Potrebbero piacerti anche
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Último DeberDocumento9 pagineÚltimo DeberAndiko Villacis Navas100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- 46922.europe Jewel 14 Days Tourradar - PDFDocumento16 pagine46922.europe Jewel 14 Days Tourradar - PDFAndiko Villacis NavasNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Solution Manual For System Dynamics For Engineering Students Nicolae Lobontiu PDFDocumento15 pagineSolution Manual For System Dynamics For Engineering Students Nicolae Lobontiu PDFAndiko Villacis Navas0% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
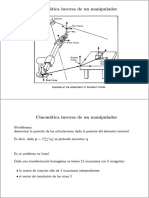
- Cinem Atica Inversa de Un Manipulador: ProblemaDocumento8 pagineCinem Atica Inversa de Un Manipulador: ProblemaAndiko Villacis NavasNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- SYLLABUS COD: ENG 0100-679-201710: Pág. 1 de 15Documento15 pagineSYLLABUS COD: ENG 0100-679-201710: Pág. 1 de 15Andiko Villacis NavasNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- QR 3000 L/S Dbormezcla QW 150 L/S Odrmezcla Dbor 10 MG/L Drmezcla Dbow 850 MG/L Odr 8 MG/L U Odw 0 MG/L H Ods 8.5 MG/L L KD 0.2 D - 1 KR 0.8 D - 1Documento21 pagineQR 3000 L/S Dbormezcla QW 150 L/S Odrmezcla Dbor 10 MG/L Drmezcla Dbow 850 MG/L Odr 8 MG/L U Odw 0 MG/L H Ods 8.5 MG/L L KD 0.2 D - 1 KR 0.8 D - 1Andiko Villacis NavasNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- QR 3000 L/S Dbormezcla QW 150 L/S Odrmezcla Dbor 10 MG/L Drmezcla Dbow 850 MG/L Odr 8 MG/L U Odw 0 MG/L H Ods 8.5 MG/L L KD 0.2 D - 1 KR 0.8 D - 1Documento21 pagineQR 3000 L/S Dbormezcla QW 150 L/S Odrmezcla Dbor 10 MG/L Drmezcla Dbow 850 MG/L Odr 8 MG/L U Odw 0 MG/L H Ods 8.5 MG/L L KD 0.2 D - 1 KR 0.8 D - 1Andiko Villacis NavasNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- ST PHDocumento21 pagineST PHAndiko Villacis NavasNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- QR 3000 L/S Dbormezcla QW 150 L/S Odrmezcla Dbor 10 MG/L Drmezcla Dbow 850 MG/L Odr 8 MG/L U Odw 0 MG/L H Ods 8.5 MG/L L KD 0.2 D - 1 KR 0.8 D - 1Documento21 pagineQR 3000 L/S Dbormezcla QW 150 L/S Odrmezcla Dbor 10 MG/L Drmezcla Dbow 850 MG/L Odr 8 MG/L U Odw 0 MG/L H Ods 8.5 MG/L L KD 0.2 D - 1 KR 0.8 D - 1Andiko Villacis NavasNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Manufacturing Engineering Guide BookDocumento2 pagineManufacturing Engineering Guide BookGiridharan SharmaNessuna valutazione finora
- (Casting) : Solidification Processing LabDocumento5 pagine(Casting) : Solidification Processing LabolenbearNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Acceptance Criteria To TR1826Documento1 paginaAcceptance Criteria To TR1826Adisak Aumpiem0% (1)
- Advanced Welding TechniquesDocumento5 pagineAdvanced Welding Techniquesharsha vardhanNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Certificat SoudeurDocumento2 pagineCertificat SoudeurTouil Houssem100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- CastingDocumento10 pagineCastingAkshay GargNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Welding Journal PDFDocumento7 pagineWelding Journal PDFraisalfiansyahNessuna valutazione finora
- Production Technology Course OutDocumento5 pagineProduction Technology Course Outmurjass85Nessuna valutazione finora
- 2G +5GDocumento1 pagina2G +5GRahul Moottolikandy0% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Aws Guide For Steel Hull WeldingDocumento117 pagineAws Guide For Steel Hull WeldingAbhishek Gaurav100% (1)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- MS An O Ring Cross ReferenceDocumento5 pagineMS An O Ring Cross Referencekevin mwanzaNessuna valutazione finora
- Milling TypesDocumento16 pagineMilling TypesDon ChurchillNessuna valutazione finora
- Most Common Types of Welding Defects: Incomplete PenetrationDocumento4 pagineMost Common Types of Welding Defects: Incomplete PenetrationMaddyNessuna valutazione finora
- Weld VocabDocumento4 pagineWeld VocabRitwik SahooNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesDocumento26 pagineWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesAhmad KamilNessuna valutazione finora
- Metal Casting Principles and TechniquesDocumento6 pagineMetal Casting Principles and TechniquesChandra Wahyu SetiawanNessuna valutazione finora
- British o Ring Sizes Bs4518Documento1 paginaBritish o Ring Sizes Bs4518pmarteeneNessuna valutazione finora
- Lathe MachineDocumento5 pagineLathe Machinegunawan refiadiNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Sand CatingDocumento4 pagineSand CatingralbarakahNessuna valutazione finora
- Weld CalculatorDocumento6 pagineWeld Calculatorshahid khanNessuna valutazione finora
- MECH Friction Stir WeldingDocumento26 pagineMECH Friction Stir WeldingDeepak Kaushal0% (1)
- Aws d1.1 WQT ThicknessDocumento2 pagineAws d1.1 WQT ThicknessArul Edwin VijayNessuna valutazione finora
- Welding Lecture and OrientationDocumento57 pagineWelding Lecture and OrientationHenry SyNessuna valutazione finora
- What Is 5 Axis CNC MachiningDocumento10 pagineWhat Is 5 Axis CNC MachiningSuhail Abrol100% (1)
- Machine Tools For MachiningDocumento56 pagineMachine Tools For MachiningUmberto PriscoNessuna valutazione finora
- WeldingDocumento14 pagineWeldingsyafiq firdausNessuna valutazione finora
- G-Codes: LatheDocumento1 paginaG-Codes: LatheMariz ANessuna valutazione finora
- EPP 331 Manufacturing Technology II (Chapter 19)Documento43 pagineEPP 331 Manufacturing Technology II (Chapter 19)hanif yooNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Manufacturing Processes Lab I: Running A Lathe MachineDocumento35 pagineManufacturing Processes Lab I: Running A Lathe MachineSrinivas SrinivasgNessuna valutazione finora
- Gating System DesignDocumento11 pagineGating System DesignAshok Pradhan100% (1)