Teks Pidato Global Warming 2Budywr SorongNessuna valutazione finora
- He Judge of English Speech ContestDocumento1 paginaHe Judge of English Speech ContestJihandini Rhodiya AhyaryNessuna valutazione finora
- Travel & ToursDocumento13 pagineTravel & ToursJihandini Rhodiya AhyaryNessuna valutazione finora
- Petroleum Refinery Engineering (CHL 794) Department of Chemical Engineering, Iitd Tutorial Sheet - 5Documento3 paginePetroleum Refinery Engineering (CHL 794) Department of Chemical Engineering, Iitd Tutorial Sheet - 5yu231Nessuna valutazione finora
- Catalys ReformerDocumento12 pagineCatalys ReformerReza Yulian Delef0% (1)
- Kinetika Kimia PetrucciDocumento61 pagineKinetika Kimia PetrucciJihandini Rhodiya AhyaryNessuna valutazione finora
- Basic Complex IntegrationDocumento11 pagineBasic Complex IntegrationAnkita NiranjanNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Air Exchange Rates in Greenhouses With Different Types of Ventilation Opening in The Western Mediterranean Region of TurkeyDocumento2 pagineAir Exchange Rates in Greenhouses With Different Types of Ventilation Opening in The Western Mediterranean Region of Turkeypramod_20253Nessuna valutazione finora
- R2 Four Basic Components of A Refrigeration System: #3 CondensersDocumento50 pagineR2 Four Basic Components of A Refrigeration System: #3 CondensersAhmad NasrudinNessuna valutazione finora
- ENCH607-F2022-L02-Physical&Thermodynamic PropertiesDocumento81 pagineENCH607-F2022-L02-Physical&Thermodynamic PropertiesNick jamesNessuna valutazione finora
- Analytical Behavior of Connections To Concrete-Filled Steel Tubes - Yousef Alostaz, Stephen - JournalDocumento33 pagineAnalytical Behavior of Connections To Concrete-Filled Steel Tubes - Yousef Alostaz, Stephen - JournalRMKD PrabhuNessuna valutazione finora
- CBSE Class 11 Physics Syllabus 2021-22Documento9 pagineCBSE Class 11 Physics Syllabus 2021-22Anshul BhallaNessuna valutazione finora
- Lec 3 - Intro To Compression MembersDocumento22 pagineLec 3 - Intro To Compression MembersRuel B. Ramos Jr.Nessuna valutazione finora
- Hydraulic StructureDocumento7 pagineHydraulic Structurekartikey papnoiNessuna valutazione finora
- AGA 8 2017 NoteDocumento3 pagineAGA 8 2017 NoteJeeEianYann0% (1)
- Assignment 2: Mechanical Engineering Dept. CEME NUST 1Documento4 pagineAssignment 2: Mechanical Engineering Dept. CEME NUST 1HajiasifAliNessuna valutazione finora
- Equimolar Counter Diffusion: Lecture Week 5Documento32 pagineEquimolar Counter Diffusion: Lecture Week 5ashas waseemNessuna valutazione finora
- Perhitungan Base Plate & Anchor BoltDocumento5 paginePerhitungan Base Plate & Anchor BoltardansyahputraNessuna valutazione finora
- Topic3 FluidMotionDocumento35 pagineTopic3 FluidMotionSomnath SomadderNessuna valutazione finora
- Design Details of A Turbine Model Used For Energy Conversion in Low Flow Rate Water StreamsDocumento5 pagineDesign Details of A Turbine Model Used For Energy Conversion in Low Flow Rate Water Streamsrabei romulusNessuna valutazione finora
- 10 1016@j Ijfatigue 2020 105963Documento9 pagine10 1016@j Ijfatigue 2020 105963Tatan FirmansyahNessuna valutazione finora
- Production Engineering (Part1)Documento50 pagineProduction Engineering (Part1)MHT allamNessuna valutazione finora
- Study Note Stress - Strain Analysis of Simple Structures RevBDocumento20 pagineStudy Note Stress - Strain Analysis of Simple Structures RevBSboniso KhethukuthulaNessuna valutazione finora
- Idronics - 17 - NA - Thermal Storage in Hydronic SystemsDocumento64 pagineIdronics - 17 - NA - Thermal Storage in Hydronic SystemsDiablofireNessuna valutazione finora
- Looksfam EngineersDocumento70 pagineLooksfam EngineersJohn PingkianNessuna valutazione finora
- Drain Design 1.05m X 1.3mDocumento16 pagineDrain Design 1.05m X 1.3mGOMASH RCPNessuna valutazione finora
- Piping Interview QuestionDocumento5 paginePiping Interview Questionmithunjobs100% (3)
- Seismic Shear Forces On RC Walls: Review and Bibliography: Bulletin of Earthquake Engineering October 2013Documento28 pagineSeismic Shear Forces On RC Walls: Review and Bibliography: Bulletin of Earthquake Engineering October 2013Melo PereiraNessuna valutazione finora
- Physics: SECTION B: Question-Answer Book BDocumento9 paginePhysics: SECTION B: Question-Answer Book Bniki666tangNessuna valutazione finora
- Bme Module Total SyllabusDocumento120 pagineBme Module Total Syllabussibaprasadpanda123456Nessuna valutazione finora
- G D C V L P D C V L G P H: Total Total Head (M) 25 % Safty Total With 25 % SaftyDocumento2 pagineG D C V L P D C V L G P H: Total Total Head (M) 25 % Safty Total With 25 % SaftyraifaisalNessuna valutazione finora
- Settlement Calculation of Composite Foundation Reinforced With Stone ColumnsDocumento9 pagineSettlement Calculation of Composite Foundation Reinforced With Stone Columnsprashant maliNessuna valutazione finora
- 3rd To 6th Sem Mech Syllabus-2015 PDFDocumento77 pagine3rd To 6th Sem Mech Syllabus-2015 PDFUday SainiNessuna valutazione finora
- MEP CompanyDocumento24 pagineMEP Companyniteen_mnnitNessuna valutazione finora
- Shear Failure of Bolted Joints - ME 372 Lab: Bolt DataDocumento1 paginaShear Failure of Bolted Joints - ME 372 Lab: Bolt Databoo huNessuna valutazione finora
- Thermal Performance of Concentric Tube Heat Exchanger With Modified Wire Coil InsertsDocumento6 pagineThermal Performance of Concentric Tube Heat Exchanger With Modified Wire Coil InsertsInternational Journal of Technology and Emerging Sciences (IJTES)Nessuna valutazione finora
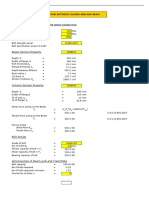
- Column Web and Beam Web BoltedDocumento5 pagineColumn Web and Beam Web BoltedGURUPRASAD SHETTY100% (1)