Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Publication 9 30888 310Documento4 paginePublication 9 30888 310mailsk123Nessuna valutazione finora
- Immaculate Conception Parochial School 3rd Quarterly ExamDocumento4 pagineImmaculate Conception Parochial School 3rd Quarterly ExamJullina DavidNessuna valutazione finora
- Jacketed Vessel DesignDocumento4 pagineJacketed Vessel Designhero100% (1)
- Increase Cycle Efficiency with Supercritical TechnologyDocumento23 pagineIncrease Cycle Efficiency with Supercritical TechnologyGargi PatnaikNessuna valutazione finora
- 0801 B2 BSolutionDocumento3 pagine0801 B2 BSolutionsajuhereNessuna valutazione finora
- RAB Mini Plant Minyak Goreng Fortivikasi Vit. ADocumento10 pagineRAB Mini Plant Minyak Goreng Fortivikasi Vit. Adoyo sudaryatNessuna valutazione finora
- Leading Heat Transfer Oil Data SheetDocumento3 pagineLeading Heat Transfer Oil Data SheetHamid KharazmiNessuna valutazione finora
- Pay (Knuckle) PDFDocumento44 paginePay (Knuckle) PDFambuenaflorNessuna valutazione finora
- TempDocumento1 paginaTempshfjhNessuna valutazione finora
- Final Directory Map Board List Hall 1Documento14 pagineFinal Directory Map Board List Hall 1Phool JaiswalNessuna valutazione finora
- OMAE2013-10135: Numerical Prediction of The Cooling of Burnt Cable For The Prevention of Re-IgnitionDocumento6 pagineOMAE2013-10135: Numerical Prediction of The Cooling of Burnt Cable For The Prevention of Re-IgnitionSamo SpontanostNessuna valutazione finora
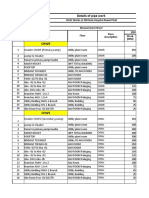
- Details of Pipe Work: Header CHWR (Primary Pump) Pump To HeaderDocumento15 pagineDetails of Pipe Work: Header CHWR (Primary Pump) Pump To Headermurshid badshahNessuna valutazione finora
- OutcomeDocumento7 pagineOutcomeKen YuNessuna valutazione finora
- Viessmann Heat PumpDocumento6 pagineViessmann Heat PumpShishan AhmadNessuna valutazione finora
- Heat Exchanger Network Optimization for Maleic Anhydride Production ProcessDocumento34 pagineHeat Exchanger Network Optimization for Maleic Anhydride Production ProcessrovshanbabayevNessuna valutazione finora
- Review On Thermoelectric Refrigeration: Applications and TechnologyDocumento13 pagineReview On Thermoelectric Refrigeration: Applications and TechnologyAde Riyan HidayatNessuna valutazione finora
- Effect of Internal Heat and Variable Electrical Conductivity On Convective MHD Flow Along A Vertical Isothermal PlateDocumento10 pagineEffect of Internal Heat and Variable Electrical Conductivity On Convective MHD Flow Along A Vertical Isothermal PlateIJAR JOURNALNessuna valutazione finora
- Ch 17 HW Heat Radiated by a PersonDocumento23 pagineCh 17 HW Heat Radiated by a PersonAndrew LondonNessuna valutazione finora
- Water Circulation System Gyanendra Sharma NPTI DelhiDocumento37 pagineWater Circulation System Gyanendra Sharma NPTI DelhiNPTINessuna valutazione finora
- Air Cooled Heat ExchangerDocumento22 pagineAir Cooled Heat ExchangeraliNessuna valutazione finora
- (Volfango Bertola (Eds.) ) Modelling and Experiment PDFDocumento433 pagine(Volfango Bertola (Eds.) ) Modelling and Experiment PDFMaria Vitória100% (1)
- Standarde EuropeneDocumento3 pagineStandarde Europenecrn2Nessuna valutazione finora
- Dunnair Premium Inverter Rooftop UnitsDocumento12 pagineDunnair Premium Inverter Rooftop UnitsSalaar AnsarNessuna valutazione finora
- Poultry House Design SpecificationsDocumento9 paginePoultry House Design SpecificationsKashi Nath SharmaNessuna valutazione finora
- PGGGO1403 Global DaikinDocumento20 paginePGGGO1403 Global DaikinPandu100% (1)
- Ashrae Meteo (Islamabad Climate Data)Documento1 paginaAshrae Meteo (Islamabad Climate Data)Imran Aziz100% (1)
- Hvac - Centralized AC SystemDocumento21 pagineHvac - Centralized AC SystemVala Vraj M.Nessuna valutazione finora
- Residential electrical load worksheetDocumento5 pagineResidential electrical load worksheetIsrael AyalaNessuna valutazione finora
- Air-Cooled Screw Chillers RTAF 300-1600 KW: The Best Bundled in One. Our BestDocumento20 pagineAir-Cooled Screw Chillers RTAF 300-1600 KW: The Best Bundled in One. Our BestHoria PantelimonNessuna valutazione finora